Изобретение относится к произволству профилированных теплоизоляционных минераловатных утеплителей, например полуцилиндров и профилированных плит (скорлуп).
Известны устройства для изготовления теплоизоляционных скорлуп, содержащее формовочный конвейер, камеру тепловой обра ботки и фрезерующие рабочие органы I Недостатками таких устройств являются низкая прочность изделий ввиду неравномерной пропитки ковра связующим и большое (до 50 %) количество отходов, получаемых в процессе фрезерования.
Наиболее близким к предлагаемому является устройство (прокатный стан) для изготовления теплоизоляционных минераловатных скорлуп, содержащее цепной формовочный конвейер, камеру тепловой обработки, рабочие органы предварительного формования в виде гладких валков и окончательного формования в виде установленных в камере тепловой обработки профильных валков, ножи продольной и поперечной резки 2.
Однако известное устройство также не обеспечивает достаточной прочности изделий ввиду расслоения отдельных слоев волокон и задиров на поверхности, вызванных различиями в скоростях Формующих органов. Кроме того, устройство не позволяет изготавливать высококачественные изделия изотропной структуры из гидромассы.
Цель изобретения - обеспечение возможности формования изделий из гидромассы и повышение качества.
Указанная цель достигается тем, что устройство для изготовления прюфилированных минераловатных изделий, содержсццее формовочный конвейер, установленные над ним рабочие органы предварительного и окончательного формования профиля, камеру тепловой обработки и ножи продольной и поперечной резки, снабжено расположен20ным под рабочей ветвью формовочного конвейера коробом вакуумобезвоживания и установленными после камеры тепловой обработки кольцевыми фрезами для калибрования внутреннего и наружного профилей изделия, причем рабочие органы предварительного и окончательного формования смонтированы над коробом ваку обезвоживания и выполнены соответственно в виде профилированного барабана и подпрессовывающего
транспортера с полотном из фасонных траков, а ножи продольной резки совмещены с кольцевыми фрезами для калибрования наружного профиля.
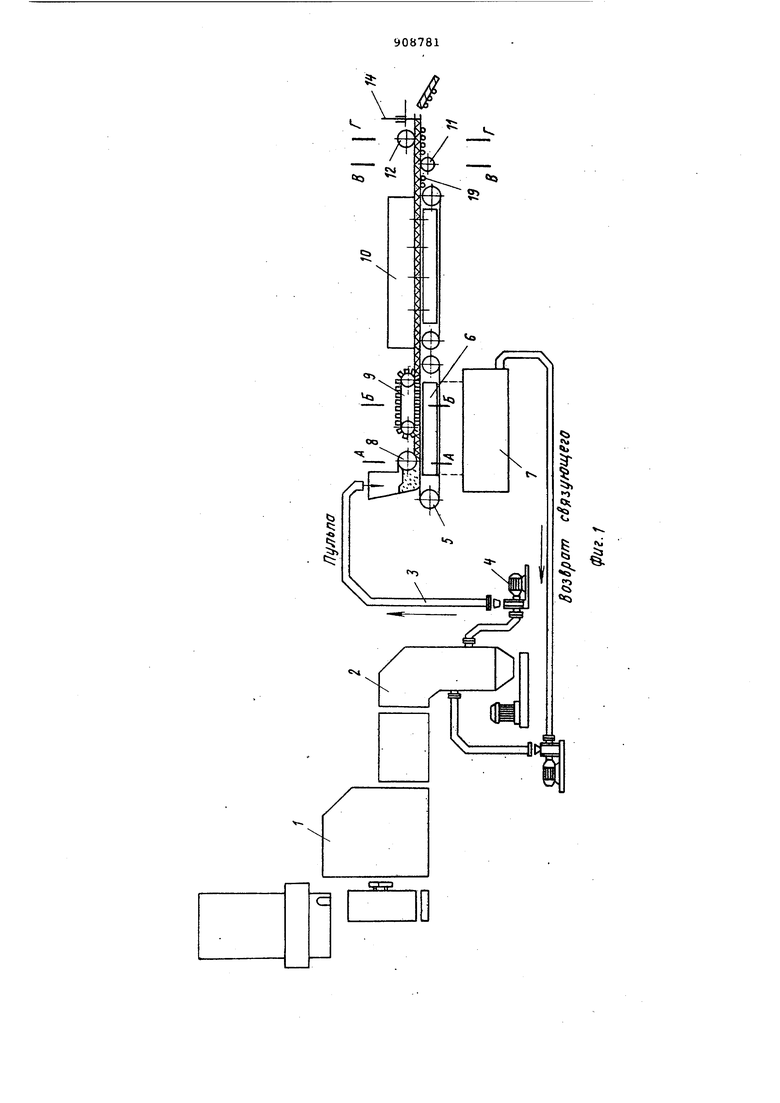
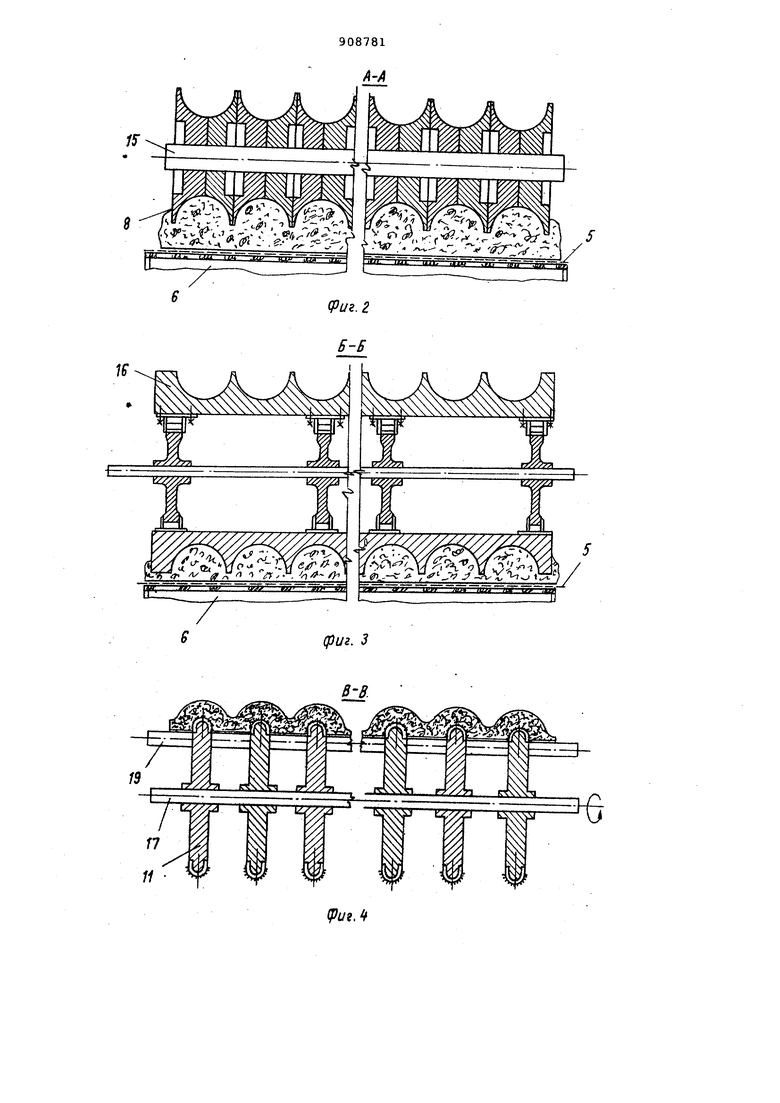
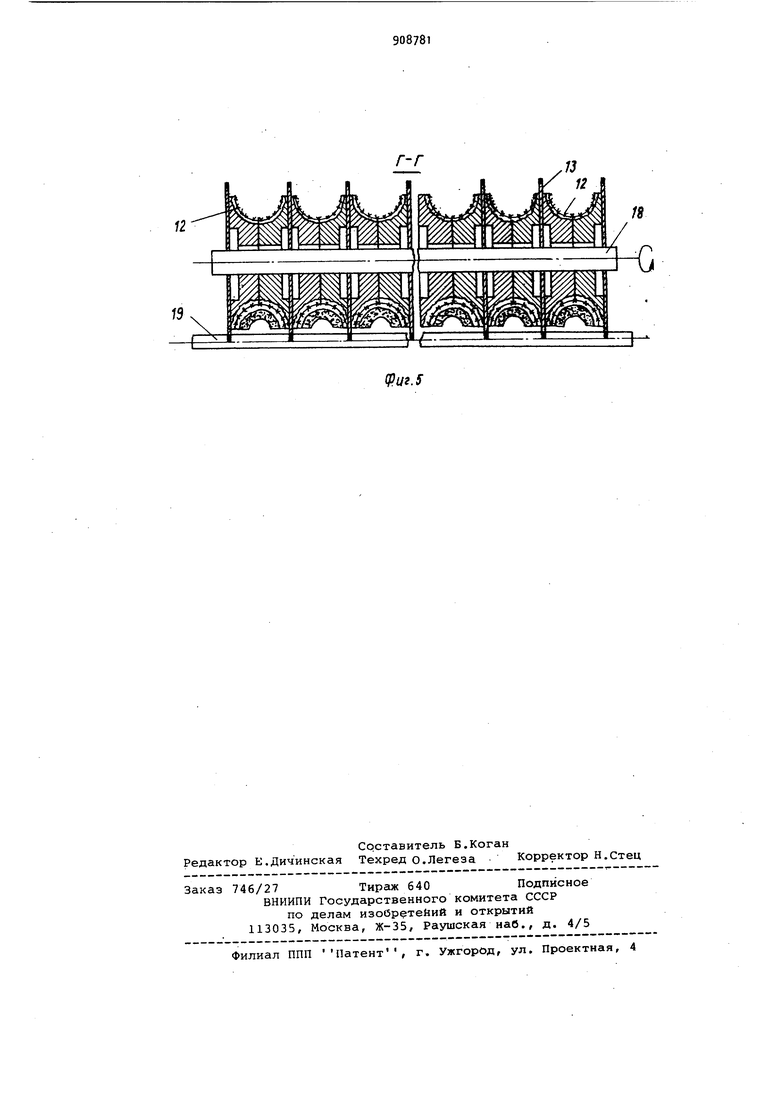
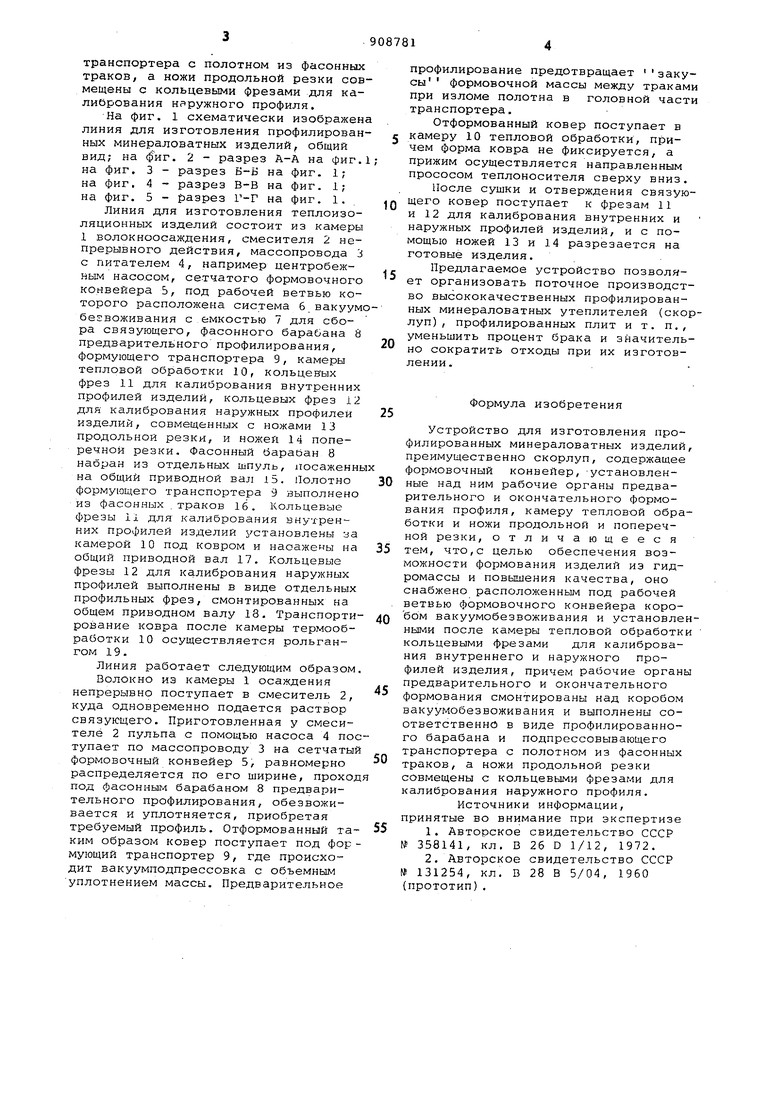
На фиг. 1 схематически изображена линия для изготовления профилированных минераловатных изделий, общий вид; на . 2 - разрез А-А на фиг.1 на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1.
Линия для изготовления теплоизоляционных изделий состоит из камеры 1 волокноосаждения, смесителя 2 непрерывного действия, массопровода 3 с питателем 4, например центробежным насосом, сетчатого формовочного конвейера 5, под рабочей ветвью которого расположена система б вакуумобегвоживания с емкостью 7 для сбора связующего, фасонного барабана 8 предваритель.ного профилирования, формующего транспортера 9, камеры тепловой обработки 10, кольценых фрез 11 для калибрования внутренних профилей изделий, кольцевых фрез 12 для калибрования наружных профилей изделий, совмещенных с ножами 13 продольной резки, и ножей 14 поперечной резки. Фасонный барабан 8 набран из отдельных шпуль, посаженны на общий приводной вал j.5. Полотно формующего транспортера 9 выполнено из фасонных .траков 16. Кольцевые фрезы II для калибрования внутренних профилей изделий установлены за камерой 10 под ковром и насажены на общий приводной вал 17. Кольцевые фрезы 12 для калибрования наружных профилей выполнены в виде отдельных профильных фрез, смонтированных на общем приводном валу 18. Транспортирование ковра после камеры термообработки 10 осуществляется рольгангом 19.
Линия работает следующим образом.
Волокно из камеры 1 осаждения непрерывно поступает в смеситель 2, куда одновременно подается раствор связующего. Приготовленная у смесителе 2 пульпа с помощью насоса 4 поступает по массопроводу 3 на сетчатый формовочный конвейер 5, равномерно распределяется по его ширине, проход под фасонны - барабаном 8 предварительного профилирования, обезвоживается и уплотняется, приобретая требуемый профиль. Отформованный таким образом ковер поступает под фор мующий транспортер 9, где происходит вакуумподпрессовка с объемным уплотнением массы. Предварительное
профилирование предотвращает закусы формовочной массы между траками при изломе полотна в головной части транспортера.
Отформованный ковер поступает в камеру 10 тепловой обработки, причем форма ковра не фиксируется, а прижим осуществляется направленным прососом теплоносителя сверху вниз.
После сушки и отверждения связующего ковер поступает к фрезам 11 и 12 для калибрования внутренних и наружных профилей изделий, и с помощью ножей 13 и 14 разрезается на готовые изделия.
Предлагаемое устройство позволяет организовать поточное производство высококачественных профилированных минераловатных утеплителей (скорлуп) , профилированных плит и т. п., уменьшить процент брака и значительно сократить отходы при их изготовлении.
Формула изобретения
Устройство для изготовления профилированных минераловатных изделий преимущественно скорлуп, содержащее формовочный конвейер, -установленные над ним рабочие органы предварительного и окончательного формования профиля, камеру тепловой обработки и ножи продольной и поперечной резки, отличающееся тем, что,с целью обеспечения возможности формования изделий из гидромассы и повышения качества, оно снабжено расположенным под рабочей ветвью формовочного конвейера коробом вакуумобезвоживания и установлеными после камеры тепловой обработк кольцевыми фрезами для калибрования внутреннего и наружного профилей изделия, причем рабочие орган предварительного и окончательного формования смонтированы над коробом вакуумобезвоживания и выполнены соответственно в виде профилированного барабана и подпрессовывающего транспортера с полотном из фасонных траков, а ножи продольной резки совмещены с кольцевыми фрезами для калибрования наружного профиля.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 358141, кл. В 26 D 1/12, 1972.
2.Авторское свидетельство СССР № 131254, кл. В 28 В 5/04, I960 (прототип).
(//г. г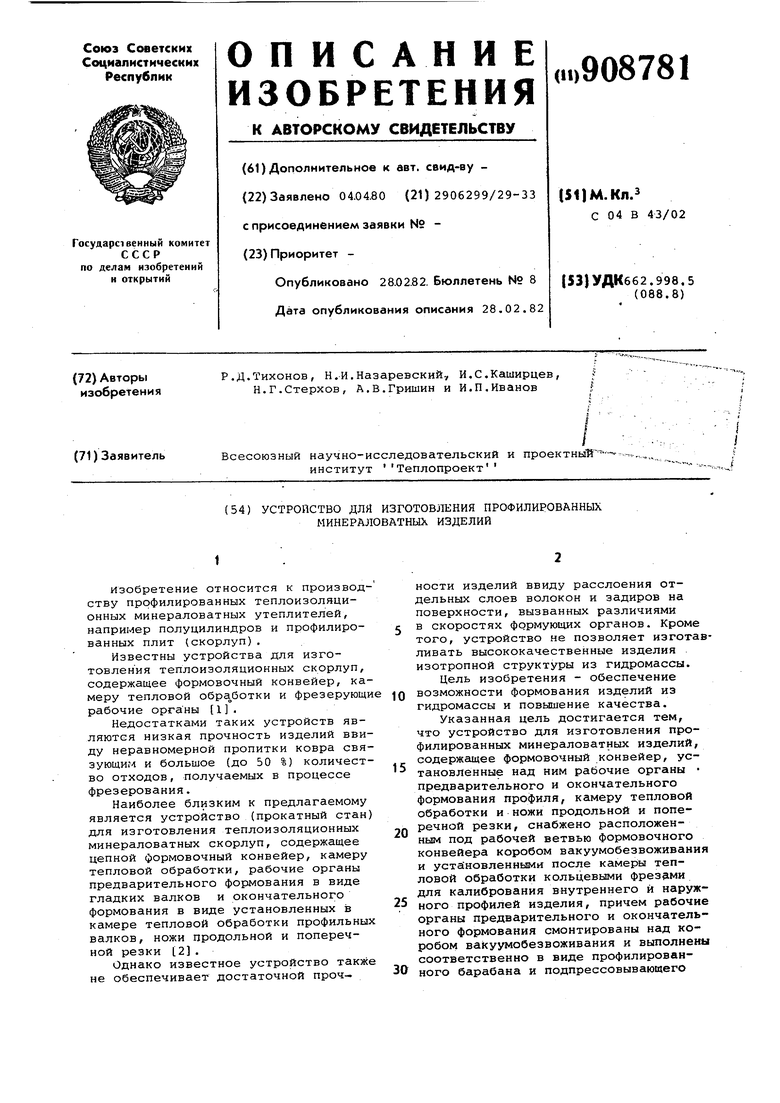
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления профилированных минераловатных изделий | 1982 |
|
SU1025707A1 |
| Установка для изготовления профилированных минераловатных изделий | 1981 |
|
SU1047888A1 |
| Установка для изготовления минераловатных изделий | 1981 |
|
SU1044618A1 |
| Устройство для изготовления профилированных волокнистых изделий | 1986 |
|
SU1344606A1 |
| Прокатный стан для изготовления теплоизоляционных минераловатных скорлуп | 1959 |
|
SU131254A1 |
| Способ изготовления минераловатных плит | 1979 |
|
SU857085A1 |
| Способ изготовления минераловатных плит | 1980 |
|
SU962272A1 |
| Поточная линия для изготовления теплоизоляционных изделий | 1979 |
|
SU863580A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ МИНЕРАЛОВАТНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2024444C1 |
| Поточная линия для изготовления минераловатных изделий | 1975 |
|
SU591318A1 |