t/
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ | 1991 |
|
RU2011449C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2404873C1 |
| Устройство для волочения в режиме гидродинамического трения | 1988 |
|
SU1675010A1 |
| Устройство для волочения изделий в режиме гидродинамического трения | 1972 |
|
SU446334A1 |
| Устройство для волочения изделий в режиме гидродинамического трения | 1984 |
|
SU1183224A1 |
| Устройство для гидродинамического волочения заготовок | 1981 |
|
SU995959A1 |
| Инструмент для волочения в режиме гидродинамического трения | 1987 |
|
SU1496858A1 |
| СПОСОБ ВОЛОЧЕНИЯ | 1991 |
|
RU2040354C1 |
Сущность изобретения: способ включает подачу смазки движущейся заготовкой в рабочую камеру, сжатие смазки ее усилием волочения с обеспечением разницы давлений на входе и выходе рабочей камеры, равной 1,1-1,3 предела текучести материала заготовкой обжатие заготовки в волоке. Устройство содержит направляющие, корпус с пазами под направляющие, установленную в корпусе волоку, прижимную гайку, жестко соединенную с корпусом, и размещенный в полости гайки в контакте с передней торцовой стенкой корпуса напорный элемент из эластичного материала. 2 с.п. ф-лы, 1 ил.
Изобретение относится к обработке металлов давлением и предназначено для волочения коротких изделий в режиме гидродинамического трения, например прутков, труб, фасонных профилей.
Существует ряд способов и устройств для волочения изделий в режиме гидродинамического трения, заключающихся в экранировании трущихся поверхностей изделия и волоки пленкой смазки.
Известно устройство для волочения металла со смазкой под давлением, в котором раскрыт способ волочения металла в режиме гидродинамического трения, включающий подачу смазки под действием усилия волочения в рабочую камеру и очаг деформации и последующее обжатие заготовки в уплотняющей и рабочей волоках. Устройство для реализации этого способа включает
мыльницу с технологической смазкой, воло- кодержатель с двумя рабочими волоками, установленный с возможностью перемещения в направлении оси волочения, между рабочими волоками размещена камера, давление в которой создается при помощи одного или нескольких гидроцилиндров, соединенных с емкостью смазки через управляемый клапан, вход которого соединен -с выходом датчика давления.
Недостатками данных способа и устройства является то, что режим гидродинамического трения создается только после того, как будет протянуто некоторое количество металла и только перед рабочей волокой, уплотняющая же волока работает в граничных условиях и быстро изнашивается. В результате при волочении коротких изделий не будет обеспечено качество поверхности
VI
N VI
кэ кэ
4
и заданные размеры по его длине, а также для осуществления данного способа требуется повышенный расход энергии.
Наиболее близким по технической сущности и достигаемому результату к предла- гаемым способу и устройству является устройство для волочения изделий в режиме гидродинамического трения, в котором раскрыт также способ волочения, з/.лючаю- щий c«i т ;атание смазки движущейся заготовкой в рабочую камеру, очаг деформации и последующее обжатие заготовки в волоке. Давление смазки в рабочей камере перед волочением создают путем поворота защитной крышки, т.е. вручную. Устройство включает рабочую и напорную волоки, установленные на расстоянии одна от другой в корпусе, между которыми установлена кольцевая эластичная уплотнительная втулка с радиальными пазами.
Уплотнительная втулка прижата к рабочей волоке напорной волокой с помощью зажимной крышки . Перед волочением зажимная крышка ослабляется и радиальные пазы заполняются технологической смаз- кой. После задачи переднего конца заготовки в рабочую волоку образуется замкнутая смазочная полость. Поворотом зажимной крышки производится упругая деформация уплотнительной втулки, при этом смазка вы- давливается из радиальных пазов в смазочную полость. Передний конец заготовки захватывается клещевым устройством волочильного стана. Начинается процесс волочения.
Недостатками данного способа и устройства является то. что для достижения режима гидродинамического трения требуется протянуть часть переднего конца заготовки , i за тем остановить стан , повернуть зажимную крышку для заполнения смазочной полости, снова включить стан и, протянув некоторое количество заготовки, только тогда создать режим гидродинамического трения. В результате этого не обеспечиваются заданные размеры изделия по всей длине, требуется повышенный расход электроэнергии, а также снижается стойкость инструмента.
Цель изобретения - повышение надеж- ности работы, качества поверхности изделия и стойкости волоки.
Поставленная цель достигается тем, что в способе, включающем подачу смазки движущейся заготовкой в рабочую камеру и да- лее в очаг деформации, и последующее обжатие заготовки в волоке, перед обжзти- ем заготовки смазку в рабочей камере сжимают усилием волочения с обеспечением разницы давлений на входе и выходе рабочей камеры, равной 1,1-1,3 предела текучести материала заготовки.
Устройство для волочения изделий в режиме гидродинамического трения, содержащее корпус, установленную в нем волоку и размещенный перед волокой напорный элемент, дополнительно снабжено по меньшей мере тремя направляющими, под которые в корпусе , несущем волоку, выполнены пазы, и прижимной гайкой, жестко соединенной с корпусом, при этом напорный элемент выполнен из эластичного материала и установлен в полости прижимной гайки в контакте с передней торцовой стенкой коп- руса.
Изделие при волочении помимо деформации в волоке подвергается деформации от растягивающего усилия волочения, что приводит к получению уменьшенных размеров поперечного сечения изделия по сравнению с размерами окна рабочей волоки. Причем, чем больше усилие волочения, тем больше уменьшаются размеры. В свою очередь, усилие волочения находится в прямой зависимости от коэффициента трения трущихся поверхностей материала изделия и материала рабочей волоки, величина которого, в свою очередь, зависит от качества экранирования трущихся поверхностей пленкой смазки. Постоянная пленка смазки возникает при создании в очаге деформации волоки давления смазки, равного 1,1 предела текучести волочильного материала. При достижении давления больше 1,3 предела текучести смазка начинает проходить через волоку порциями разной толщины , что приводит к колебанию усилия волочения и в результате к образованию бамбуковой поверхности на изделии (неравномерность размеров изделия по длине).
В предложенном способе с самого момента начала волочения достигается постоянное давление СМЕЗКИ в очаге деформации за счет усилия волочения, находящееся в пределах 1,1-1,3 текучести волочильного материала, в результате чего достигается получение заданных размеров изделия по всей длине с повышенным качеством поверхности, снижается расход энергии за счет исключения волочения изделия без смазки в начальный момент и повышается стойкость инструмента.
Для обеспечения режима гидродинамического трения в начальный момент волочения известное устройство снабжено по крайней мере тремя направляющими и прижимной гайкой, посредством которых в рабочей камере создается необходимое давление смазки. С целью предотвращения опрокидывания устройства при работе оно
выполнено не менее чем с 3 направляющими, которые упираются через упорную шайбу в напорный элемент.
Пример. Волочению на стане 2/560 типа Трюна подверглись прутки длиной 8 м, диаметром 6 мм из стали марки от 4 по маршруту: 6-4,8 мм с единиччым обжатием 36%. Скорость волочения была 120 т/мин. Смазкой при волочении служил сухой поро- мок птрмевого мыла.
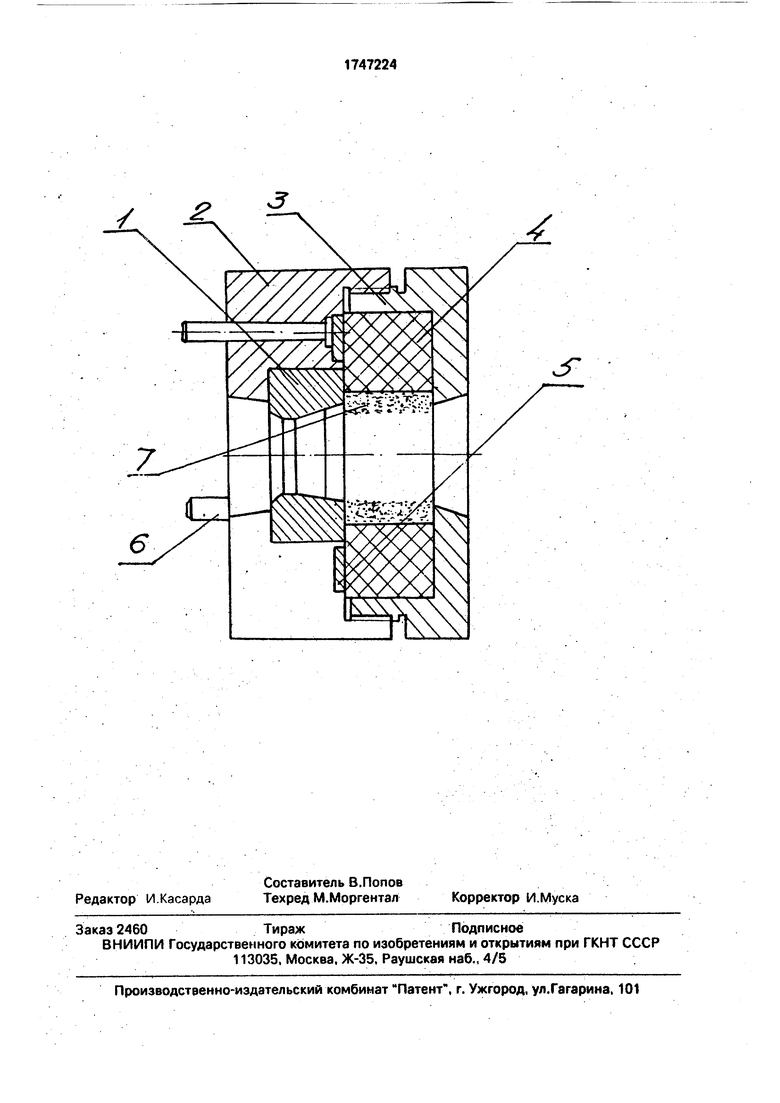
На чертеже представлено устройство для волочения коротких изделий в режиме гидродинамического трения, разрез.
Устройство содержит рабочую волоку 1, объемно-сжатую в корпусе 2, прижимную гайку 3, между которыми установлен упругий элемент 4, упорную шайбу 5, расположенную между упругим элементом 4 и корпусом 2. Направляющие 6 расположены в корпусе 2, где под них выполнены пазы, и опираются на упорную шайбу 5. Технологическая смазка подается в рабочую камеру 7.
Устройство работает следующим образом.
В начальный момент до начала обжатия изделия волочильное устройство под действием усилия волочения перемещается на направляющих 6, сжимая напорный элемент 4 через упорную шайбу 5, которая, в свою очередь, давит на технологическую смазку, находящуюся в рабочей камере 7. Напорный элемент 4 выполнен из материала, который может менять только форму, но не меняет объем (например, резина вакуумная, полиуретан и др ). Под воздействием напорного элемента происходит также частичное перекрытие входного отверстия камеры, что уменьшает обратный поток технологической смазки и способствует достижению давления смазки волочильного материала. При этом на выходе заготовки изделия в камеру давление технологической смазки отсутствует. Таким образом создается режим гидродинамического трения по всей длине протягиваемого изделия.
По окончании процесса волочения напорный элемент перемещает волочильное устройство в исходное положение. При этом
технологическая смазка частично заполняет камеру перед рабочей волокой. Полное заполнение камеры смазкой осуществляется в процессе задачи заготовки в устройство, что обеспечивает нормальную цикличность работы устройства.
Экспериментально установлено, что новое устройство по сравнению с прототипом исключает пусковой период до создания режима гидродинамического трения при волочении изделий. При этом усилие волочения снижается в среднем на 9,4%, а в начальный период на 28-30%, что позволяет снизить расход электроэнергии, получать изделия с заданными размерами по всей длине хорошего качества поверхности и повысить стойкость инструмента.
Формула изобретения
4
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ СО СМАЗКОЙ ПОД ДАВЛЕНИЕМ | 1972 |
|
SU422489A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Устройство для волочения изделий в режиме гидродинамического трения | 1986 |
|
SU1380833A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
