Изобретение относится к волочильному производству, а именно использованию сборных волок для волочения проволоки с плакирующим покрытием
Известен инструмент для волочения проволоки, состоящий из твердосплавных вставки и вкладыша, размещенных в насадке и обойме. Вставки разделены уп- лотнительной шайбой, служащей для предотвращения утечки смазки при давлении гидродинамического волочения.
Это устройство не позволяет повысить качество и увеличить выход годного при волочении плакированной проволоки поскольку при эксплуатации устройства в обжимающий проволоку твердосплавный вкладыш затягиваются включения, твердость которых соизмерима с твердостью плакирующего покрытия проволоки. Главным образом, это частицы этого же плакирующего слоя, сдвигаемые и срезаемые элементами поверхности входного канала
твердосплавного вкладыша при затягивании проволоки во вкладыш. Более того, будучи в результате сдвига пластически продеформированными с большой скоростью деформации эти частицы наклепываются и приобретают твердость, превышающую твердость плакирующего слоя. В результате в очаге деформации они царапают плакирующий слой, что приводит к отбраковке продукции. Качество проволоки снижается за счет преимущественного накапливания включений с одной стороны волоки, что снижает равномерность толщины плакирующего покрытия по контуру проволоки и повышает возможность выхода плакированной проволоки из строя при эксплуатации (например, при трении проволок друг о друга в прядях каната).
Наиболее близкой к изобретению является сборная волока для волочения проволоки в режиме гидродинамического трения, содержащая корпус установленную в кор(/
С
VJ со
ON О СЛ СЛ
пусе зажимную втулку и размещенные во втулке последовательно напорную и рабочую волоки с уплотнительным элементом между ними.
Данное устройство не позволяет повысить качество и увеличить выход годного при волочении плакированной проволоки, поскольку не исключает затягивания со смазкой в рабочую волоку различного рода твердых включений, накапливающихся в зоне уплотнения между рабочей и напорной волоками. По мере заполнения зоны уплотнения сдвигаемыми и срезаемыми частицами плакирующего слоя ухудшается качество поверхности плакирующего слоя: появляются риски и задиры, увеличивается неравномерность толщины плакирующего слоя по контуру. Затем появляется брак.
Цель изобретения - повышение качества поверхности.
Поставленная цель достигается тем, что устройство, содержащее корпус, установленную в корпусе зажимную втулку и разме- щенные во втулке последовательно напорную и рабочую волоки с уплотнительным элементом между ними, снабжено установленным в уплотнительном элементе с радиальным зазором упругим кольцевым элементом с большим диаметром, равным 0,7-0,9 меньшего диаметра уплотнительно- го элемента, и меньшим диаметром, равным 1,1-1,9 меньшего диаметра рабочего канала напорной волоки.
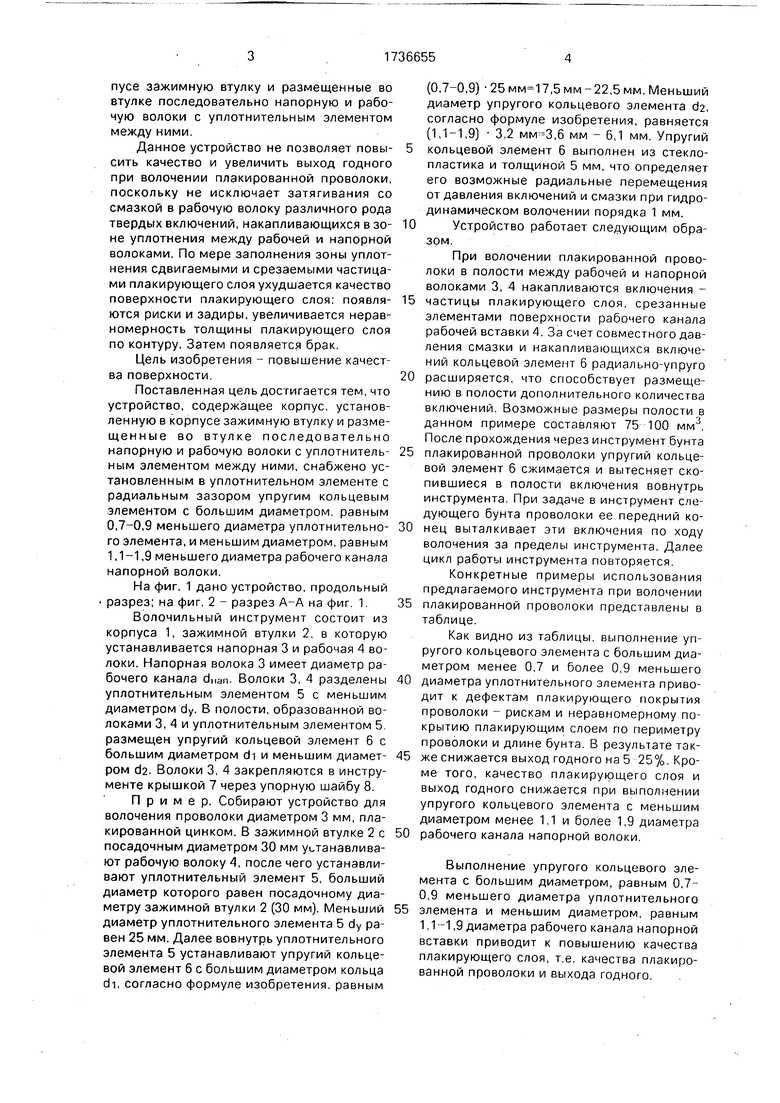
На фиг. 1 дано устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1
Волочильный инструмент состоит из корпуса 1, зажимной втулки 2, в которую устанавливается напорная 3 и рабочая 4 волоки. Напорная волока 3 имеет диаметр рабочего канала d(ian. Волоки 3, 4 разделены уплотнительным элементом 5 с меньшим диаметром dy. В полости, образованной волоками 3, 4 и уплотнительным элементом 5 размещен упругий кольцевой элемент 6 с большим диаметром ch и меньшим диаметром d2- Волоки 3, 4 закрепляются в инструменте крышкой 7 через упорную шайбу 8.
Пример. Собирают устройство для волочения проволоки диаметром 3 мм, плакированной цинком. В зажимной втулке 2 с посадочным диаметром 30 мм yi/ганавлива- ют рабочую волоку 4, после чего устанавливают уплотнительный элемент 5, больший диаметр которого равен посадочному диаметру зажимной втулки 2 (30 мм). Меньший диаметр уплотнительного элемента 5 dy равен 25 мм. Далее вовнутрь уплотнительного элемента 5 устанавливают упругий кольцевой элемент 6 с большим диаметром кольца di, согласно формуле изобретения, равным
(0,7-0,9) 25 ,5 мм -22,5 мм. Меньший диаметр упругого кольцевого элемента d2, согласно формуле изобретения, равняется (1,1-1,9) 3.2 мм-3,6 мм - 6,1 мм. Упругий
кольцевой элемент 6 выполнен из стеклопластика и толщиной 5 мм, что определяет его возможные радиальные перемещения от давления включений и смазки при гидродинамическом волочении порядка 1 мм.
Устройство работает следующим образом.
При волочении плакированной проволоки в полости между рабочей и напорной волоками 3, 4 накапливаются включения частицы плакирующего слоя, срезанные элементами поверхности рабочего канала рабочей вставки 4. За счет совместного давления смазки и накапливающихся включений кольцевой элемент 6 радиально-упруго
расширяется, что способствует размещению в полости дополнительного количества включений. Возможные размеры полости в данном примере составляют 75 100 MMJ. После прохождения через инструмент бунта
плакированной проволоки упругий кольцевой элемент б сжимается и вытесняет скопившиеся в полости включения вовнутрь инструмента. При задаче в инструмент следующего бунта проволоки ее передний конец выталкивает эти включения по ходу волочения за пределы инструмента. Далее цикл работы инструмента повторяется.
Конкретные примеры использования предлагаемого инструмента при волочении
плакированной проволоки представлены в таблице.
Как видно из таблицы, выполнение упругого кольцевого элемента с большим диаметром менее 0,7 и более 0,9 меньшего
диаметра уплотнительного элемента приводит к дефектам плакирующего покрытия проволоки - рискам и неравномерному покрытию плакирующим слоем по периметру проволоки и длине бунта. В результате токже снижается выход годного на 5 25%. Кроме того, качество плакирующего слоя и выход годного снижается при выполнении упругого кольцевого элемента с меньшим диаметром менее 1,1 и более 1,9 диаметра
рабочего канала напорной волоки.
Выполнение упругого кольцевого элемента с большим диаметром, равным 0,7- 0,9 меньшего диаметра уплотнительного элемента и меньшим диаметром, равным 1,1-1,9 диаметра рабочего канала напорной вставки приводит к повышению качества плакирующего слоя, т.е. качества плакированной проволоки и выхода годного.
Формула изобретения Устройство для волочения проволоки, преимущественно плакированной, содержащее корпус, установленную в корпусе зажимную втулку и размещенные во втулке последовательно напорную и рабочую волоки с уплотнительным элементом между ними, отличающееся тем, что, с целью
повышения качества поверхности, оно снабжено установленным в уплотнительном элементе с радиальным зазором упругим кольцевым элементом с большим диаметром, равным 0,7-0,9 меньшего диаметра уп- лотнительного элемента, и меньшим диаметром, равным 1,1-1,9 меньшего диаметра рабочего канала напорной волоки.
Фиг Л
Редактор М.Товтин
Составитель С.Конев Техред М.Моргентал
Корректор О.Кравцова

| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ВОЛОКА С ГИДРОДИНАМИЧЕСКОЙ ПОДАЧЕЙ СМАЗКИ | 1991 |
|
RU2038882C1 |
| ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ | 1991 |
|
RU2011449C1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОДИНАМИЧЕСКОГО ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 1991 |
|
RU2030234C1 |
| Способ изготовления технологического инструмента для волочения в режиме гидродинамического трения | 1988 |
|
SU1611483A1 |
| Инструмент для волочения | 1991 |
|
SU1810153A1 |
| Инструмент для волочения проволоки в режиме гидродинамического трения | 1987 |
|
SU1454534A1 |
| Инструмент для волочения проволоки в режиме гидродинамического трения | 1986 |
|
SU1435356A1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ И СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2000 |
|
RU2206420C2 |

Сущность изобретения: устройство содержит корпус с зажимной втулкой и установленные во втулке последовательно напорную и рабочую волоки с уплотнитель- ным элементом между ними. Внутри уплот- нительного элемента с радиальным зазором размещен упругий кольцевой элемент с большим диаметром, равным 0,7-0,9 меньшего диаметра уплотнительного элемента, и меньшим диаметром, равный 1,1-1,9 меньшего диаметра рабочего канала напорной волоки 2 ил., 1 табл.
| Колмогоров В.Л | |||
| и др | |||
| Гидродинамическая подача смазки | |||
| М.: Металлургия, 1975, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
