//
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления профилированных минераловатных изделий | 1980 |
|
SU908781A1 |
| Установка для изготовления минераловатных изделий | 1981 |
|
SU1044618A1 |
| Установка для мойки изделий | 1988 |
|
SU1526852A1 |
| Установка для изготовления профилированных минераловатных изделий | 1981 |
|
SU1047888A1 |
| Установка для изготовления профилированных минераловатных изделий | 1982 |
|
SU1025707A1 |
| Устройство для изготовления профилированных волокнистых изделий | 1986 |
|
SU1344606A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1987 |
|
SU1518129A1 |
| Способ изготовления минераловатных полуцилиндров | 1986 |
|
SU1375454A1 |
| Установка для изготовления предварительно напряженных железобетонных изделий | 1985 |
|
SU1530461A1 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1117223A1 |
Изобретение относится к промышленности теплоизоляционных строительн1 1 материалов. Линия позволяет повысиИ) качество изделий. ЛАежду барабанами 7 формования наружного профиля и рабочей ветвью формовочного конвейера 9 располагают элементы формования BHyTjifiDiero профиля изделий. Элементы формования внутреннего профиля опираются на верхние ветви формовочного конвейера 9 и конвейера ЛО камеры 11 тепловой обработки изделий 11ластинами и выпо.ппены с ()юд- ками для предотвращения подсоса возду.ха в камеры 8 и 11. По торцам конвейере 9 и 10 элементы соединены друг с другом про- ставками и пластинами. 5 M;I.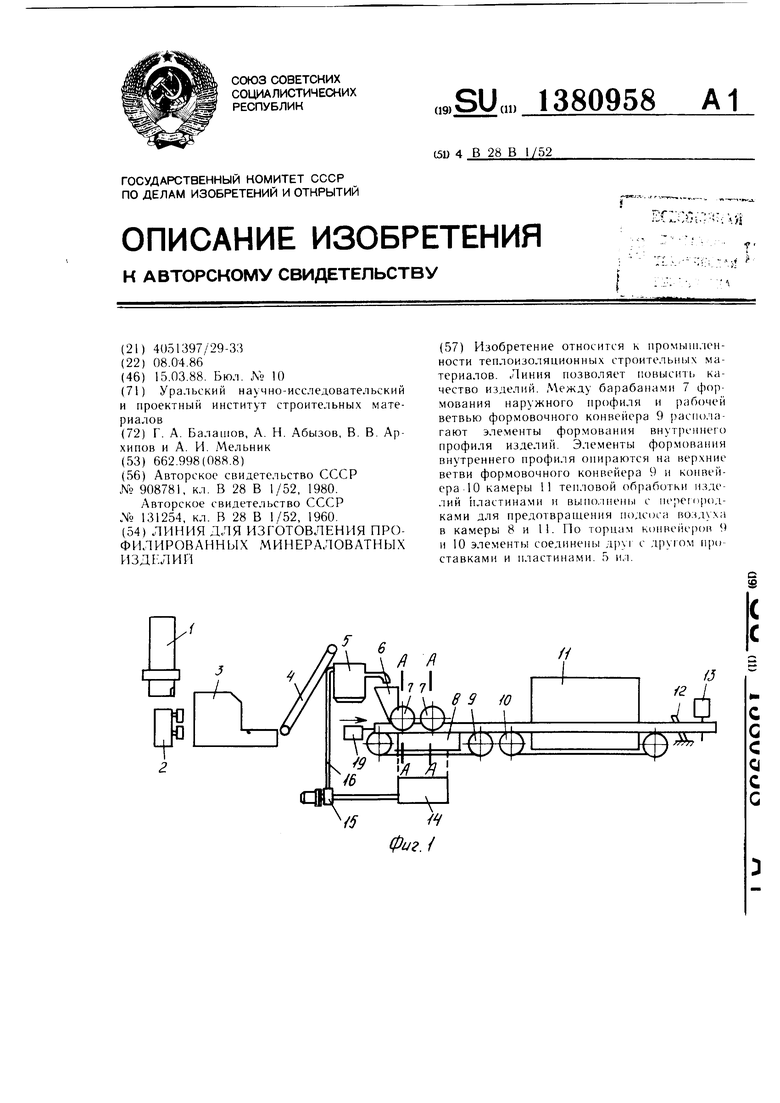
(г./
1
Изобретение может пьп исполь.и)иа110 в промынкченшк-ти те11лоизоляцио 1ных строительных маториа. ю для и;иютовлер1ия ми- иера.л()нг1тны. Г1О,т цили)1лров из гидросмеси.
Целью изобретения яи.тяется повышение качества изделий.
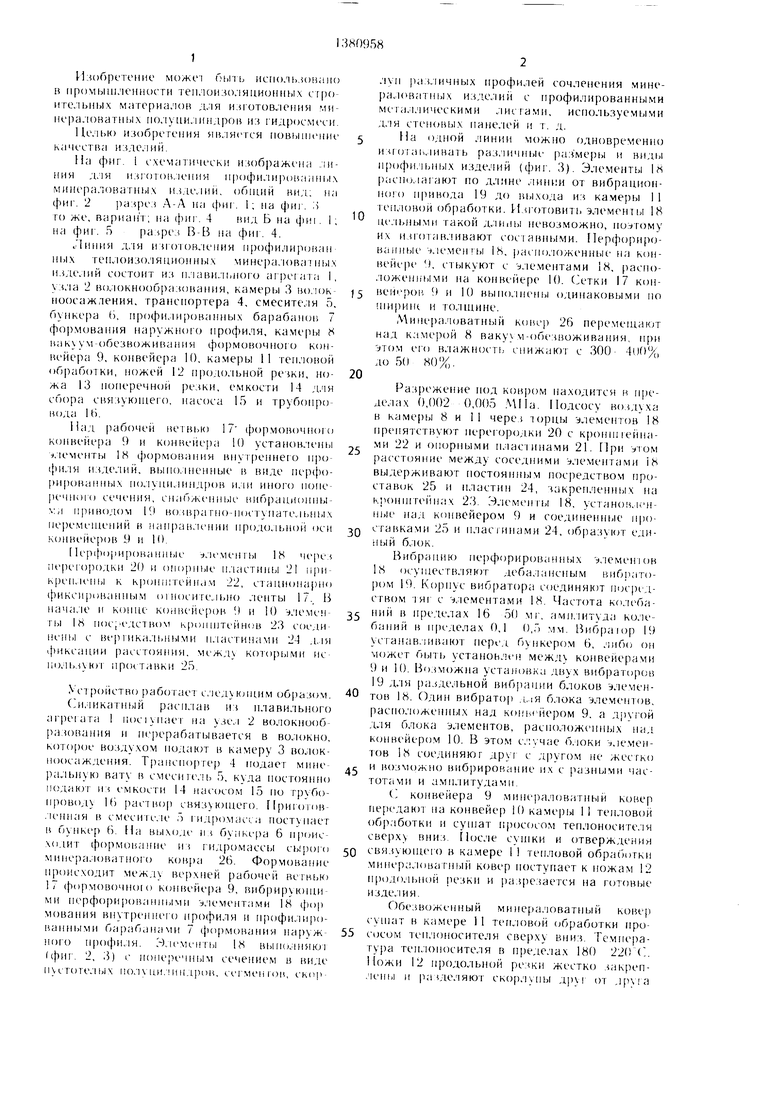
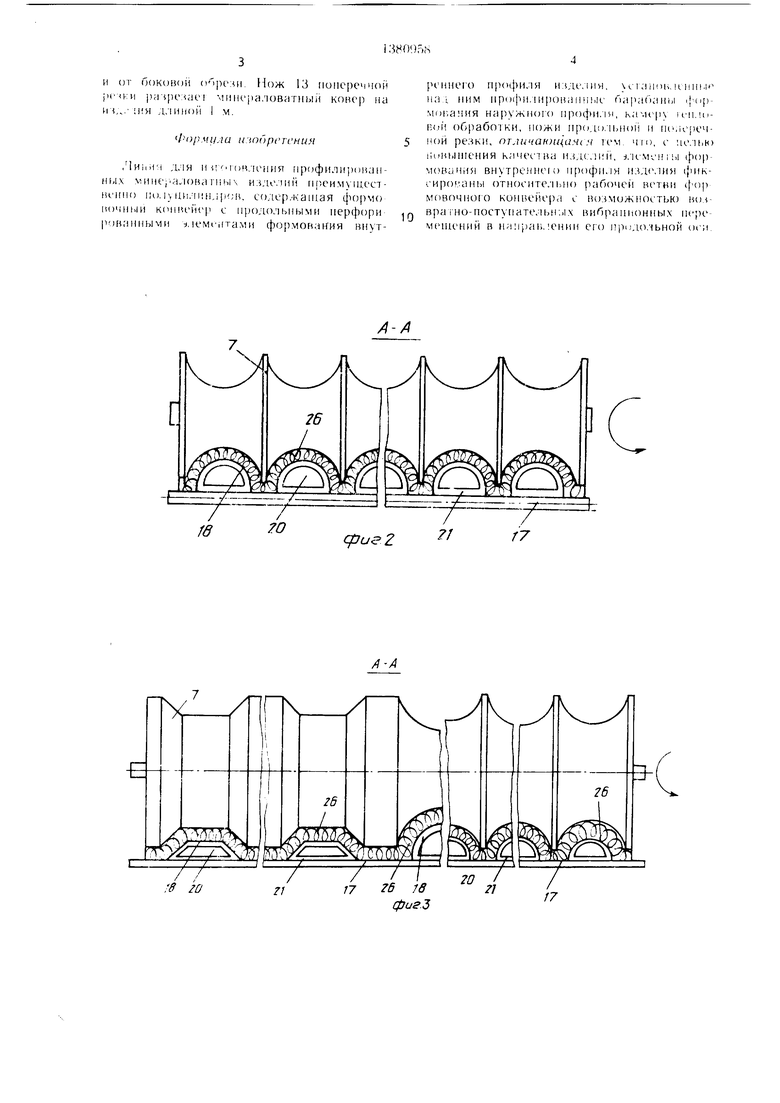
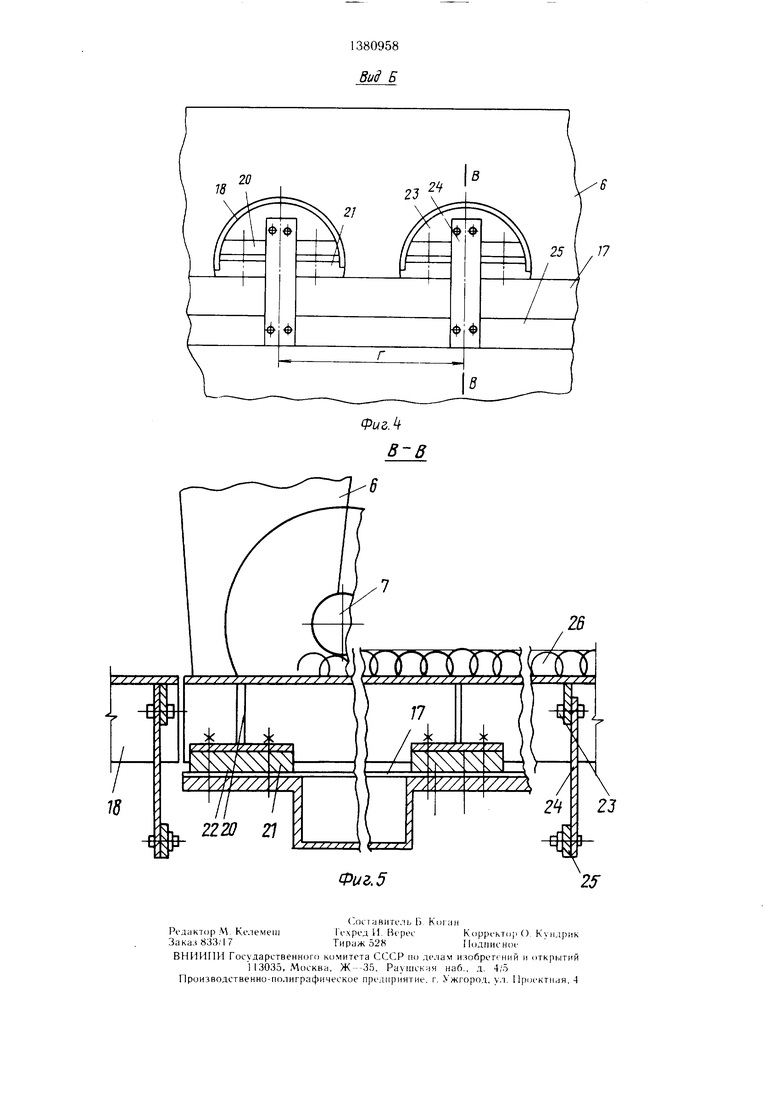
На фиг. 1 с.хематически из()б|1аж1 на ли- }(ия для )Т()11.1ения ир()фи.ли|М)ван1и,1 ми)1(ралонагны.х изделий, общий вид; на фиг. 2 разрез А-Л на (|пи . 1; на фи1 . л то же, вариан т; на (()иг. 4 нид Б на фи|. I; на фиг. 5 разре.; В-В на фи1. 4.
Пиния изгогов.тения н)офилиро{ ан ных тенлоизолянионньгх минера.товат ны.х н.ыелий состоит из н,тави.тм{ого агрегата I, узла 2 в()локнооб()азования, камеры 3 волок- нооеажления. траиенортера 4, смесите;1Я о. бункера (), Г1р()фили})ованных барабанов 7 формова1гия наружного ирофиля, ка.меры 8 вак ум-обезвоживания фо)мовочно1(; конвейера 9, конвейера К), камеры 11 тепловой об|К1ботки, ножей 12 продо.льной резки, но- жа 13 ног:еречной резки, емкости 14 д.тя сбора связующего, ггасоса 15 и трубопровода И).
Над рабочей ветвью 17 (()ор.мог«)чного конвейера 9 и конгк йера К) установ. пчпи :1,1е 1енты 18 фо() внут|) ()- (}и1,тя изде.тий, вьг1го.1ненные в виде пер(})о- ри|)ованны.х гю-тупилипдров и,1И иного поперечного , спаГ)Ж(.чпи)1е вибрац1гопны- у, приводом 19 во.и рагно-ноступательньгх перем1 П1епий и нап()ав,тении нродольноГг оси .конвейеров 9 и И1.
11ерфо(1иронан11ые .le.vienrbi 18 чере. пе)сч ородки 20 и ()И))пГ)1е гг,ластин г 21 при- к)е1гл(ЧП)1 к К1)ои1гггейНс)м 22, стапионарно (|)иксировангпз1м oi носитель)го .тенты 17. В пача,1е и коппе конги йе)ов ) и К) : лемен- Г1)1 18 пос, едств()1 к)о1иптейн ;в 23 сосди немы с Bejirпка,;п,ными н,гастинами 24 для 4 иксапии расстояния, между кот()р1,1МИ не пользуют 1гр()ставки 25.
ycTjKnicTBo рабогае с.тедукяннм (.)бразом. (л1, гикатный расп.тав из нлавильного ai peiaTa 1 nuciyrrae: па узел 2 во.аокнооб- аз()вания и перерабатывается в волокно, кото)ое возду.хом подают в камеру 3 волок- ноосаждения. Т()апс11ортер 4 подает мипе- ральную вату в смесигчм, 5, куда постоянно иодаюг ич емкости 14 насосом 15 по грубо- |гроводу И) раствор связующего. Г1ри1отпв- .генная в смесиге,те 5 гид омас1:а поступает ri бунке) 6. На вгнходс из бу1ГК(.)а 6 нроис- .ходит формование из гидромассы сырого мино)а, 1оватпог о ковра 26. Формование Г1роис.()дг(Т между верхней рабочей вегвью 17 (}1ормовочно1о конвейера 9, вибрируюниг- ми герфорирог5анпыми элемег{тами 18 1()ор мования в|гутреннего ирофиля и профилиро- ваипьгми ба)абанами 7 ({1О1)монания ггаруж-
1ГОГО Пр)(|)ИЛЯ. --),те и НГ1)Г 18 ВЬГГ1(;ЛПЯЮГ
1ФНГ. 2, 3) с но1гереч1ГГ)Гм сечением в виде . Tore;U)ix полх пи/пшдров. с(.ч менгов, скор
5 0
5 Q
5
0 0 5
5
луп |1а..тичпых профилей сочленения мине- )ал(ват1гг.1х из;1ели11 с профилированными М1М а,л, 1ическими лис гами, испо.чьзуемыми д, 1Я CTenoBrjrx ггане.лей и т. д.
На одной . гинии можно одновременно изг()га11,п1ват ь раз, гичные )ы и виды )фил1)ПГ1Гх изделий (фиг , 3). Э.чементы 18 расг1(л1агают по длине линии от вибрационного привода 19 до выхода из камеры 1 1 гегг.ювой об 1аботки, Н.п отовить элемгнтьг 18 ru . ibHbiMH такой д,.тинГ)1 невозможнее, их изгота 1. ивают составными. 1ер()1ори)о- ваггные 4,1еменгьг 18, |;аспо;гоженные на конвейере 9, сдыкуют с ,те.ментами 18, асно- ,ложег1ньг.ми на конвейере 10. Снетки 17 кон- веиерог . 9 и 10 выпо,лненг,1 одинаковыми по пи|)ип( и толщине.
Минера,товатный ковер 26 пере.мегцают над камерой 8 ваку} м-обезгюжива)гия, 1Г)и ег о влажнсх ТГ; снижают с 300 400% до 50 80%.
Раз)ежение иод ков|)ом находится н пределах 0,002 0,005 МНа. Нодсосу воздуха в каме()ы 8 и 11 чере.( торцы элементов 18 препятствуют riepei-ородки 20 с крорпгг 1ейиа- ми 22 и опорпыми пластинами 21. При юм расстоя1гие между соседиими улемеитами 18 выдерживают постоянным гкх редством ггро- ставок 25 и пластин 24, закрегигеннГ)Гх па )Н1ггтейпах 23. -).теменпл 18, устанои, 1ГГ)1е над коггвСйером 9 и соеднненные про- сгавками 25 и пласгинами 24, образуют единый блок.
Вибрапиго перфорирсл анных :1,теме1гт ов
18осу1Г1еств.ляют дебалапсным вибрато- )ом 19. Kopiryc виб|)атора соединяют ггосред- ством ТЯ1 с элементами 18. Частота ко,л(ба- ний в пределах 16 50 мг, амп,гитуда коле- бапий в прс делах 0,1 О,Л мм. Bn6)aiop 19 усганавливают nept .i, бункером 6, либо он может быть установлен межд конвейерами 9 и К). Возможна устаг овка двух вибраторов
19для )аздельной вибрапгги блоков злемен- тов 18. Одиг1 вибратор .ыя блока элементов, расно. гоженных над когмя йером 9, а другч)й для блока элементов, расноложеппых над конвейером 10, В этом с, ;учае б, |оки эле.мен- тов 18 соединяют друг с другом не жестко и возможно вибрирование их с разными частотами и амн.литудами.
(, конвейера 9 минераловатный ковер передают на конвейер И) камеры 11 тенловой обработки и сугнат нрососом теплоносите,тя сверху вниз. l( сутки и отверждения связую1гим О в камере 1 1 тепловой обработки .миргера.ювагнг 1й ковер поступает к ножам 12 продо.тьп(.1Й резки и разрезается на готовые изде,тия.
Обезвоженный минера,товатный кове) сушат в камере 1 1 теп:1ов(.)й (обработки про- сж ом теплоносителя сверху вниз. Ге.мне)а- тура тегктоносителя в п)еделах 180 220 (1. Ножи 12 продольной резки жестко закреп- .Tcirt, гг разделяют скорлупы друг от
и от uoKOBoii (i ipe: M. Нож 13 iioiiC)C44(iii |);г11)е: ;ае мииораловатньп конер на
м.
ll) u. ionpi Ti HUfi
/iHiiH i для и и 1()н;им111я 1рофил11)ииа11- ных ми1К ; а;1ова гпы .1ий г|р-сим щест- iK HHo IU). | an;niH,i(H;ii. содер/кашая фо)и) ИОЧ11ЫИ K(4iiuni((i с продольными перфори рованиыми :1.1емг|(тами формог1аьгия внутfff
cpueZ
pt HHero П)о4)иля изде.шя, i даноьл ним нал ним ироф11.)на1П1Ы1 )аис,1 мг)1, наружного профи.1я, камгру icii.ui- f-i.ti обработки, ножи продольной и нс.юрсч- ной резки, тличан)щая1Я , MI о, с иолью |ими,1111ения качества и.цсли, ri. U M-v H i i,i мован.П внутре.чнего м)оф||ля издс.тия фик- гирор.аШ) относите.льно lanoueii ветии (f op мовочною конвейер, с возмижностью Ho.t- в pa тн о-поступательных вибраписжны.х нере- М(п1ений в на:1равлении его примо.чьной oi ;i.
Фиг, 5
вид Б
L
ZB
rO.№,iIO
Г/У /УУ У////7УУ j 7 7 7 л
| Устройство для изготовления профилированных минераловатных изделий | 1980 |
|
SU908781A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
