Изобретение относится к обработке металлов давлением, а именно к конструкции устройства для соединения кромок листовых заготовок, фальцевым швом при изготовлении воздуховодов прямоугольного сечения.
Целью изобретения является повышение производительности путем сокращения межоперационного времени.
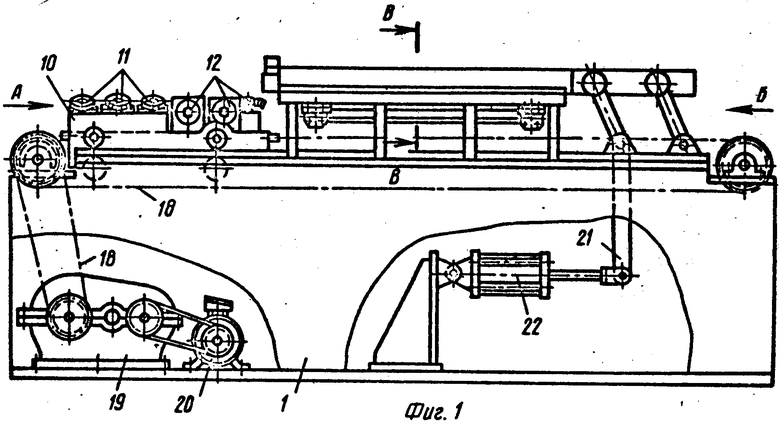
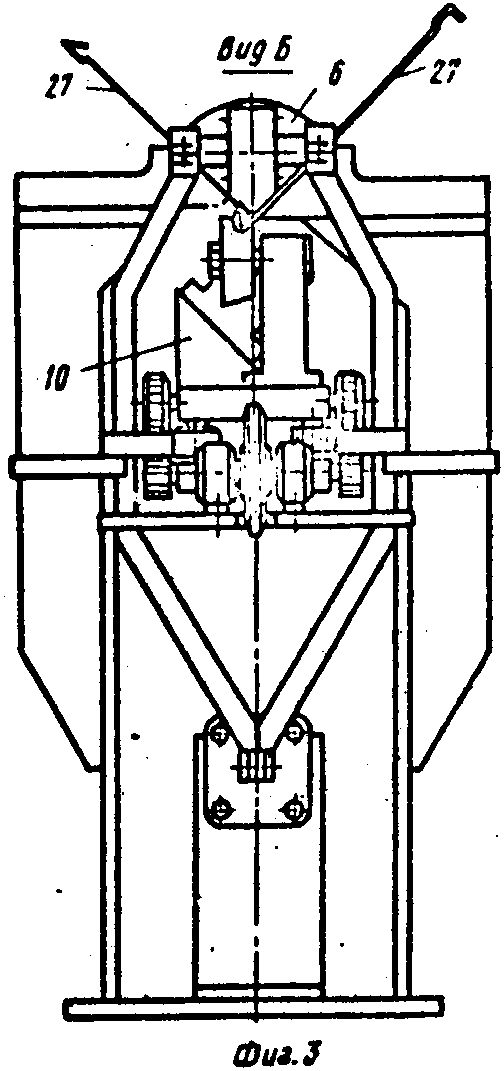
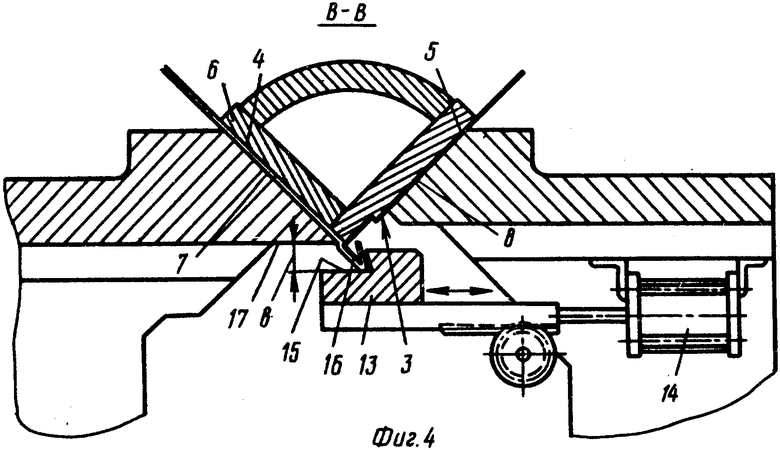
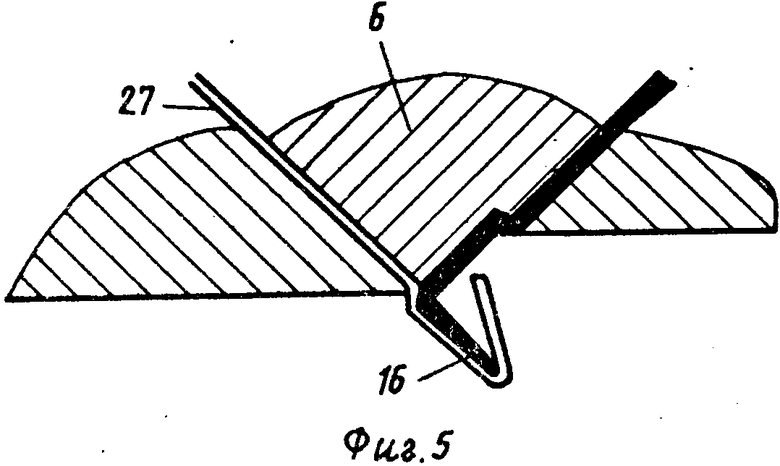
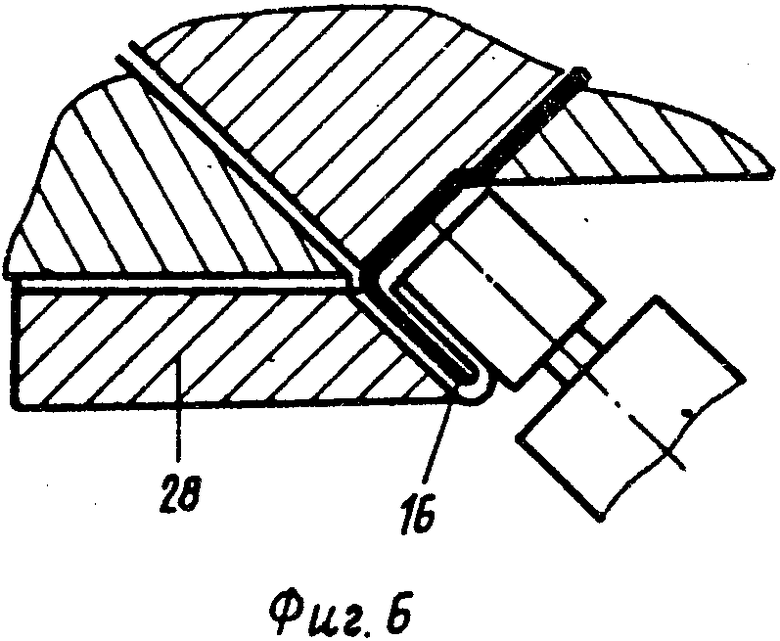
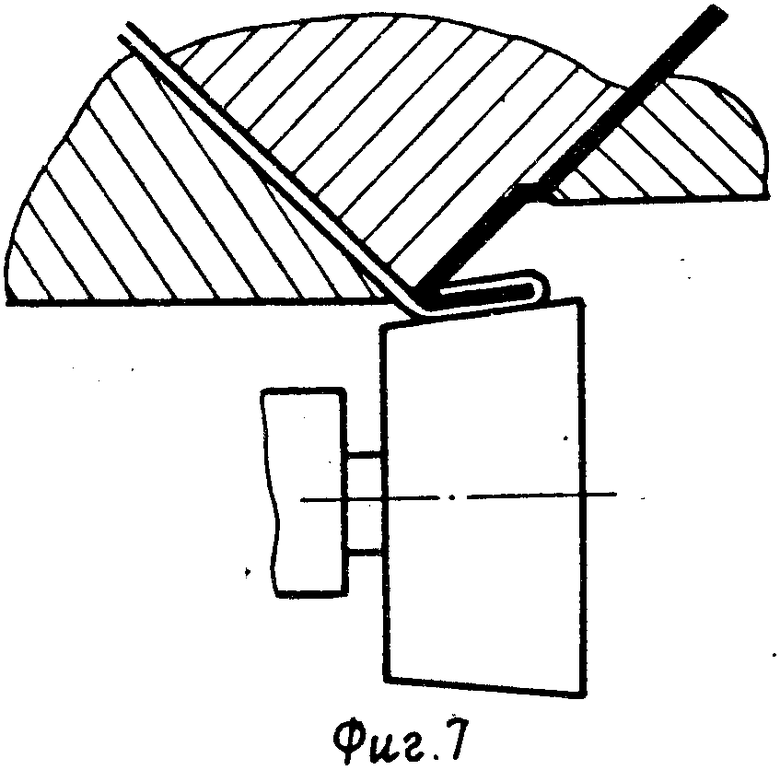
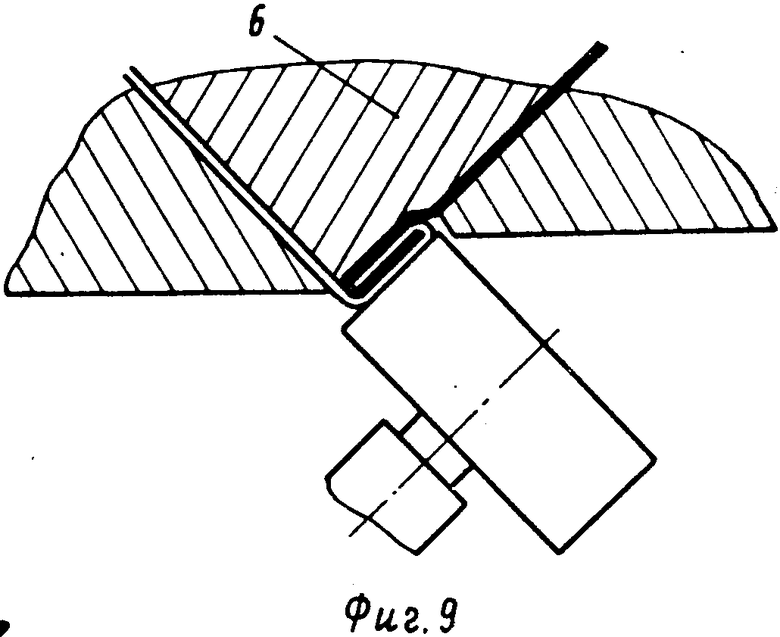
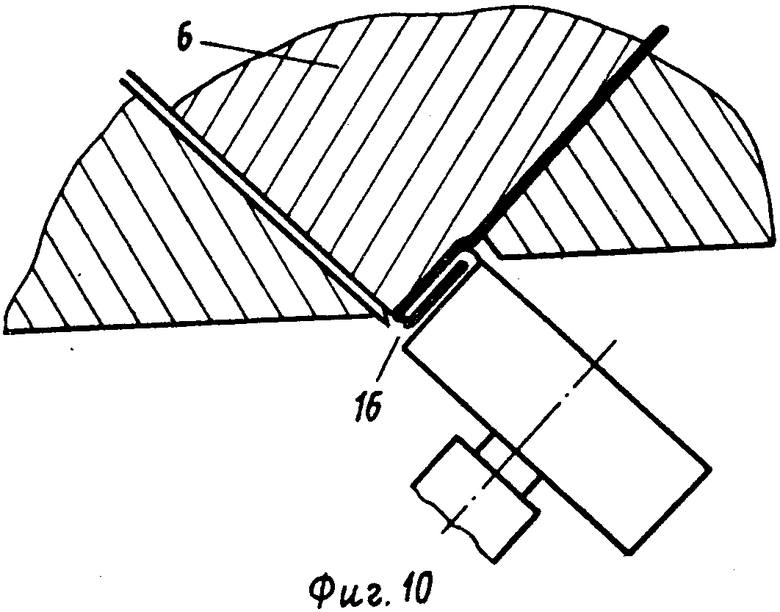
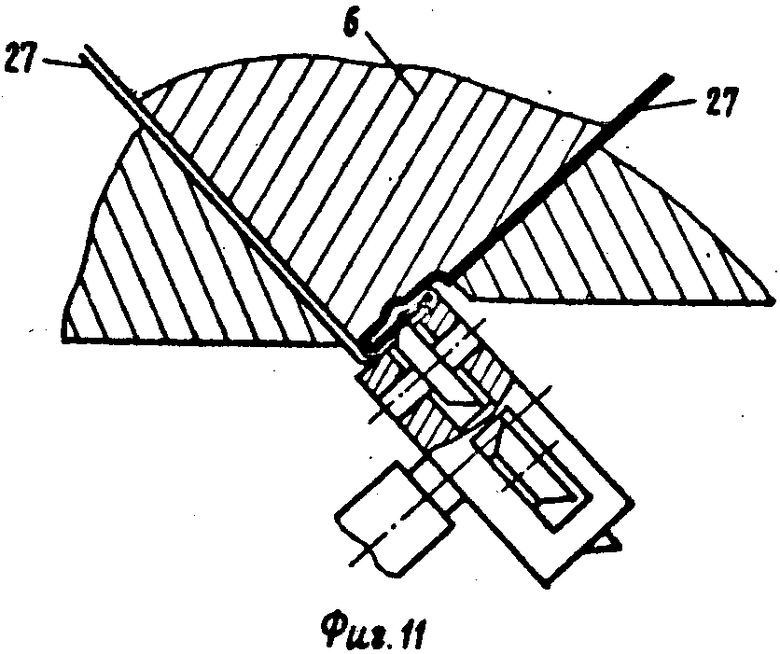
На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5-11 - переходы образования фальцевого шва формирующими роликами.
Устройство для соединения кромок листовых заготовок фальцевым швом при изготовлении воздуховодов прямоугольного сечения содержит станину 1, на которой смонтирован ложемент 2 с продольным пазом 3 для отбортовки фальцевого соединения при сборке заготовок и для прохода формирующих роликов при изготовлении фальцевого шва. Опорные поверхности 4, 5 балки 6 для прижима параллельны опорным поверхностям 7, 8 ложемента 2.
На станине 1 под ложементом 2 расположены направляющие 9, по которым перемещается каретка 10, несущая расположенные в один ряд приводные 11 и неприводные 12 формирующие ролики, оси которых расположены под различными углами к продольной оси балки 6. На ложементе 2 закреплен фиксатор 13 кромок перед их фальцовкой с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной продольной оси ложемента 2, при помощи привода в виде пневмоцилиндра 14. Рабочая часть 15 фиксатора 13 расположена на расстоянии b= 0,7-0,8 величины фальцевого шва 16 от плоскости 17 ложемента 2, так как угол наклона фальца к рабочей части 15 фиксатора 13 равен 45о.
Перемещение каретки 10 осуществляется при помощи цепной передачи 18, редуктора 19 и электродвигателя 20. Прижимная балка 6 через рычаги 21 связана с пневмоцилиндром 22 и запирается с помощью клинового зажима 23, связанного с пневмоцилиндром 24. Вращение роликов 11 осуществляется с помощью рейки 25 и колеса 26.
Устройство для соединения кромок листовых заготовок фальцевым швом работает в двух режимах: наладочном и автоматическом. В наладочном режиме производят настройку и проверяют работоспособность исполнительных органов устройства.
В автоматическом режиме устройство работает следующим образом.
Закрепленная шарнирно на станине 1 при помощи рычагов 21 балка находится в крайнем верхнем положении, клиновой зажим 23 разжат, фиксатор 13 заготовок 27 находится под ложементом 2. Каретка 10 формирующими роликами (приводными 11 и неприводными 12) находится в крайнем положении. Заранее подготовленные заготовки 27 устанавливаются на ложемент 2 и рабочую часть 15 фиксатора 13, включается кнопка ПУСК (не показана) и балка 6 при помощи пневмоцилиндра 22 и рычагов 21 опускается вниз и прижимает опорными поверхностями 4, 5 заготовки 27 к опорным поверхностям 7, 8 ложемента 2. Затем балка 6 запирается клиновым зажимом 23, связанным с пневмоцилиндром 24.
Как только заготовки 27 будут закреплены в ложементе 2 балкой 6, фиксатор 13 при помощи пневмоцилиндра 14 займет исходное положение и автоматически включится привод перемещения каретки 10, которая перемещается по направляющим 9 вдоль оси балки 6. Благодаря наличию паза 3 в ложементе, фальцевый шов 16 получается открытым и происходит формирование его между роликами 11 и 12 и балкой 6. Формирующие ролики 11 и 12 расположены на каретке 10 в один ряд в последовательности формирования фальцевого шва 16. Первоначальное положение фальцевого шва 16 не имеет опоры, поэтому первый ролик 12 ряда имеет подкладку 28. Пройдя вдоль оси балки 6, каретка 10 возвращается в исходное положение, при этом происходит дополнительное уплотнение фальцевого шва 16. После этого все исполнительные органы устройства возвращаются и занимают исходное положение. Затем устанавливается следующая пара заготовок 27 и цикл работы устройства повторяется.
Устройство позволяет автоматически формировать фальцевый шов и обеспечивает повышение производительности, благодаря сокращению межоперационного времени на ориентацию формирующих роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения кромок листовых заготовок фальцевым швом | 1974 |
|
SU560670A1 |
| СТАНОК ДЛЯ СОЕДИНЕНИЯ ФАЛЬЦЕВЫМ ШВОМ КРОМОК ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 1968 |
|
SU206514A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КРОМОК ИЗДЕЛИЯ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2086335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С ВНУТРЕННИМ ФАЛЬЦЕВЫМ ШВОМ | 2004 |
|
RU2271892C1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Способ изготовления полых изделий | 1981 |
|
SU1007794A1 |
| Устройство для соединения фальцевым швом боковин с корпусом корытообразной формы | 1977 |
|
SU742001A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| Способ изготовления замкнутых профилей | 1991 |
|
SU1775202A1 |

Изобретение относится к обработке металлов давлением, а именно к конструкции устройства для соединения кромок листовых заготовок фальцевым швом при изготовлении воздуховодов прямоугольного сечения. Цель - повышение производительности. Устройство содержит смонтированные на станине 1 ложемент 2, балку 6 для прижима заготовок 27 к ложементу 2, подвижную каретку 10 с приводными формирующими роликами для фальцовки кромок листовых заготовок 27 и фиксатор кромок перед их фальцовкой. Ложемент 2 выполнен с продольным пазом 3 для отбортовки фальцевого соединения при сборке заготовок 27 и для прохода формирующих роликов при изготовлении фальцевого шва. Опорные поверхности 4,5 прижимной балки 6 параллельны опорным поверхностям 7, 8 ложемента 2. Фиксатор кромок перед их фальцовкой выполнен в виде подвижной в плоскости, параллельной станине 1, в направлении, перпендикулярном продольной оси ложемента 2, планки с приводом, закрепленным на станине 1. При перемещении каретки 10 формирующие ролики, оси которых расположены под различными углами к продольной оси балки 6 обеспечивают завальцовку фальцевого шва на заготовках 27, что сокращает межоперационное время на ориентацию формирующих роликов. 11 ил.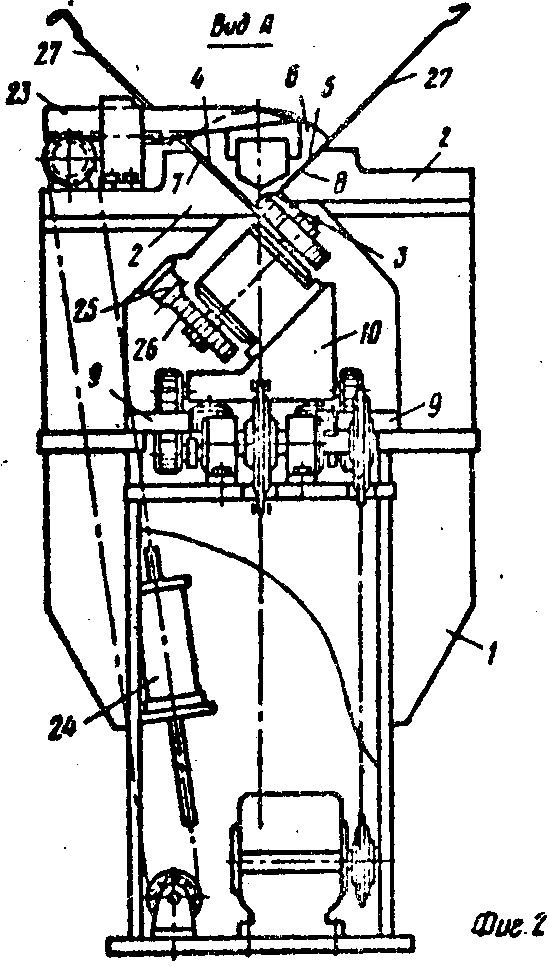
УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КРОМОК ЛИСТОВЫХ ЗАГОТОВОК ФАЛЬЦЕВЫМ ШВОМ ПРИ ИЗГОТОВЛЕНИИ ВОЗДУХОВОДОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ, содержащее смонтированные на станине ложемент, балку для прижима заготовок к ложементу, подвижную каретку с приводными формирующими роликами для фальцовки кромок листовых заготовок и фиксатор кромок перед их фальцовкой, отличающееся тем, что, с целью повышения производительности путем сокращения межоперационного времени, ложемент выполнен с продольным пазом для отбортовки фальцевого соединения при сборке заготовок и для прохода формирующих роликов при изготовлении фальцевого шва, опорные поверхности прижимной балки параллельны опорным поверхностям ложемента, фиксатор кромок перед их фальцовкой выполнен в виде подвижной в плоскости, параллельной станине, в направлении, перпендикулярном продольной оси ложемента, планки с приводом, закрепленным на станине.
| Устройство для соединения кромок листовых заготовок фальцевым швом | 1974 |
|
SU560670A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
