13
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве дре- весно-стружечных и древесно-волокнис- тых плит.
Цель изобретения - повышение качества изготовляемых плит за счет исключения выдувания древесных частиц с верхней наружной поверхности прессуемого стружечного пакета и производительности пресса путем сокращения времени сближения плит,
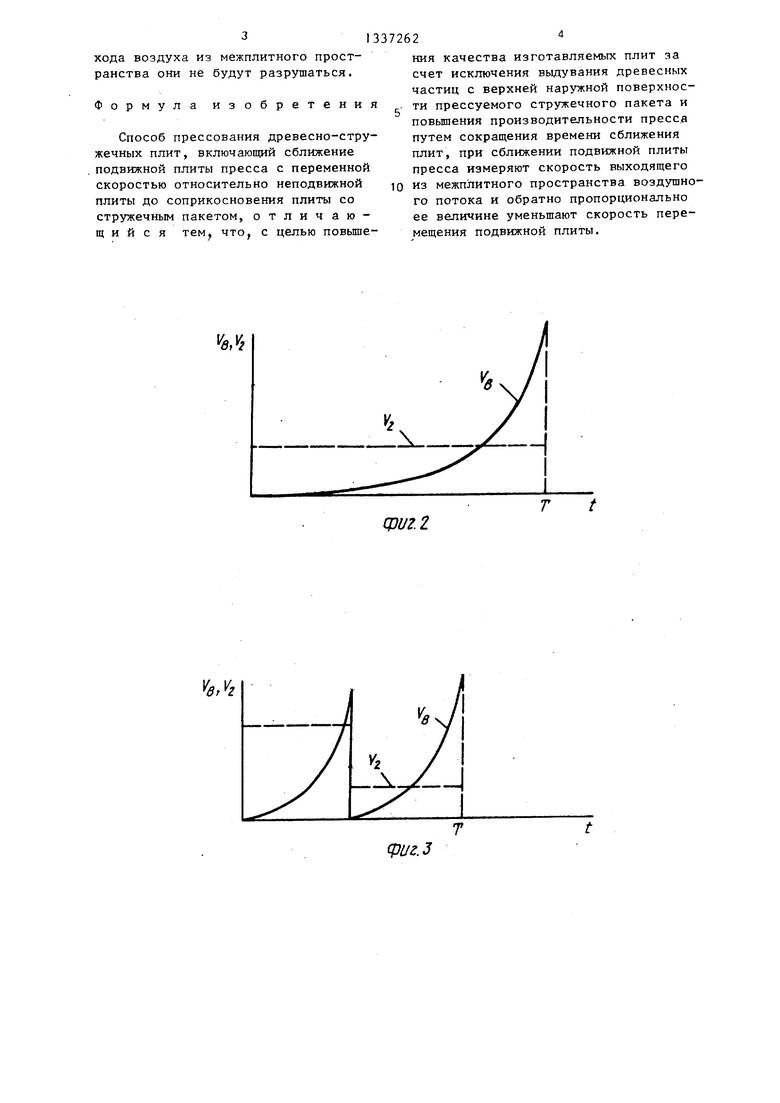
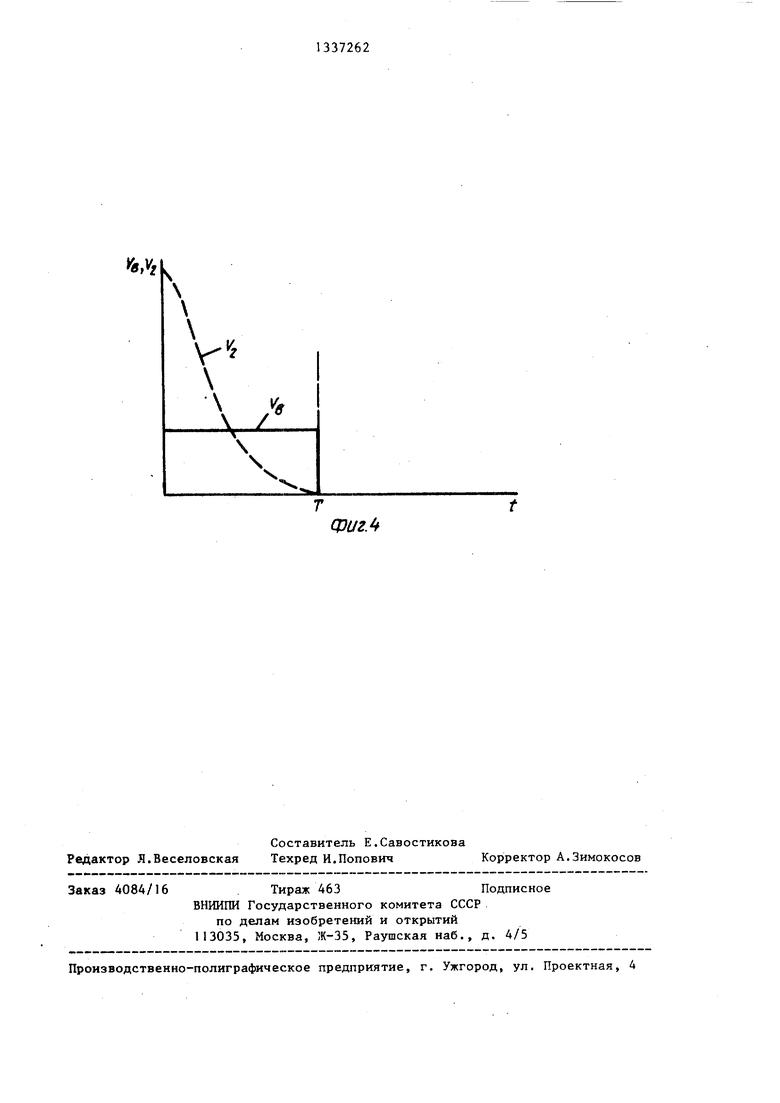
На фиг.1 представлена структурная схема осуществления способа; на фиг.2 - диаграмма скорости воздушно- го потока при постоянной скорости перемещения плиты; на фиг.З - то же, при перемещении подвижной плиты с
большой и малой скоростями; на фиг.4 то же, при изменении скорости перемещения плиты (сплошная линия - скорость
выходящего из межплитного пространства воздушного потока, пунктир - скорость перемещения подвижной плиты пресса).
Устройство для осуществления способа содержит неподвижную плиту 1, по меньшей мере одну подвижную плиту 2,
выполненную с возможностью вертикаль- ЗО плит воздушный поток направлен в проного перемещения посредством гидроцилиндра 3, клапан 4 наполнения, выполненный в виде электрогидравлического усилитель 5, выполненный в виде усилителя постоянного тока, и анемометр
6,состоящий, например, из вертушки
7,насаженной на вал тахогенератора 8
Способ -осуществляют следующим образом.
Стружечный пакет 9 укладывают на подвижную плиту 2. Клапан 4 наполнения полностью открывают, рабочая жидкость от насоса низкого давления наполняет гидроцилиндр 3 с наибольшим давлением, плита 2 сближается с неподвижной -плитой 1 с наибольшей скоростью. В пространстве между плитой и стружечным пакетом 9 образуется воздушный поток,, скорость которого равна
V
BL
В 2(В + L)
JLL h
где В, L - соответственно ширина и
длина плит и 2, м; V. - скорость перемещения подвижной плиты 2, м/с;
h - текущее расстояние между плитой I и пакетом 9, м. Этот воздушный поток приводит во вращение вертушку 7 анемометра 6, тахогенератор 8 вырабатывает электрическое напряжение, пропорциональное скорости воздушного потока, которое усиливается усилителем 5. Клапан 4 наполнения частично закрывается. Давление рабочей жидкости в гидроцилиндре 3 уменьшается, скорость перемещения плиты 2 постепенно снижается, при этом скорость выходящего из межплитного пространства воздушного потока остается постоянной, не превышающей заданного значения, так как согласно приведенной формуле величины V, и h стремятся к нулевому значе ию одновременно,
По достижении пакетом 9 плиты происходит переключение гидроцилиндра 3 на систему высокого давления. По окончании горячего прессования гидроцилиндр 3 подключают к клапану 4 наполнения, через который рабочая жидкость отводится из гидроцилиндра 3, плиты 1 и 2 размыкаются, осуществляя холостой ход. При размыкании
5
0
5
странство между . Вертушка 7 вращается, напряжение тахогенератора 8, пропорциональное скорости входящего в межплитное пространство воздушного потока, усиливается усилителем 5 и частично закрывает клапан 4 наполнения, давление рабочей жидкости в гидроцилиндре 3 уменьшается, плита 2 перемещается замедленно. По мере увеличения расстояния между плитами 1 и 2 скорость воздушного потока умень- .шается (см. формулу), а скорость движения подвижной плиты 2 возрастает до наибольшего значения.
С поступлением следующего стружечного пакета 9 на плиту 2 цикл повторяется.
Изобретение позволит повысить ка- чество изготовляемых плит за счет исключения вьздувакия древесных частиц с верхней наружной поверхности стружечного пакета и повысить производительность пресса путем сокраще- ния време ни сближения плит. ,
Изобретение позволит прессовать стружечные па15еты без предварительной подпрессовки, поскольку вследствие ограниченной скорости выхода воздуха из межплитного пространства они не будут разрушаться.
Формула изобретения
Способ прессования древесно-стру- жечных плит, включающий сближение подвижной плиты пресса с переменной скоростью относительно неподвижной плиты до соприкосновения плиты со стружечным пакетом, отличающийся тем. что, с целью повыше
ния качества изготавляемых плит за счет исключения выдувания древесных частиц с верхней наружной поверхности прессуемого стружечного пакета и повышения производительности пресс.а путем сокращения времени сближения плит, при сближении подвижной плиты пресса измеряют скорость выходящего из межплитного пространства воздушного потока и обратно пропорционально ее величине уменьшают скорость перемещения подвижной плиты.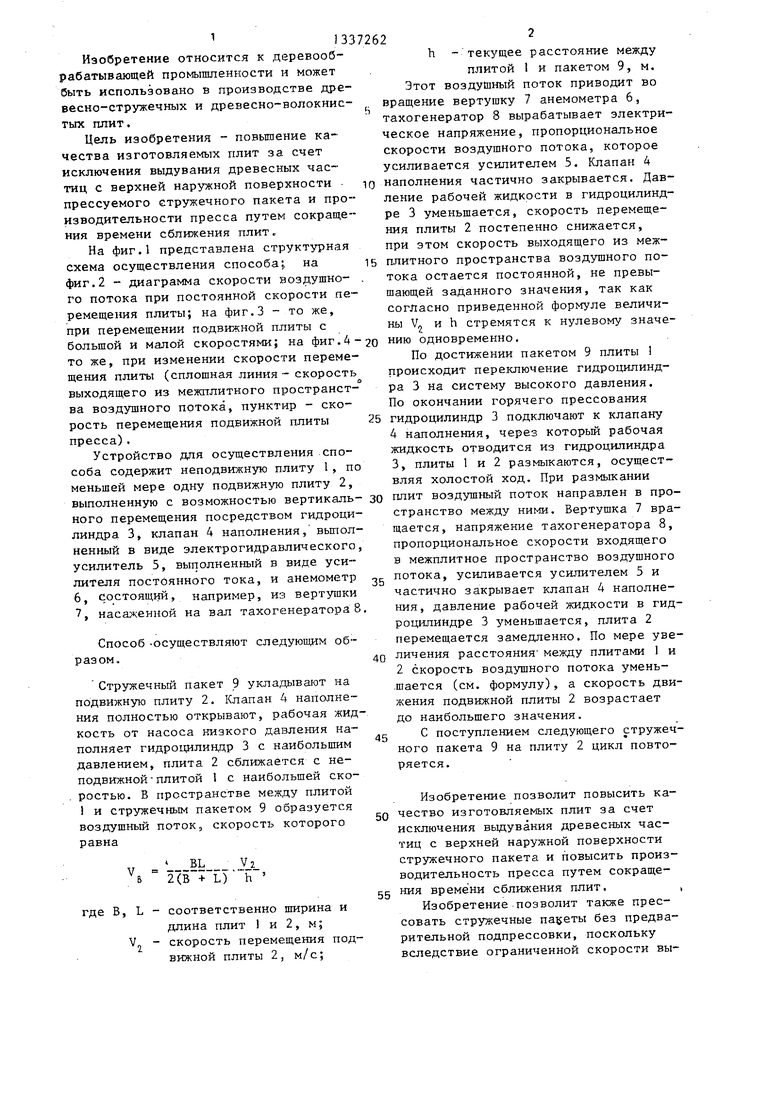
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для изготовления древесностружечных плит | 1988 |
|
SU1523351A1 |
| Многоэтажный пресс для изготовления древесностружечных плит | 1986 |
|
SU1442413A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОТОКСИЧНЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1990 |
|
RU2026177C1 |
| Многоэтажный пресс для изготовления древесностружечных плит | 1983 |
|
SU1106669A1 |
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| Пресс непрерывного действия для изготовления древесно-стружечных плит | 1991 |
|
SU1812132A1 |
| Устройство для изготовления древесно-стружечных плит | 1985 |
|
SU1380955A1 |
| Способ для прессования древесностружечных плит и устройство для его осуществления | 1990 |
|
SU1729748A1 |
| Линия изготовления древесных профильных панелей | 1989 |
|
SU1641616A1 |
| Многоэтажный пресс для изготовления древесностружечных плит | 1987 |
|
SU1418038A1 |
Изобретение относится к деревообрабатывающей промьшленности. Цель изобретения - повышение качества изготовляемых плит за счет исключения выдувания древесных частиц с верхней наружной поверхности прессуемого стружечного пакета и производительности пресса путем сокращения времени сближения плит. Стружечный пакет укладывают на подвижную плиту. Клапан 4 наполнения полностью открывают. Рабочая жидкость от насоса низкого давления наполняет гидроцилиндр 3 с наибольшим давлением. Плита 2 сближается с неподвижной плитой I с наибольшей скоростью. Воздушный поток в пространстве между плитой 1 и стружечным пакетом 9 приводит во вращение вертушку 7 анемометра 6. Тахоге- нератор 8 вырабатывает электрическое напряжение, пропорциональное скорости воздушного потока, которое усиливается усилителем 5. Клапан 4 наполнения частично закрывается. Давление рабочей жидкости в гидроцилиндре 3 уменьшается, скорость перемещения плиты 2 постепенно снижается, при зтом скорость выходящего из межплитного пространства воздушного потока остается постоянной, не превьплающей заданного значения. 4 ил. (Л 00 &: го
W2
фиг. 2
т t
УвгУг
(риг.З
V.
Л /
Фиг.
Редактор Л.Веселовская
Составитель Е.Савостикова
Техред И.Попович Корректор А.Зимокосов
Заказ А08А/16Тираж 463Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Шварцман Г.М | |||
| Производство дре- весно-стружечных плит | |||
| М.: Лесная промьшшенность, 1977, с | |||
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
| Солесос | 1922 |
|
SU29A1 |
