Изобретение относится к способу изолирования обмоток, широко распространенных в тяговом, крановом и других отраслях электромашинострое НИН. Способ применим для низковольтных одновитковых обмоток, выполняемы из провода прямоугольного сечения.
Целью изобретения является повышение качества изоляции и снижение трудоемкости изготовления путем ис- пользования замкнутых по периметру изоляционных элементов.
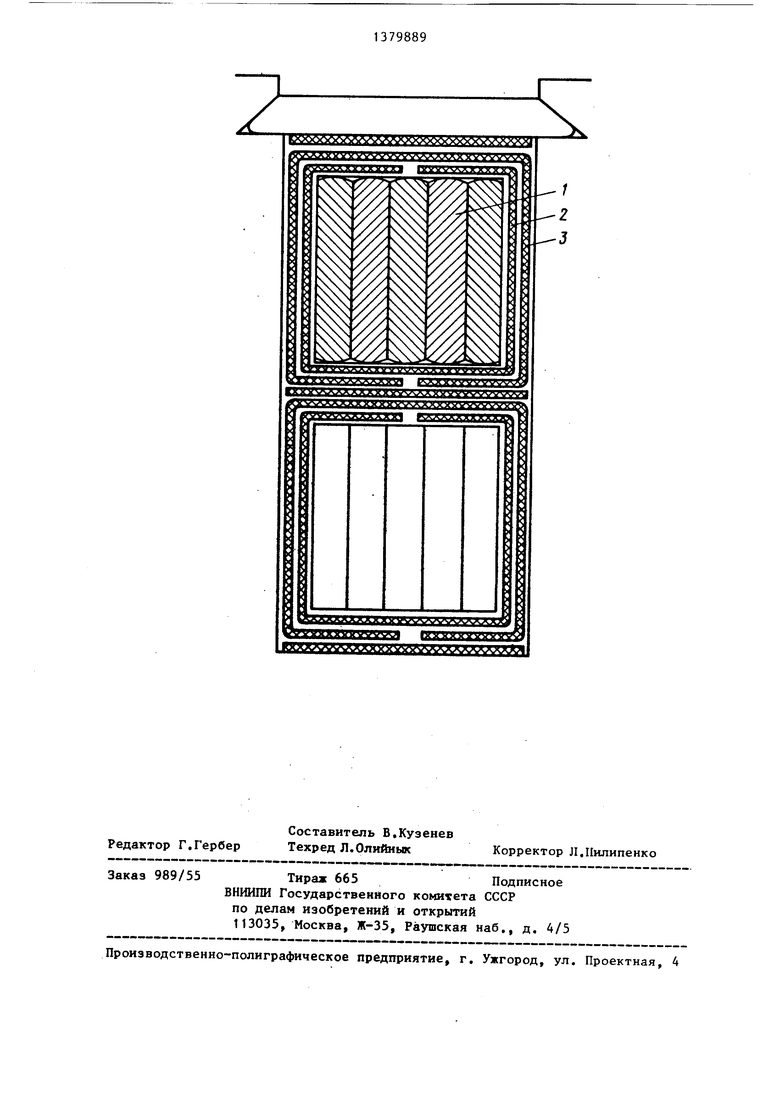
На чертеже изображена схема реализации способа.
Паз якоря имеет обмоточный провод 1, внутренний 2 и внешний 3 изоляционные элементы.
Пример. Из провода ШШП-К2 нарезают прямолинейные отрезки задан ной длины, на которых выполняют операцию выгиба головки, после чего выгнутые проводники группируют в заготовку катушки. Прямоугольные изоляционные элементы предварительно-фор- мованные, замкнутые по периметру вьтолняют из композиционного материала, состоящего из полиимидной пленки и препрега, насыценного связующим. При этом пленка расположена с наруж- ной стороны изоляционного элемента. Изоляционные элементы, не менее чем в два слоя, наносят на всю прямолинейную часть (сторону) заготовки катушки 1. Внутренний 2 и внешний 3 изоляционные элементы располагаются таким, образом, что продольные зазоры элементов послойно смещены и находятся в плоскости симметрии паза, при этом открытыми остаются только голов ка катушки и ее концы, которые запаиваются в коллектор. Заготовки катушек помещают в обогреваемый пресс, нагревают до 120 С под давлением 4-5 кгс/см, выдерживают при этой температуре 1-3 ч, охлаждают до 40- 70°С и извлекают из пресса. В процессе термообработки связующее, введенное в препрег, переходит в вязкоте- кучее состояние и в значительной степени заполняет свободные полости между проводниками, что улучшает механическую прочность и теплопроводность изоляции.
Окончательное формование заготов- ки в катушку проводят путем выгиба лобовых частей в специальном приспособлении За счет высокой эластичности ПМ пленки и неотвержденного
o
5
0 5 О -
5
5
состояния связующего при выгибе сторон катушки не происходит разрушения изоляции. После формования катушки ее головку изолируют лентой ЛЭС, пропитанной в лаке КО 916К. При необходимости для усиления изоляции допускается на места изгиба катушки и на головку одевать термоусаживаемые трубки.
Для сравнения свойств изоляции по известному и предлагаемому способам изготовлены макетные- образцы изоляции с применением изоляционных элементов с продольным зазором из композиционного материала. Результаты испытаний следующие: пробивное напряжение по известному способу изготовления изоляции 4,5, по предлагаемому - 11 кВ, При изготовлении образцов по предлагаемому и известному способам установлено, что технологичность предлагаемого способа значительно выше, поскольку изоляционные элементы не смещаются на катушке в процессе технологических и транспортных операций, а по известному способу этого невозможно избежать без дополнительных зажимов или фиксаторов.
Формула изобретения
Способ изготовления изолированного якоря электрической машины, при котором, не менее чем в два слоя, на пазовую часть заготовки катушки наносят прямоугольные изоляционные элементы с продольным зазором из композиционного содержащего связующее материала, термообрабатывают изолированную заготовку под давлением, формуют ее в катушку и изолируют криволинейные ее участки, укладывают катушку с магнитопровод и проводят окончательную термообработку, о т- личающийся тем, что, с целью повьш1ения качества изоляции и снижения трудоемкости изготовления путем использования замкнутых по периметру изоляционных элементов, указанные элементы вьтолняют из плен- косодержащего материала, накладывают на всю прямолинейную часть заготовки, обеспечивая расположение продольных зазоров в плоскости cи мeтpии паза с их послойным смещением, а предварительную термообработку заготовки проводят до перевода связующего в высокоэластичное состояние.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стержня обмотки статора | 1990 |
|
SU1787306A3 |
| Компенсационная катушка электрической машины | 1989 |
|
SU1723631A1 |
| Способ изготовления термореактивной изоляции обмоток электрических машин | 1981 |
|
SU1001318A1 |
| Способ изготовления катушек высоковольтных электротехнических устройств | 1989 |
|
SU1742870A1 |
| Стержневая обмотка высоковольтной электрической машины и способ ее изготовления | 1985 |
|
SU1676008A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ВЫСОКОВОЛЬТНОГО ЭЛЕКТРОТЕХНИЧЕСКОГО УСТРОЙСТВА | 2014 |
|
RU2566810C2 |
| Способ изготовления корпусной изоляции катушек электрических машин и аппаратов | 1987 |
|
SU1480042A1 |
| Способ изготовления углепластика на основе тканого углеродного наполнителя и термопластичного связующего | 2020 |
|
RU2765042C1 |
| Способ изолирования жесткого проводника | 1990 |
|
SU1774420A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
Изобретение относится к электротехнике, в частности к электромашиностроению. Цель изобретения - повышение качества изоляции и снижение трудоемкости изготовления путем использования замкнутых по периметру изоляционных элементов. Пример реализации „ Прямоугольные изоляционные элементы, предварительно формован- ные, замкнутые по периметру, выпол- няют из композиционного материала, состоящего из полиимидной пленки и препрега, насьш1енного связующим. При этом пленка располагается с наружной стороны изоляционного элемента. Изоляционные элементы не менее чем в два слоя наносят на всю прямолинейную часть заготовки катушки. Внутренний и внешний изоляционные элементы располагают таким образом, что продольные зазоры элементов послойно смещены и находятся в плоскости симметрии паза. Заготовки катушек помещают в пресс, нагревают под давлением, охлаждают и извлекают из пресса. В процессе термообработки связующее, введенное в препрег, переходит в вязкотекучее состояние и в значительной степени заполняет свободные полости между проводниками, что улучшает механическую прочность и теплопроводность изоляции. 1 ил. (Л с со 00. эо со
PQOOOQCVVVVV VSXXXXXXXXXXyyVS. vVU
yx xyw444.«X IJCJffV JilXrXTfX-X
ИУ
«ЛЛТГ
ППЛЛ I««ЖУ
2 3
ГЦГЬЛДЖУУТУУУ
у хх-ууууу.
LxyTrv4 4 kxicyyyywyvw j
| Летающая разборная модель планера-самолета | 1947 |
|
SU76043A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
