Известны способы автоматического регулирования скорости движения спекательных лент агломерационных ман1ин, основанные на измерении электрических величин в процессе спекания агломерата, например, путем замера электропроводности исходной шихты и готового агломерата.
Предлагаемый способ отличается от известных применением регулятора с электротермическим преобразователем, позволяющим производить замер вертикальной скорости спекания агломерата. Этот способ обеспечивает более высокое качество спекания агломерата.
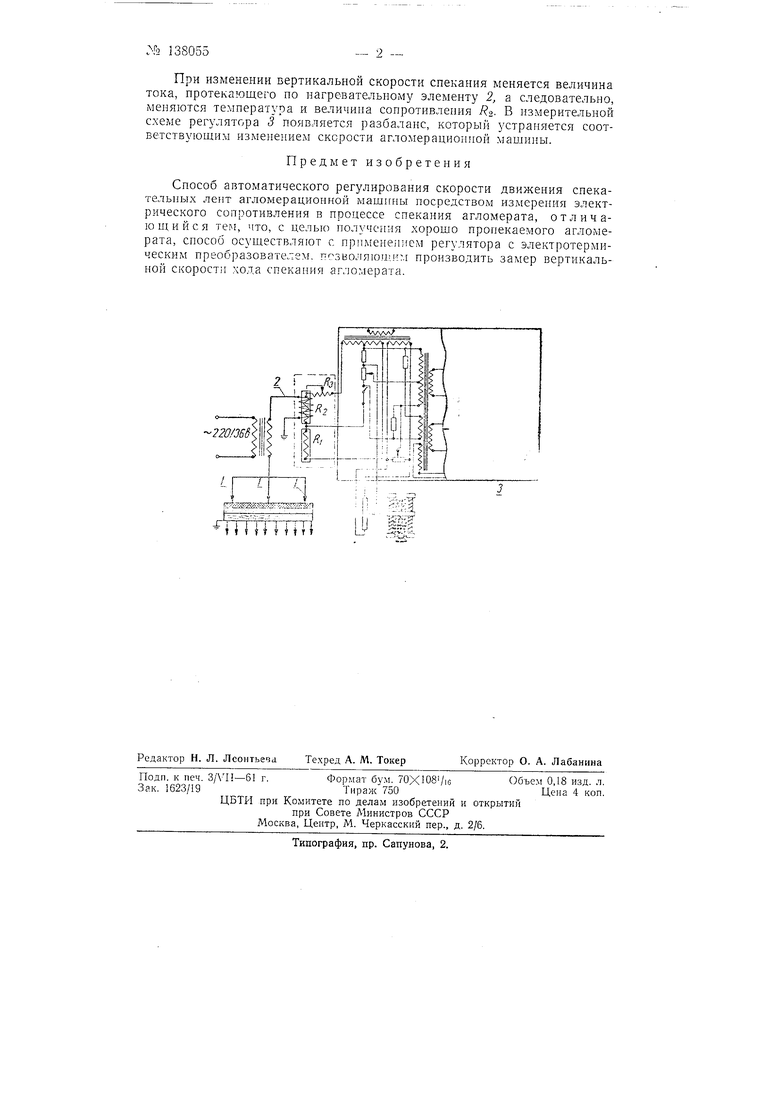
По предлагаемому способу для регулирования скорости агломерационной машины используется изменение сопротивления агломерата и горячего слоя пирога при изменен П1 вертикальной скорости спекания. Для снятия импульса служат три диска / (см. схему регулирования), смонтированных на валу, установленном в подшиппиках по ширине паллеты. В процессе работы агломерационной машины диски / входят в слой. агломерата и в зависимости от изменения сопротивления агломерата и горячего пирога изменяется импульс, подаваемый на электротермический преобразователь. Преобразователь содержит нагревательный элемент 2, сопротивление компенсируюшее окружаюшую температуру, термосопротивление R- н сопротивление Rz задания.
Нагревательный элемент 2, соединенный последовательно с дисками 1, нагревает термосопротивленне R-2, которое включено в измерительную схему регулятора 3 скорости агломерационной машины.
Сначала опытным путем определяется скорость агломерационной машины, соответствующая требуемому качеству агломерата, а также и необходимая высота слоя шихты на наллете.
После этого с помощью сопротивления R измерительная схема приводится в равновесие, т. е. устанавливается задание скорости агломерационной машины.
.YO 138055
При изменении вертикальной скорости спекания меняется величина тока, протекающего по нагревательпому элементу 2, а следовательно, меняются температура и величина сопротивления R-2- В измерительной схеме регулятора 5 появляется разбаланс, который устраняется соответствующнм изменением скорости агломерационной MaDJHHbi.
Предмет изобретения
Способ автоматического регулирования скорости движения спекательных лент агломерационной машины посредством измерения электрического сопротивления в процессе спекания агломерата, отличающийся тем, что, с целью получения хорошо пропекаемого агломерата, способ осуществляют с npnMeHeiuieM регулятора с электротермическим преобразоватео1ем. псзволяюццм производить замер вертикальной скорости хода спекания агломерата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения прочности агломерата | 1977 |
|
SU654844A1 |
| Способ регулирования агломерационного процесса | 1977 |
|
SU624944A1 |
| СПОСОБ КОНТРОЛЯ ГАЗОПРОНИЦАЕМОСТИ И ИЗМЕРЕНИЯ РАСХОДА ГАЗА ЧЕРЕЗ СЛОЙ ПРИ ТЕРМООБРАБОТКЕ НА КОНВЕЙЕРНОЙ МАШИНЕ | 2023 |
|
RU2837907C2 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ КАЧЕСТВОМ АГЛОМЕРАТА | 2008 |
|
RU2375659C1 |
| Устройство для подготовки шихты к спеканию | 1983 |
|
SU1082847A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ АГЛОМЕРАЦИОННОЙ ШИХТЫ НА СПЕКАТЕЛЬНЫЕ ТЕЛЕЖКИ | 1992 |
|
RU2011136C1 |
| Способ регулирования процесса спекания агломерационной шихты | 1978 |
|
SU700554A1 |
| Способ загрузки шихты на агломерационную машину | 1978 |
|
SU789617A1 |
| СПОСОБ СПЕКАНИЯ НИЗКООСНОВНОГО АГЛОМЕРАТА | 1999 |
|
RU2164252C1 |
| СПОСОБ ПРОИЗВОДСТВА АГЛОМЕРАТА С ПОВЫШЕННОЙ ПРОЧНОСТЬЮ НА АГЛОМЕРАЦИОННОЙ ЛЕНТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2541234C2 |
