со
00
о
00
со со
Изобретение относится к обработке мета/ - лов давлением и предназначено для волочения труб, прутков и фасонных профилей.
Цель изобретения - повышение качества изделий и снижение усилий волочения на начальной стадии путем достижения режима гидродинамического трения по всей длине обрабатываемого изделия.
На чертеже изображено устройство, разрез.
Устройство состоит из рабочей I и напорной 2 волок, установленных на расстоянии одна от другой в корпусе 3. Между волоками установлена кольцевая эластичная уплотннтельная втулка 4 с радиальными пазами 5. Уплотнительная втулка 4 прижимается в рабочей волоке 1 напорной волокой с помощью зажимной крышки 6. Заготовка 7 протягивается через рабочую волоку 1.
Устройство работает следуюш.им образом.
Перед волочением зажимная крышка б ослабляется и радиальные пазы 5 заполняются технологической смазкой. После задачи переднего конца заготовки 7 в рабочую волоку 1 образуется замкнутая смазочная полость. Поворотом зажимной крышки 6 производится упругая деформация уплотните ль но и втулки 4, при этом смазка выдавливается из радиальных пазов 5 в смазочную полость, полностью заполняя ее и зазор между калибрующим пояском напорной волоки 2 и заготовкой. Излишки смазки выдавливаются через образованный кольцевой зазор. Передний конец заготовки захватывается клещевым устройство.м волочиль ного стана, начинается процесс волочения. Смазочная полость полностью заполнена смазкой, поэтому режим гидродинамического трения устанавливается непосредственно в начальный момент волочения и реализуется на протяжении всего цикла волочения. После выхода заг отовки из рабочей волоки 1 зажимная крышка 6 ослабляется, уплотни
тельная втулка и радиальные пазы 5 восстанавливают первоначальную форму, устройство готово к следующему циклу волочения. Объем радиальных пазов выбирается из
условия Vn Vo, где У„ - объем пазов; Vn - объем смазочной полости к моменту начала волочения, что гарантирует гидродинамический режим трения на протяжении всего цикла.
Пример. Волочению подвергали прутки из алюминия длиной 8 м с диаметром 35 мм на диаметр 28 мм. При волочении использовали устройство, включающее рабочую и напорную волоки, установленные на расстоянии одна от другой в корпусе, зажимную кольцевую эластичную втулку с радиальными пазами, установленную между рабочей и напорной волоками. Диаметр калибрующей части напорной волоки 35,2 мм. В качестве смазки использовали вискозин, запушенный порошком натриевого мыла. При использовании устройства пруток имел характерную для гидродинамического трения матовую поверхность по всей длине. Сила волочения по всей длине прутка была равна 27 кН (2,75), что на 23% ниже силы на начальной стадии волочения с помощью известного инструмента.
Формула изобретения
Устройство для волочения изделий в ре- жиме гидродинамического трения, включающее рабочую и напорную волоки, установленные на расстоянии одна от другой в корпусе, и зажимную крышку, отличающееся тем, что, с целью повышения качества изделий и снижения усилий волоче- ния на начальной стадии путем достижения режима гидродинамического трения по всей длине обрабатываемого изделия, оно снабжено кольцевой эластичной уп- лотнительной втулкой с радиальными паза- ми, установленной между рабочей и напорной волоками.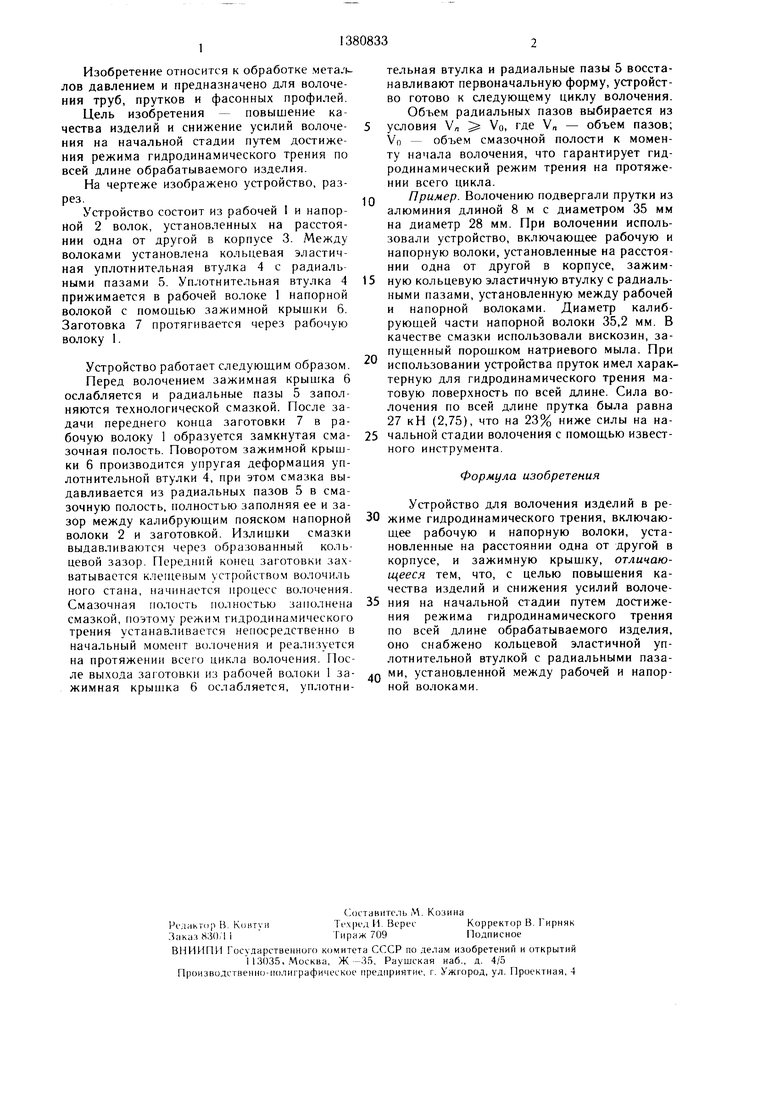
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ волочения изделий, преимущественно коротких, в режиме гидродинамического трения и устройство для его осуществления | 1989 |
|
SU1747224A1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ И СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2000 |
|
RU2206420C2 |
| Устройство для волочения изделий в режиме гидродинамического трения | 1991 |
|
SU1804354A3 |
| ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ | 1991 |
|
RU2011449C1 |
| Устройство для волочения с гидро-диНАМичЕСКОй пОдАчЕй СМАзКи | 1978 |
|
SU845927A1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| Способ волочения металла в режиме гидродинамического трения | 1984 |
|
SU1201013A1 |
| Устройство для волочения проволоки преимущественно плакированной | 1989 |
|
SU1736655A1 |
| СБОРНАЯ ВОЛОКА С ГИДРОДИНАМИЧЕСКОЙ ПОДАЧЕЙ СМАЗКИ | 1991 |
|
RU2038882C1 |
Изобретение относится к области обработки металлов давлением и предназначено для волочения прутков, труб и фасонных профилей. Цель - повышение качества изделий и снижение усилий волочения на начальной стадии путем достижения режима гидродинамического трения на всей длине протягиваемого изделия. Устройство имеет рабочую и напорную 2 твердосплавные волоки, устанавливаемые в корпусе 3. Между твердосплавными волоками установлена эластичная уплотнительная втулка 4, спрофилированная по форме смазочной полости. Уплотнительная втулка имеет радиальные кольцевые вытачки 5 для смазки. Уплотнительная втулка прижимается к рабочей волоке напорной волокой с помощью зажимной крышки 6. Заготовка 7 протягивается через рабочую волоку. Производя упругую деформацию втулки 4, смазочную полость полностью заполняют смазкой. Устройство позволяет снизить усилие волочения на 25-30%, обеспечить стабильное значение усилия волочения на всей длине протягиваемой заготовки. 1 ил. с S л
| Колмогоров В | |||
| Л | |||
| и др | |||
| Гидродинамическая подача смазки | |||
| М.: Металлургия, 1975, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
