со ас
о
СХ)
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1987 |
|
SU1523187A1 |
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1988 |
|
SU1523188A1 |
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1984 |
|
SU1287953A1 |
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1991 |
|
SU1836167A3 |
| Установка для нанесения полимерного покрытия на тканевый рукав | 1989 |
|
SU1684085A1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| БИМЕТАЛЛИЧЕСКАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА, СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2009 |
|
RU2412792C1 |
| Способ изготовления полых резинотехнических изделий и установка для его осуществления | 1990 |
|
SU1745561A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2338603C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КРОМОК ЛИСТОВЫХ ЗАГОТОВОК ФАЛЬЦЕВЫМ ШВОМ ПРИ ИЗГОТОВЛЕНИИ ВОЗДУХОВОДОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 1987 |
|
SU1455456A1 |
Изобретение относится к оборудованию для формирования покрытий из вязкотекучих материалов на тру чатое длинномерное полотно при изготовлении армированных труб, например воздуховодов. Цель изобретения - расширение технологических возможностей путем обеспечения возможности нанесения покрытия на трубчатые полотна с поперечными швами. Для этого установка снабжена кареткой, установленной с возможностью периодического продольного перемещения, на которой размещен дорнодержатель, средством перемещения каретки и датчиком положения шва для подачи сигнала на перемещение каретки. Это позволяет произвести пропуск шва через установку с минимальными затратами времени за счет вывода дорна из калибрующей камеры за шов, а затем возврата его за переместившимся , в камеру швом. II ил. (Л
Изобретение относится к оборудованию для формирования покрытий из вязкотекучих материалов, например расплавленных пластмасс, на трубча- тое длинномерное полотно при изготовлении армированных труб, например воздуховодов.
Целью изобретения является расширение технологических возможностей путем обеспечения возможности нанесения покрытия на трубчатые полотна с поперечными швами.
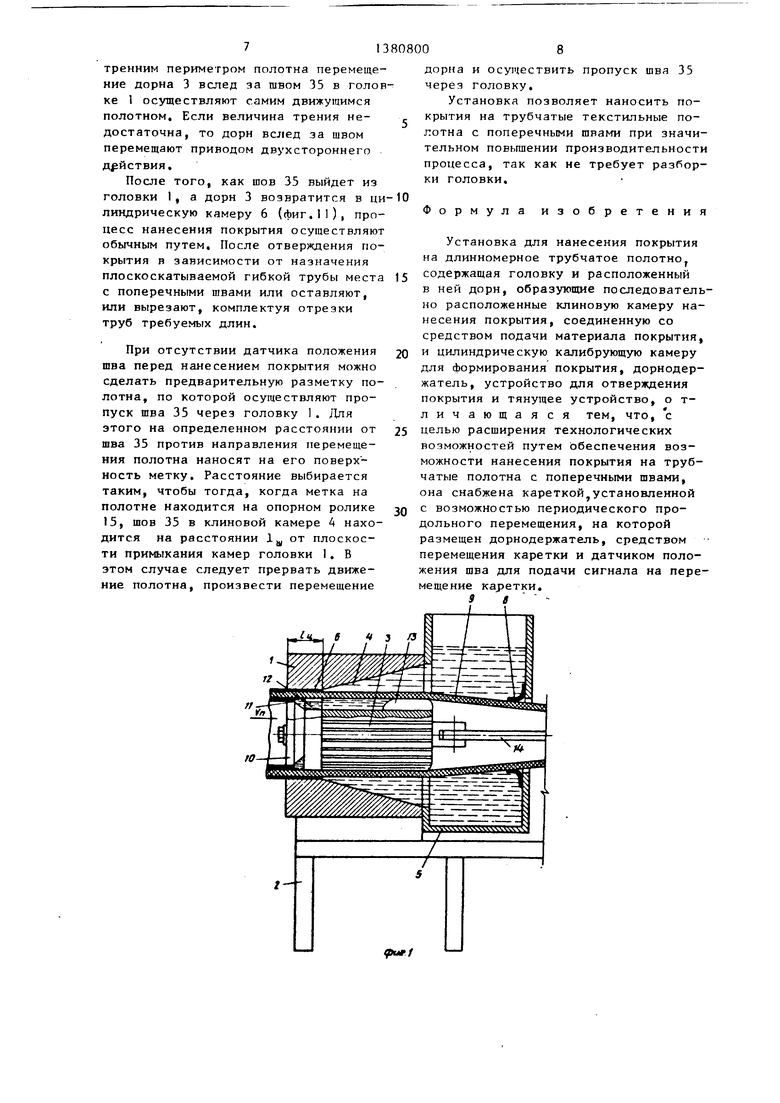
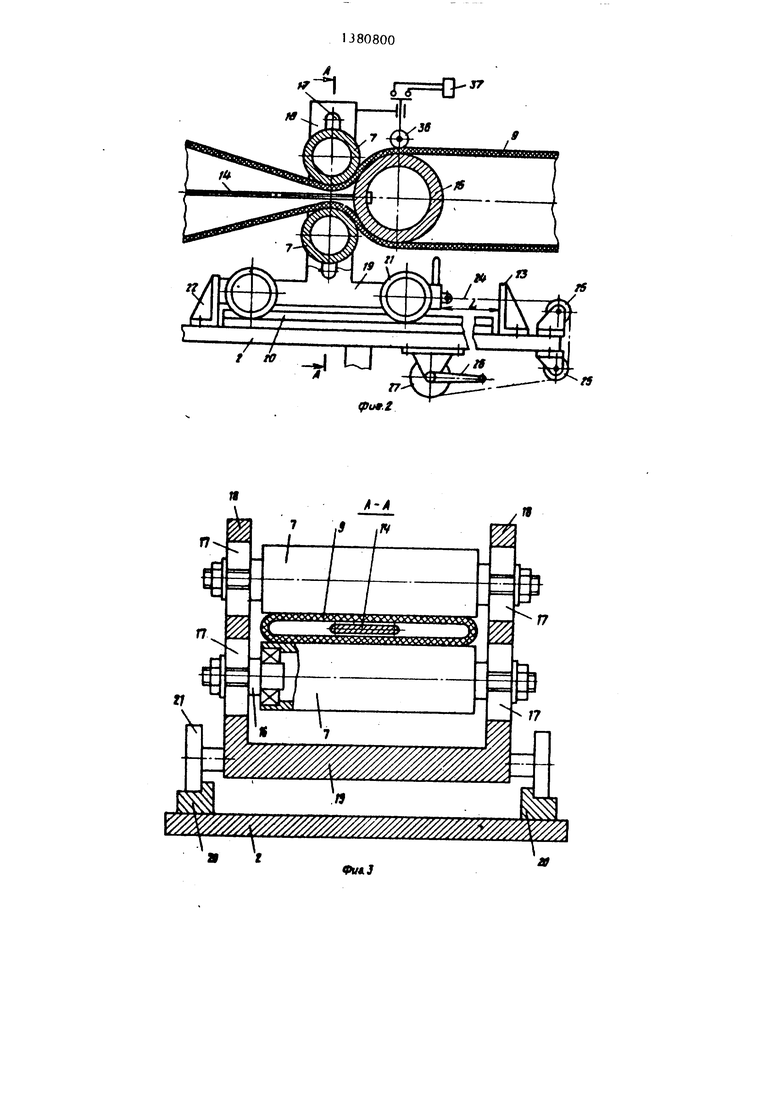
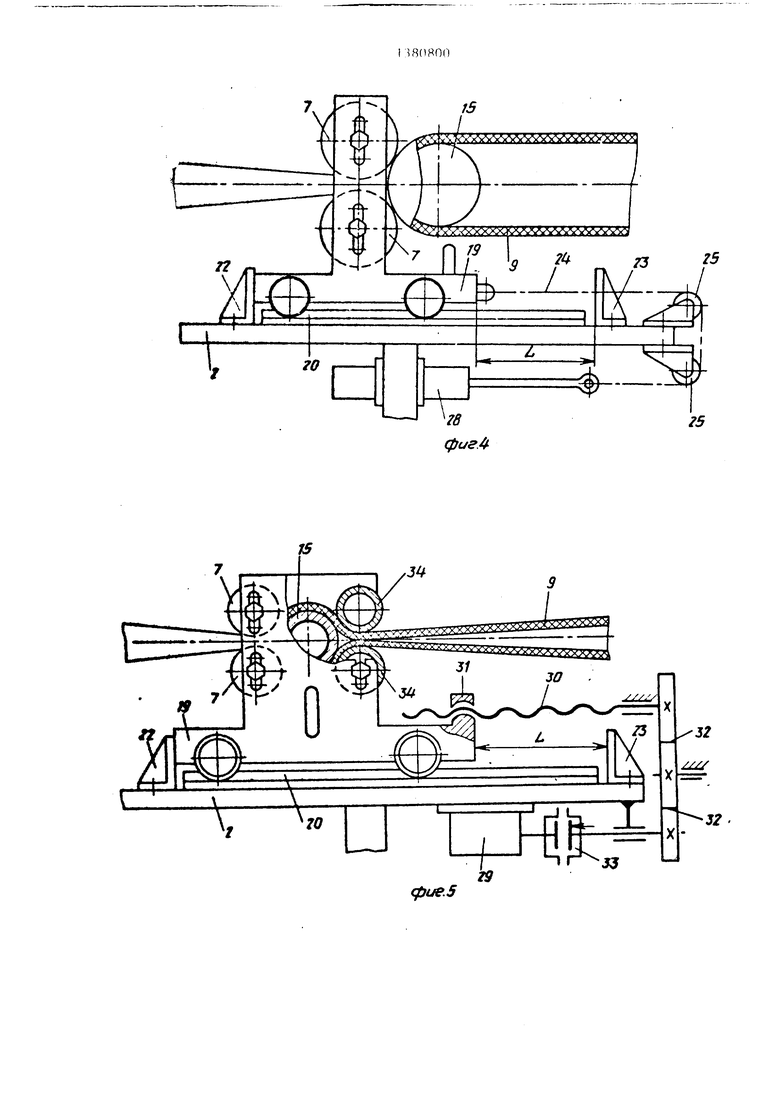
На фиг.1 изображена установка для нанесения покрытия, общи) вид (сред- ство для перемещения дорнодержателя- не показано) ; на фиг.2 - средство для перемещения каретки с дорнодержа телем; на фиг.З - разрез Л-А на фиг.2; и фиг.4,5 - варианты средст- на для перемещения каретки с дорно- держателем; на фиг.6 -II - схемы взаимодействия дорна и трубчатого полотна с поперечным щвом,
Установка для нанесения покрытия на длинномерное трубчатое полотно содержит головку 1, установленную на станине 2 и расположенный в ней дорн 3, образующие последовательно расположенные клиновую камеру А нанесения покрытия, соединенную со средством 5 тюдачи вязкотекучего материала покрытия, и цилиндрическую калибрующую камеру 6 для формирования покрытия, дорнодержатель 7, устройство для отверждения покрытия и тянущее устройство для перемещения полотна (последние условно не показаны), их конструкция определяется размерами и свойствами полотна, а также видом материала покрытия.
Средство 5 подачи материала покрытия выполнено в виде ванны с закрытой гибким уплотнением В щелью для прохода полотна 9.
Дорн 3 снабжен наконечником 10 с формирующим покрытие участком 11 и дренажными каналами 12. В корпусе дорна 3 имеются полости 13, представляющие собой продольные пазы, разде- ленные ребрами для поддержания трубчатого полотна 9 при его перемещении к головке 1, Полости 13 предназначены для накопления внутри полотна 9 вязкотекучего материала покрытия. Дорн 3 имеет также хвостовик 14 с опорным роликом 15, Последний через полотно 9 контактирует с дорнодер- жателем 7, выполненным в виде фиксирующих роликов, установленных посредством осей 16 в пазах 17 стоек 18 каретки 19, установленной с возможностью периодического продольного перемещения. На станине 2 смонтировано средство для перемещения каретки 19, выполненное в виде направляющих уголков 20 для взаимодействия с колесами 21 каретки, ограничителей хода каретки 19, выполненных в виде упоров 22 и 23, и гибкой тяги 24, контактирующей с направляющими блоками 25 и кинематически связанной с приводом одностороннего действия, который может быть выполнен в виде установленного с возможностью вращения от рукоятки 26 барабана 27 или в виде закрепленного на станине 2 пневмо - или гидроцилиндра 28 одностороннего действия.
Ограничители хода каретки 19 определяют положение дорна 3 относительно головки I. Дорн 3 размещен в головке 1 таким образом, чтобы торцы головки 1 и наконечника 10 дорна были совмещены, а полости 13 дорна находились в клиновой камере 4. Этб достигается установкой 22 на станине 2. Величина L перемещения дорна
внутри полотна определяется положением упора 23 на станине 2. Гибкая тяга 24 может быть выполнена в виде троса, цепи, каната или ремня. Такая конструкция привода применяется при наличии значительного трения между дорном 3 и полотном 9, т.е. тогда, когда дорн 3 перемещается вслед за щвом с помощью движущего полотна.
Если величина трения между дорном и полотном незначительна, то каретка 19 кинематически связана с приводом двухстороннего действия. В этом случае связь каретки, например, с реверсивным электродвигателем 29 осуществлена посредством жесткой тяги в виде ходового винта 30, который взаимодействует с гайкой 31, жестко соединенной с кареткой 19. Винт 30 посредством зубчатых передач 32 и фрикционной муфты 33 связан с реверсивным электродвигателем. Для того, чтобы каретка 19 могла передвигать дорн внутри рукава принудительно в противоположных направлениях, устройство снабжено дополнительными толкающими роликами 34, которые установлены в пазах 17 сток 18 каретки, при этом опорный ролик 15 дорна расположен между фиксирующими роликами 16 и толкающими роликами 34 контактирующими с ними через полотно 9.
Каретка 19 может быть снабжена средством для ее перемещения вдоль полотна 9 в виде закрепленных на ней рукояток 26, посредством которых возможно перемещение каретки 19 и дорна 3 в случае неисправности ее привода или его технического обслуживания.
С целью управления установкой при нанесении покрытия она снабжена датчиком положения шва 35, который установлен на каретке 19 и выполнен в виде толкателя, контактирующего с перемещающимся по опорному ролику 15 дорна полотном 9, Толкатель 36 взаимодействует с программным аппаратом 37, который управляет тянущим устройством и приводом каретки 19, т.е. согласует перемещение дорна 3 с прохождением поперечного шва полотна через головку 1.
Установка для нанесения покрытия работает следующим образом.
Перед началом работы трубчатые текстильные полотна сщивают в длинную трубу поперечными швами. Затем в полотно вводят дорн 3 и помещают их в головку 1 и ванну 5, предварительно раздвинув фиксирующие ролики 7 перемещением их в пазах 17 стоек 18 каретки 19. Если имеются на каретке толкающие ролики 34, с ними поступают так же. После этого выводят полотно из пилиндрической калибрующей камеры 6 головки 1 и заправляют его в тянущее устройство (не показано). В дальнейшем производят установку дорна 3 в головке 1. Это осуществляют с помощью упора 22 и фиксирующих роликов 7 и толкающих роликов 34 дорнодержателя. Предварительно сдвигают ролики 7 и 34 таким образом, чтобы зазор между ними пре- выпал двойную толщину щва на полотне и толщину хвостовика 14. Это необходимо для того, чтобы щов прошел через ролики дорнодержателя. Ролики 7 и 34 сближают, перемещая оси 16 в пазах 17 стоек 18 каретки 19. Устанавливают упор 22 на станине 2 таким образом, чтобы при контакте каретки I 9 с упором 22 торцы головки I И дорна 3 находились в одной плоскости. Упор 2 J закрепляют на станине 2 таки-ч с.Оратом, чтобы величина L хода KapeiKu 19 обеспечивала про0
5
0
5
0
5
0
5
0
5
пуск поперечного щва в головке 1. После этого заполняют вязкотекучим материалом покрытия ванну 5. .
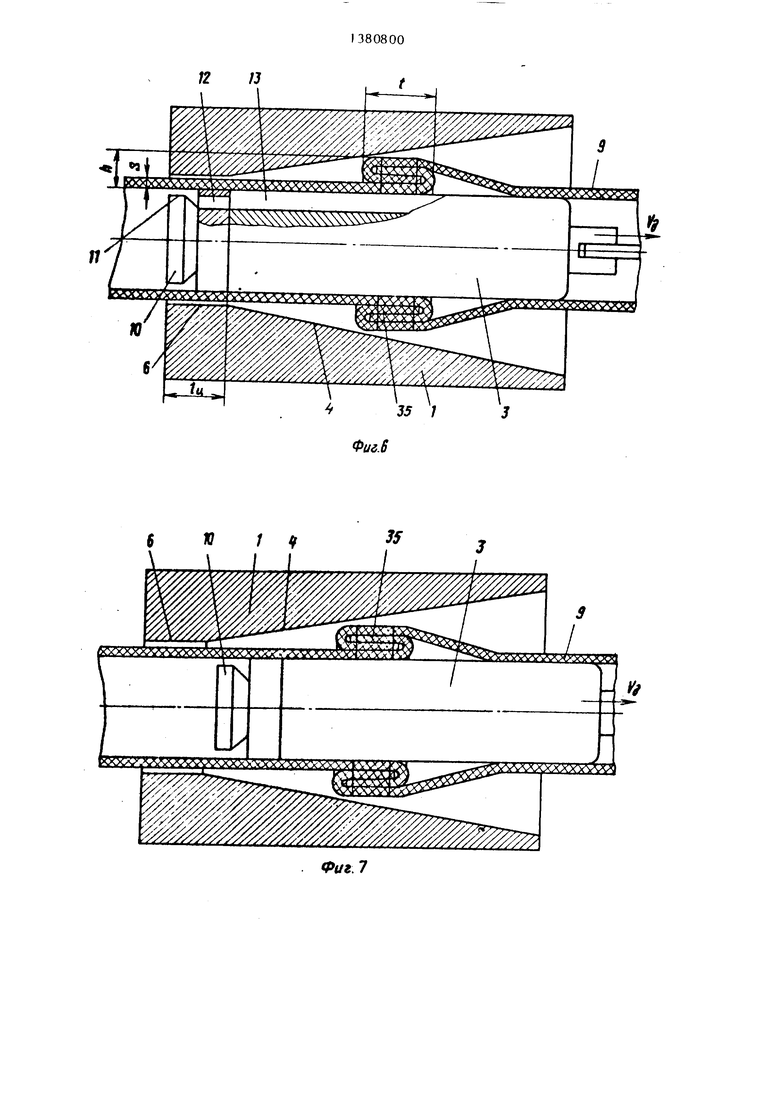
Включают тянущее устройство и перемешают трубчатое полотно 9 по расположенному внутри него дорну 3 (фиг.6). В головке I полотно последовательно перемещают через клиновую камеру 4 для нанесения покрытия на полотно и примыкающую к ней калибрующую камеру 6, которые охватывают полотно 9 и размещенный внутри него дорн 3, при этом в клиновую камеру подают вязкотекучий материал покрытия. При перемещении полотна 9 в заполненной вязкотекучим материалом покрытия клиновой камере 4 происходит его нанесение на полотно, материал покрытия взаимодействет с образующей поверхностью клиновой камеры, в. результате чего в ней создают давление, которое заставляет материал покрытия продавливаться сквозь поры полотна 9 в полости 13 дорна 3. Продавленный на внутреннюю сторону полотна 9 и в полости 13 дорна материал покрытия давлением и перемещением полотна 9 переносят по дренажным каналам 12 наконечникам 10 дорна 3 в калибрующую камеру. После зтого при перемещении полотна в калибрующей камере 6 головки 1 формируют между образующей поверхностью камеры и участком I1 дорна 3 наружный и внутренний слои покрытия. После прохождения полотна через головку 1 получают заготовку плоскоскатываемой гибкой трубы, которую в дапьней- щем в зависимости от вида материала покрытия подвергают нагреву, охлаждению или сушке для отверждения ма- териала покрытия и получения готового изделия,
В момент, когда шов 35 на полотне 9 войдет в клиновую камеру датчик 36 положения щва подаст сигнал на перемещение дорна 3 внутри полотна против направления перемешивания последнего из калибрущей камеры 6 в клиновую 4 (фиг.7)..Перемещение дорна 3 осуществляется возде- ствием на него фиксирующими роликами 7 дорнодержателя и может быть осуществлено вручную или с помощью привода одностороннего или двухстороннего действия. Каретку 19 перемещают на расстояние L по направляющим уголкам 20 до контакта с упором 23. Затем включают тянущее ycTpot icTBo и проводят полотно 9 с поперечным швом 35 через головку 1 , при этом , за перемещающимся швом 35 производят возврат каретки 19 и дорна 3 в рабочее положение, которое фиксируется упором 22. Перемещение дорна 3 и каретки 19 может быть осущестапено движущимся полотном или приводом,
Пропуск шва 35 через головку I осуществляется следующим образом.
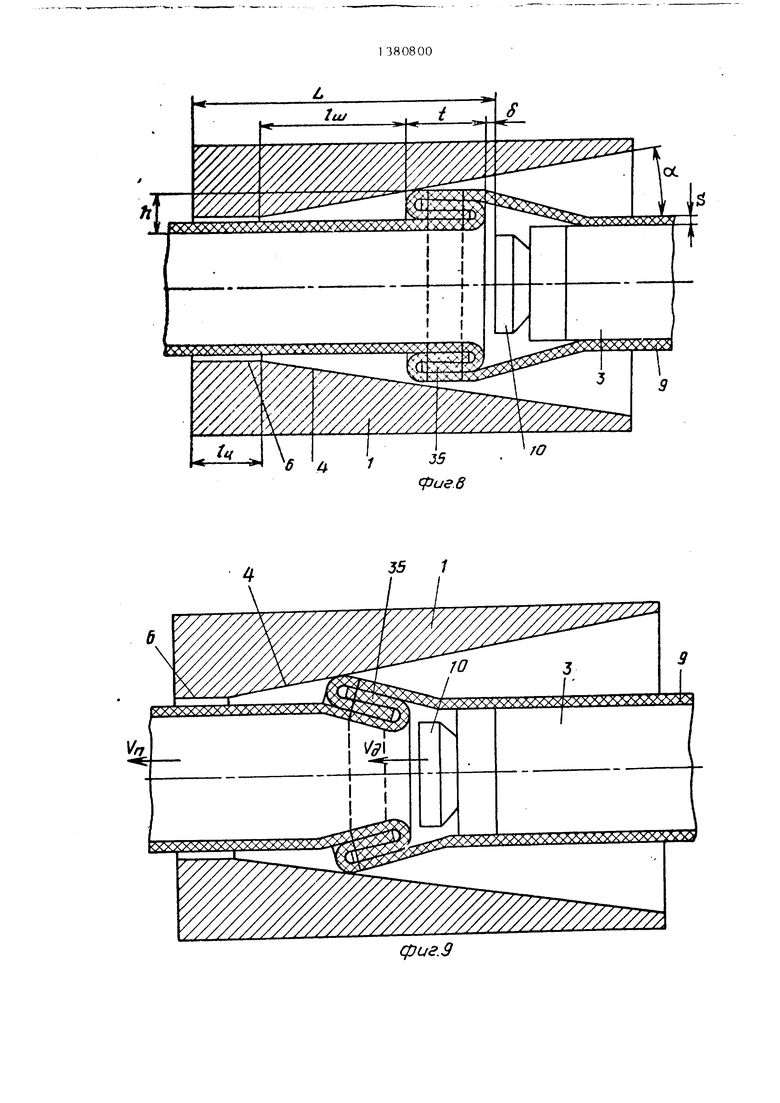
Когда шов 35 расположится в клиновой камере 4 точке, где расстояние от образующей поверхности камеры до поверхности дорна не мен ее толщины шва Ь, дорн 3 внутри полотна 9 заканчивают перемещать и останавливают в клиновой камере 4 за швом 35 (фиг,8Х Дпя того, чтобы можно бнпо провести поперечный шов 35 через головку I без заклинивания полотна 9 между дорном 3 и образующими поверхностями камер 4 и 6, необходимо в зависимости от геометрических размеров головки 1, толщин полотна S и шва h определить положение точки размещение шва 35 в клиновой камере 4 и величину L перемещения дорна 3 в головке 1, при которых расстояние меж- ду дорном и образующей поверхностью клиновой камеры не менее толщины h шва. Положение точки размещения шва 35 в клиновой камере и величину L перемещения дорна 3 в головке 1 определяют по формулам:
, ( .
Ш tgo(
L 1 + 1 + t +cf ,
где 11 - расстояние щва от плоскости примыкания калибрующей камеры к клиновой, мм;
h - толщина шва, мм;
S - толщина трубчатого текстильного полотна, мм;
0 - угол между образующей поверхностью клиновой камеры и . направлением перемещения полотна;
L - величина перемещения дорна, мм;
- длина калибрующей камеры,
мм J
- ширина шва, мм; - коэффициент безопасности,
обеспечивающий точное соб
0 5 о
0
5
0
5
5
людение услони1 г перемещения полотна со 1ЧВОМ через головку и численно равный 5-15 мм.
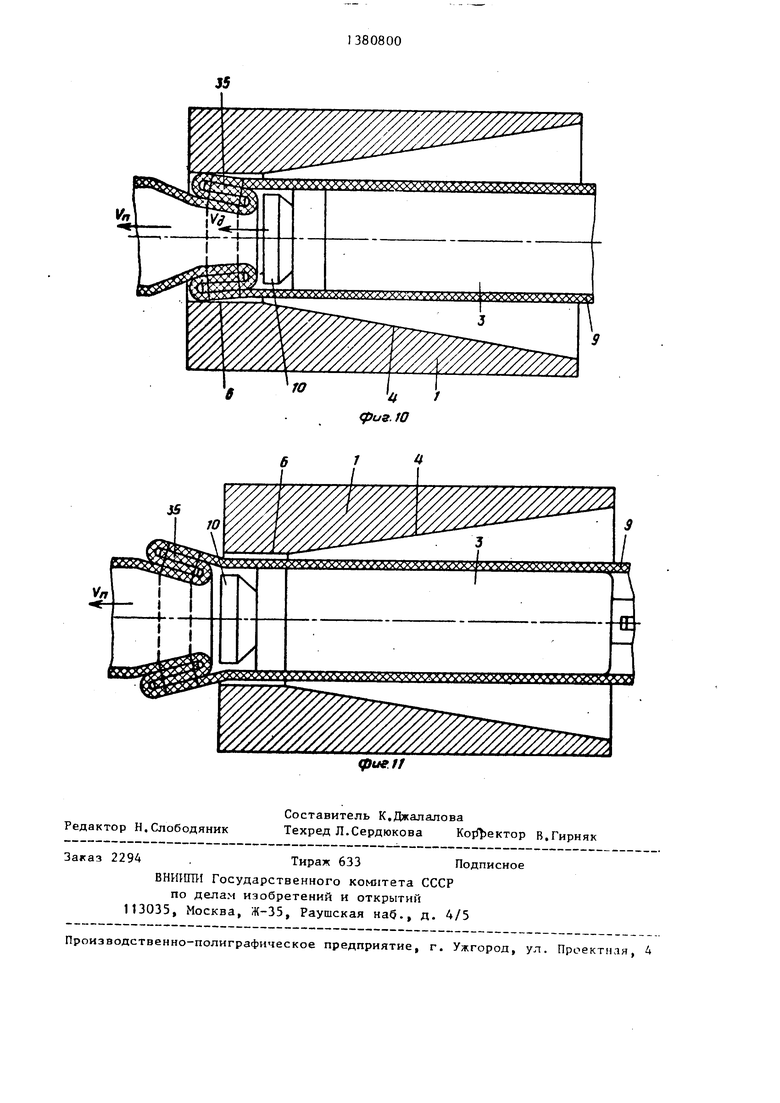
После остановки дорна в клиновой камере 4 за швом продолжают перемещать полотно 9 в головке 1 и вслед за перемещающимся совместно с полотном швом начинают перемещать дорн 3 в направлении движения полотна со скоростью .V а. , непревышающей ско - рость V перемещения полотна 9, При перемещении шва в клиновой камере 4 натяжением полотна прижимают его к образующей поверхности клиновой камеры. Поверхность клиновой камеры воздействует на шов 35, а так как внутри полотна 9 под швом отсутствует дорн 3, то из-за гибкости трубчатого текстильного полотна шов смещают к оси дорна (фиг,9), Этим препятствуют истечению материала покрытия по наружной стороне полотна из головки 1, т,е, перемещающийся шов 35 выполняет функцию заслонки. Таким же образом шов 35 проводят, через цилиндрическую камеру 6, а вслед за , щвом перемещают обратно в цилиндрическую камеру дорн 3 (фиг,10),
В зависимости от характеристик привода дорна, свойств полотна и материала покрытия операция перемещения дорна 3 внутри полотна может осуществляться по-разному. Если привод дорна и тянущее устройство позволяют точно выбрать момент встречи поперечного шва в головке 1 с торцом перемещающегося дорна и обеспечивают своевременный заход за щов 35 дорна в клиновой камере 4, то перемещение дорна против направления движения полотна можно осуществить без прекращения перемещения полотна, т,е, пропуск шва через головку происходит автоматически с минимальными затратами времени. Если привод дорна и тянущее устройство не обладают такими характеристиками, то при расположении шва в клиновой камере 4 в требуемой точке прекращают перемещение полотна 9, а затем при неподвижном полотне перемещают дорн из цилиндрической камеры в клиновую. При наличии значительного трения между полотном и дорном, что зависит от свойств полотна и материала покрытия, соотношения между дорном и вну7
треиним периметром полотна перемещение дорна 3 вслед за швом 35 в головке 1 осуществляют самим движущимся полотном. Если величина трения не- достаточна, то дорн вслед за швом перемещают приводом двухстороннего действия.
После того, как шов 35 выйдет из головки 1, а дорн 3 возвратится в ци линдрическую камеру 6 (фиг.11), процесс нанесения покрытия осуществляют обычным путем. После отверждения покрытия в зависимости от назначения плоскоскатываемой гибкой трубы места с поперечными швами или оставляют, или вырезают, комплектуя отрезки труб требуемых длин.
При отсутствии датчика положения шва перед нанесением покрытия можно сделать предварительную разметку полотна, по которой осуществляют пропуск шва 35 через головку 1. Для этого на определенном расстоянии от шва 35 против направления перемещения полотна наносят на его поверхность метку. Расстояние выбирается таким, чтобы тогда, когда метка на полотне находится на опорном ролике 15, щов 35 в клиновой камере 4 находится на расстоянии от плоскости примыкания камер головки 1. В этом случае следует прервать движение полотна, произвести перемещение
-.lit.
,
10 15
08008
дорна и осуществить пропуск швя 35 через головку.
Установка позволяет наносить покрытия на трубчатые текстильные полотна с поперечными швами при значительном повьппении производительности процесса, так как не требует разборки головки.
Формула изобретени
Установка для нанесения покрытия на длинномерное трубчатое полотно содержащая головку и расположенный в ней дорн, образующие последователно расположенные клиновую камеру нанесения покрытия, соединенную со средством подачи материала покрытия и цилиндрическую калибрующую камеру для формирования покрытия, дорнодер- жатель, устройство для отверждения покрытия и тянущее устройство, о т- личающаяся тем, что, с целью расширения технологических возможностей путем обеспечения возможности нанесения покрытия на трубчатые полотна с поперечными швами, она снабжена кареткой,установленной с возможностью периодического продольного перемещения, на которой размещен дорнодержатель, средством перемещения каретки и датчиком положения шва для подачи сигнала на перемещение ка)етки, 9 в
Ifufi -
/ h
-yi u :
n
a
:
17
pu9.l
fS
n
ФилЗ
15
25
фие.5
J2 /J
( /
tfti/г. 7
55 /
фиг,3
JS
--E
| Авторское свидетельство СССР № 292814, кл.В 29 О 23/00, 1969 | |||
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1984 |
|
SU1287953A1 |
