I
ffm Hocffce
ОС ОС
;с ел
ел
ffm могосо
Изобретение относится к устройствам для изготовления древесно-стружечных плит и может быть использовано в деревообрабатывающей промышленности.
Цель изобретения - новышение производительности и снижение энергонотребле- лия нресса.
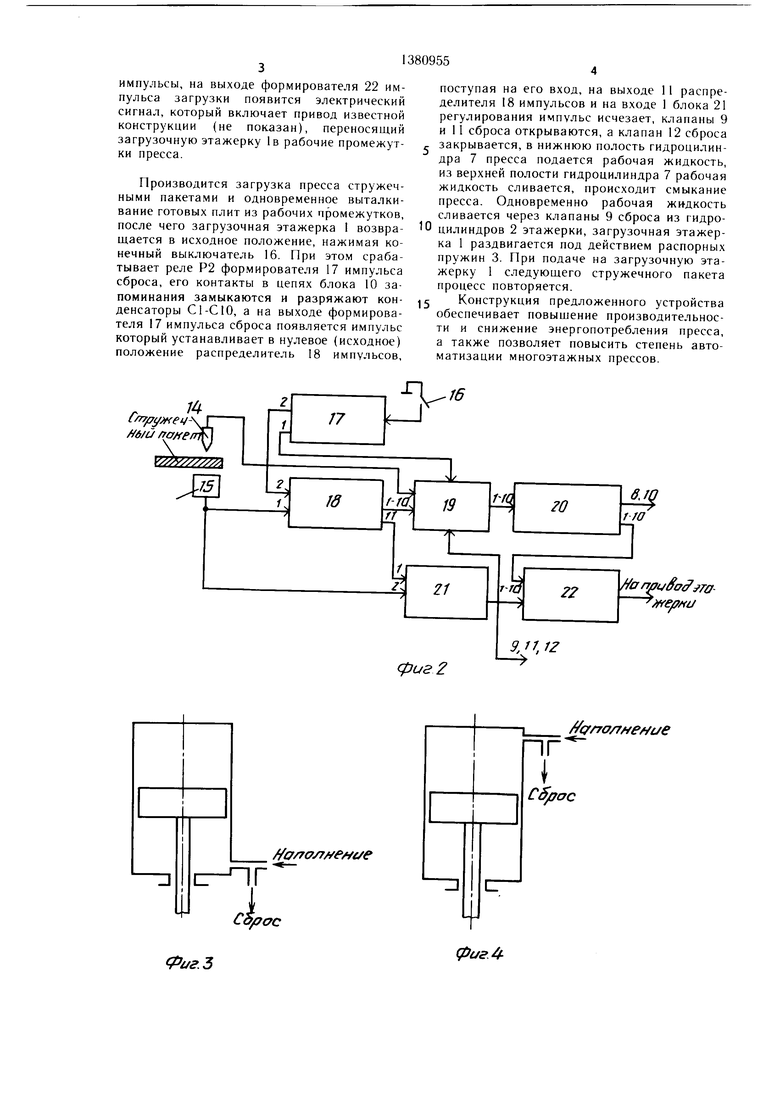
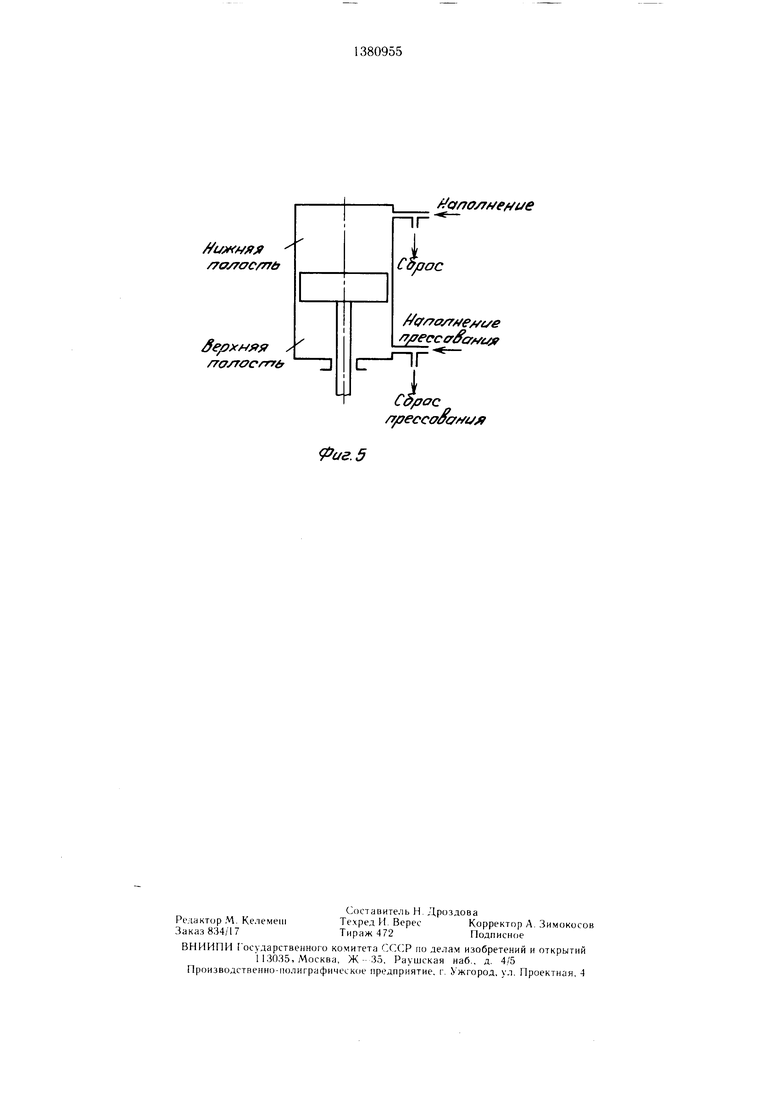
На фиг. 1 показана гидравлическая схема устройства для управления многоэтажным нрессом; на фиг. 2 - структурная схема системы управления клапанами; на фиг. 3 - схема гидроцилиндра загрузочной этажерки; на фиг. 4 - - схема гидроцилиндра механизма одновременного смыкания; на фиг. 5 - схема гидроцилиндра нрессов.
Устройство для изготовления древесностружечных нлит содержит загрузочную этажерку 1, на каждом этаже которой разметены гидроцилиндры 2 этажерки и распорные пружины 3, установленные в углах по. юк загрузочной этажерки 1, механизм 4 одновременного смыкания пресса известной конструкции, на основном рычаге 5 которого установлены гидроцилиндры 6 механизма одновременного смыкания, один или несколько гидроцилиндров пресса 7. Рабочая жидкость к I идроцилиндрам 2 этажерки подводится через клапаны 8 наполнения этажерки и отводится через клапаны 9 сброса этажерки. К гидроцилиндрам 6 и верхней полости гидроцилиндра 7 пресса рабочая жидкость подводится через клапаны 10 наполнения пресса и отводится через клапаны 1 сброса пресса, а из нижней полости гидроцилиндра 7 отводится клапаном сброса 12. Клананы 8 12 выполнены электрогидр а в л и ч е с к и м и.
Кроме того, устройство содержит систему 13 управления клапанами, включающую датчик 14 толщины пакета, выполненный в виде ютепциометрического и установленный на загрузочном транспортере (не показан), установ.ченное там же фотореле 15, конечный выключатель 16 обратного хода загрузочной этажерки 1, формирователь 17 импульса сброса, распределитель 18 импульсов, блок 19 запоминания, преобразователь 20 напряжения, выполненный в виде преобразователя напряжения в длительность импульсов на микросхемах, блок 21 регулирования и формирователь 22 импульса загрузки, причем обмотки клапанов 8 и 10 наполнения подключены к выходу преобразователя 20 напряжения, а обмотки клапанов 9 1 1 и 12 сброса -- к выходу блока 21 регулирования.
Устройство работает следующим образом. Клапаны 8, 10 наполнения и клапан 12 сброса закрыты, клапаны 9 и 11 сброса открыты, загрузочная этажерка 1 полностью разомкнута посредством распорных пружин 3, пресс сжат, производится прессование, система 13 управления клапанами находится в исходном состоянии.
Стружечные пакеты загрузочным транспортером известной конструкции (не показан) подаются в загрузочную этажерку 1. При прохождении но загрузочному транспортеру первого стружечного пакета с выхода фотореле 15 на первый вход распределителя 18 импульсов поступает первый импульс, срабатывает реле распределителя 18 импульсов и подключает сигнал с выхода датчи ка 14 толщины пакета к конденсатору блока 19 запоминания, конденсатор заряжается на величину, пропорциональную максимальной толщине первого стружечного пакета. При прохождении по загрузочному транспортеру второго стружечного пакета кон5 денсатор блока 19 запоминания заряжается па величину, пропорциональную максимальной толщине второго стружечного пакета, и т. д. При прохождении по загрузочному транспортеру 10-го стружечного пакета конденсатор блока 19 запоминания заряжается
0
на величину, пропорциональную максимальной толщине 10-го стружечного пакета, а с выхода распределителя 18 импульсов на вход блока 21 регулирования подается импульс, который задерживается в этом блоке
5 на время загрузки последнего (10-го) стружечного пакета в загрузочную этажерку 1, после чего закрываются клапаны 9, 11 и 12 сброса, обмотки которых включены в цепи блока 21 регулирования, срабатывает реле блока 21 регулирования, его контакты в цепи
0 блока 19 запоминания замыкаются, напряжения конденсаторов с выхода блока 19 запоминания подаются на входы преобразователя 20 напряжения, где преобразуются в импульсы, длительность которых пропорциональна толщинам находящихся в загру5 зочной этажерке 1 стружечных пакетов, и на данный период времени к обмоткам клапанов 8 и 9 наполнения прикладывается напряжение. Клапаны 8 и 10 наполнения, обмотки которых включены в цепи преобразователя 20 напряжения, открываются на величины, пропорциональные толщине находящихся в загрузочной этажерке 1 стружечных пакетов, и создают соответствующее давление рабочей жидкости в гидроцилиндрах 2 этажерки, гидроцилиндрах 6 механиз5 ма одновременного смыкания и верхней полости гидроцилиндра 7 нресса. Происходит размыкание пресса и одновременное сжатие посредством гидроцилиндров 2 загрузочной этажерки 1 на величину, пропорциональную давлениям рабочей жидкости в соответст0 вующих гидроцилиндрах, т. е. расстояние между плитами пресса и между полками загрузочной этажерки 1 на каждом этаже будет пропорционально толщине стружечного пакета, загружаемого на данном этаже. При раскрытии каждого этажа пресса
5 на указанную величину с выходов 1-10 преобразователя 20 напряжения на входы формирователя 22 импульса загрузки поступают
импульсы, на выходе формирователя 22 импульса загрузки появится электрический сигиал, который включает привод известной конструкции (не показан), переносящий загрузочную этажерку 1в рабочие промежутки пресса.
Производится загрузка пресса стружечными пакетами и одновременное выталкивание готовых плит из рабочих промежутков, после чего загрузочная этажерка 1 возвращается в исходное положение, нажимая конечный выключатель 16. При этом срабатывает реле Р2 формирователя 17 импульса сброса, его контакты в цепях блока 10 запоминания замыкаются и разряжают конденсаторы С1-С10, а на выходе формирователя 17 импульса сброса появляется импульс который устанавливает в нулевое (исходное) положение распределитель 18 импульсов.
5
поступая на его вход, на выходе 11 распределителя 18 импульсов и на входе 1 блока 21 регулирования импульс исчезает, клапаны 9 и 11 сброса открываются, а клапан 12 сброса закрывается, в нижнюю полость гидроцилиндра 7 пресса подается рабочая жидкость, из верхней полости гидроцилиндра 7 рабочая жидкость сливается, происходит смыкание пресса. Одновременно рабочая жидкость сливается через клапаны 9 сброса из гидроцилиндров 2 этажерки, загрузочная этажерка 1 раздвигается под действием распорных пружин 3. При подаче на загрузочную эта- же рку 1 следующего стружечного пакета процесс повторяется.
Конструкция предложенного устройства обеспечивает повышение производительности и снижение энергопотребления пресса, а также позволяет повысить степень автоматизации многоэтажных прессов.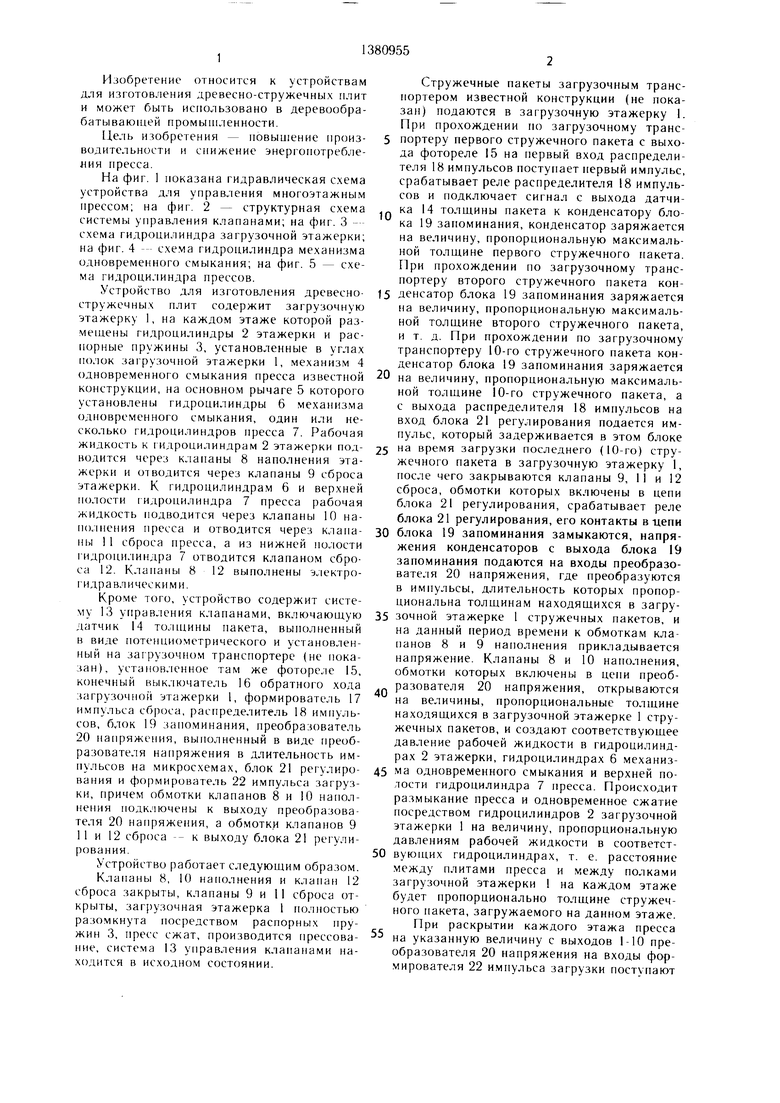
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для изготовления древесностружечных плит | 1988 |
|
SU1523351A1 |
| Устройство для изготовления древесных плит | 1984 |
|
SU1303411A1 |
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| ЗАГРУЗОЧНАЯ ЭТАЖЕРКА | 1972 |
|
SU333043A1 |
| Способ прессования древесно-стружечных плит | 1986 |
|
SU1337262A1 |
| Многоэтажный пресс для изготовления древесностружечных плит | 1986 |
|
SU1442413A1 |
| Загрузочное устройство к этажному прессу | 1981 |
|
SU1098833A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО К МНОГОЭТАЖНОМУ ПРЕССУ | 1973 |
|
SU370038A1 |
| Установка для изготовления волокнистых плит | 1985 |
|
SU1248810A1 |
| Система управления гидравлическим прессом | 1980 |
|
SU903212A1 |

Cmfly;f e4//С7/7а/7/ е е/е
fpi/г.З
8JO г ш
//а
3,11.12
фиа2
фагЛ
i/;f fУЯJf
/7ау7ос/7тег
Se/y)(ff /ra ocrrrfr
cf ff/7f ef/i/e
Сарос
/ e//7a/7 e//ue /7/7ecccr ar t/jf
ПГ
j
Сорос fyyeccoffCff/i/A
| Патент ФРГ № 3148272, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Шварцман Г | |||
| М | |||
| Производство древесностружечных плит | |||
| М., 1977, с | |||
| Тепловой измеритель силы тока | 1921 |
|
SU267A1 |
