Изобретение относится к машиностроению, а именно к резьбошлифовальным станкам. Известен станок, конструкция которого позволяет изменять (корректировать) в процессе шлифования шаг шлифуемого изделия, настроенный с помощью шестерен гитары шага. Однако изменение (корректировка) шага производится на известном станке в пределах 0,25%, что совершенно непригодно для обработки резьб с неравномерным шагом, где величина изменения шага может составлять 100% и более. Невозможность использования известного станка для обработки указанных резьб является его недостатком.
«
Известен станок, содержащий введенг ный в кинематическую цепь дифференциал, Наличие дифференциала позволяет поворачивать шпиндель изделия на неограниченный угол независимо от ходового винта. Однако дифференциал в известном станке не позволяет сообщать дополнительное вращение шпинделю изделия во время шлифования и таким образом делает невозможным обработку резьб с неравномерным шагом.
Целью изобретения является расширение технологических возможностей за счет возможности обработки на резьбошлифо- вальном станке резьбы с неравномерным шагом, Указанная цель достигается тем, что резьбошлифовальный станок, содержащий станину, на которой установлены с возможностью перемещения шлифовальная бабка и стол, несущий переднюю бабку со шпинделем изделия, кинематически связанным через дифференциал с ходовым винтом стола, снабжен кинематической цепью, соединяющей водило с ведущим солнечным колесом дифференциала и содержащей кулачковый механизм, причем в случае шлифования многозаходной резьбы в кинематической цепи на участке от кулачка до водила дифференциала имеется муфта сцепления.
Станок отличается от известных наличием кинематической цепи между водилом и ведущим солнечным колесом дифференциала, что обеспечивает дополнительное вра(Л
С
00
о
00
ел
-N СЛ
щение шпинделя изделия в процессе шли- Фования, и наличием в кинематической цепи, соединяющей водило с ведущим колесом дифференциала, кулака, профиль которого обеспечивает необходимый закон изменения шага шлифуемой резьбы.
На чертеже представлена кинематическая схема станка.
Резьбошлифовальный станок для обработки резьб с неравномерным шагом содержит станину 1, на которой с возможностью перемещения установлены шлифовальная бабка 2 и стол 3, несущий переднюю бабку 4 со шпинделем 5 изделия, кинематически связанным через дифференциал 6 с ходовым винтом 7 стола. Кинематическая связь ходового винта 7 и шпинделя 5 изделия осуществляется через гитару шага 8, зубчатые колеса 9 и 10, ведущее солнечное колесо 11, сателлиты 12, ведомое солнечное колесо 13 и зубчатую передачу 14. Станок содержит привод, состоящий из двигателя 15 и червячной передачи 16. Связь ведущего солнечного колеса 11 и водила 17 дифференциала 6 осуществляется кинематической цепью, состоящей из колеса 10, зубчатых передач 18 и 19, гитары 20 длины резьбы, кулачкового механизма, состоящего из кулака 21 и толкателя 22, реечной передачи, состоящей из рейки 23 и колеса 24. и гитары 25 величины изменения шага.
Колесо 24 установлено с возможностью свободного вращения на входном валу гитары 25, имеющем на своем конце хвостовик 26, и связано с первым колесом гитары 25 через муфту сцепления 27.
Резьбошлифовальный станок для обработки резьб с неравномерным шагом работает следующим образом.
От двигателя 15 через червячную передачу 16, зубчатое колесо 10, ведущее солнечное колесо 11, сателлиты 12, ведомое солнечное колесо 13 и зубчатую передачу 14 вращение передается шпинделю 5 изделия. Одновременно с этим шпиндель 5 изделия получает дополнительное вращение от вращающегося водила 17 через сателлиты 12, ведомое солнечное колесо 13 и зубчатую передачу 14. Водило 17 получает вращение от ведущего солнечного колеса 11 через кинематическую цепь, состоящую из колеса 10, зубчатых передач 18 и 19, гитары 20, кулачкового механизма 21-22, реечной передачи 23-24 и гитары 25. При этом профиль кулака 21 определяет закон поворота водила 17 или, другими словами, закон дополнительного вращения шпинделя 5 изделия.
Гитара 25 позволяет изменять угол дополнительного поворота шпинделя 5 изделия, т.е. менять величину изменения шага шлифуемой резьбы.
Гитара 20 устанавливает количество оборотов шпинделя 5 изделия относительно
кулака 21, т.е. устанавливает длину шлифуемой резьбы с неравномерным шагом, поскольку в процессе шлифования кулак 21 имеет возможность повернуться менее чем на 1 оборот
От двигателя 15 через червячную пару 16, зубчатую передачу 10-9, гитару шага 8 получает вращение также и ходовой винт 7, при вращении которого в ходовой гайке, укрепленной на станине 1, возникает пере5 мещение стола 3 вдоль оси изделия.
Вращение шпинделя 5 изделия и одновременное перемещение стола 3 создают винтовое движение изделия относительно шлифовальной бабки 2, необходимое для
0 осуществления процесса обработки резьбы.
В случае шлифования многозаходных
резьб необходимо производить деление на
заходы, при котором шпиндель 5 изделия
поворачивается на определенный угол при
5 неподвижном ходовом винте 7. Деление осуществляется поворотом входного вала гитары 25 за хвостовик 26. В целях осуществления точного деления поворот входного вала гитары 25 за хвостовик 26 должен осу0 ществляться в таком направлении, чтобы толкатель 22 упирался в кулак 21. При этом муфта сцепления 27 проскальзывает, обеспечивая тем самым возможность поворота входного вала гитары 25. Далее вращение
5 через гитару 25, водило 17, сателлиты 12, ведомое солнечное колесо 13 и зубчатую пару 14 передается на шпиндель 5 изделия. При этом ходовой винт 7 не вращается, поскольку кинематическая цепь шага затормо0 жена червячной парой 16. Происходит деление на очередной заход.
При шлифовании резьбы с равномерным шагом снимают кулак 21, ликвидируя этим кинематическую связь между ведущим
5 солнечным колесом 11 и водилом 17 дифференциала 6. Водило 17 не получает вращения и дифференциал 6 работает как простой зубчатый редуктор. Шпиндель 5 изделия не получает дополнительного вращения в про0 цессе шлифования и шаг шлифуемой резьбы определяется исключительно настройкой гитары шага 8.
Формула изобретения
1. Резьбошлифовальный станок, содер5 жащий станину, на которой установлены с возможностью перемещения шлифовальная бабка и стол, установленную на столе переднюю бабку со шпинделем, кинематически связанным посредством дифференциала с ходовым винтом стола, отличающ и и с я тем, что, с целью расширения технологических возможностей, станок снабжен дополнительной кинематической цепью, связывающей водило и ведущее солнечное колесо дифференциала и содержащей введенный в станок кулачковый механизм.
1. Станок по п. 1, отличающийся тем, что в дополнительной кинематической цепи между кулачковым механизмом и во- дилом дифференциала введена муфта сцепления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбошлифовальный станок | 1985 |
|
SU1268327A2 |
| Резьбошлифовальный станок | 1989 |
|
SU1764949A1 |
| Резьбошлифовальный станок | 1990 |
|
SU1830317A1 |
| ВНУТРИРЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2014974C1 |
| Резьбошлифовальный станок | 1989 |
|
SU1685641A1 |
| Резьбошлифовальный станок для обработки метчиков | 1978 |
|
SU732117A1 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| Резьбошлифовальный станок | 1986 |
|
SU1355451A1 |
| Резьбошлифовальный станок | 1991 |
|
SU1816578A1 |
| Шлифовально-затыловочный полуавтомат для цилиндрических фрез | 1987 |
|
SU1442375A1 |
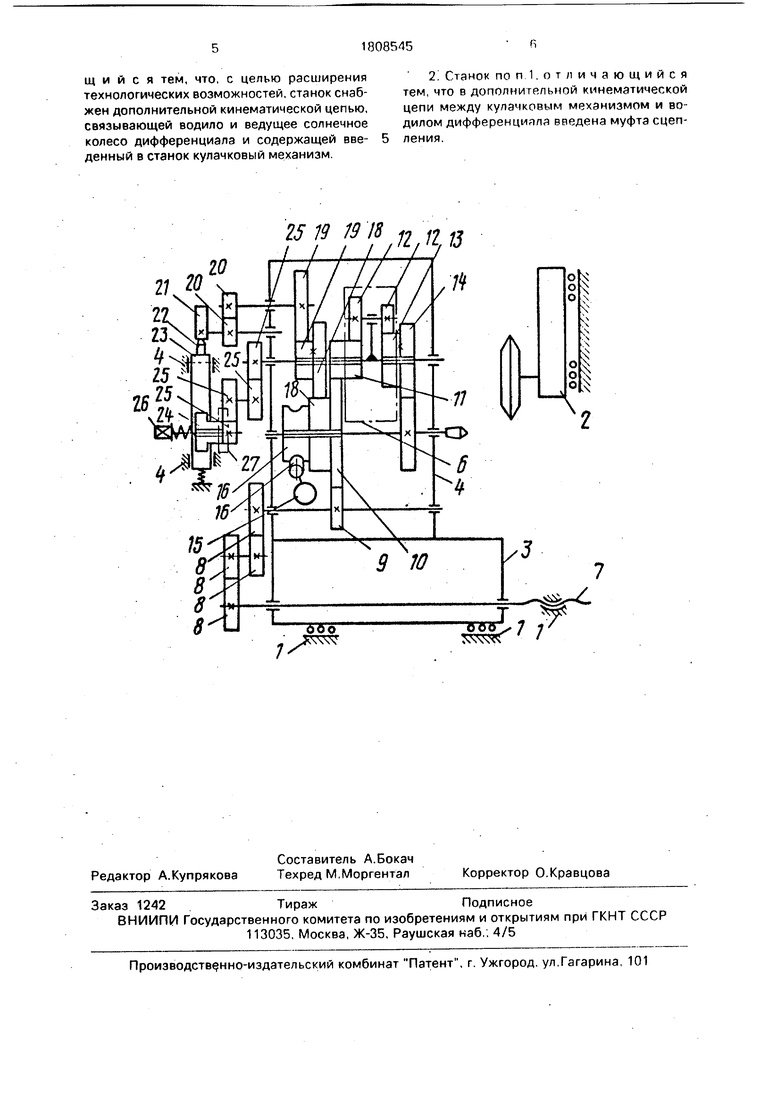
Использование: резьбошлифовальный станок предназначен для обработки резьб с неравномерным шагом и многозаходных резьб. Сущность изобретения: станок содержит станину 1,.шлифовальную бабку 2, стол 3 с передней бабкой 4. Шпиндель 5 кинематически связан через дифференциал 6 с ходовым винтом 7 стола 3. Водило 17 связано с ведущим солнечным колесом 11 дифференциала 6 при помощи дополнительной кинематической цепи. Дополнительная кинематическая цепь включает шестерни 10, 18, 19, 20, 25, кулачковый механизм и муфту сцепления 27. 1 з.п.ф-лы, 1 ил.
| Резьбошлифовальный станок | 1985 |
|
SU1268327A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
