Изобретение относится к производству тепло-и звукоизоляционных строительных материалов, в частности акустических плит с рельефным рисунком из минеральной или стеклянной ваты.
Целью изобретения является повышение звукоизоляционных свойств изделий и сокра- ш.ение отходов.
На четеже схематически изображено предлагаемое устройство, общий вид.
Устройство для изготовления профилированных волокнистых изделий содержит смеситель 1 гидромассы, укладчик 2 гидромассы с подпрессовывающим барабаном 3, формовочный сетчатый конвейер 4 с прикрепленными к нему съемными профилеоб- разующими элементами - перфорированными матрицами 5 и камерой 6 вакуум- обезвоживания, торцовая стенка которой, расположенная с противоположной стороны от ведущего барабана, выполнена в виде пер форированного полуцилиндра (перфорация по линии а-а), выполняющего роль ведомого барабана конвейера, сетчатый конвейер 7 с камерой 8 вакуумобезвоживания, расположенный перед камерой 9 тепловой обработки, и ножи 10 продольной и поперечной резки изделий.
Устройство работает следующим образом.
В смеситель 1 непрерывно подают волокно и раствор связующего в определенном соотношении, и в результате пе- ремеидивания получают гидромассу, которая из смесителя подается в бункер укладчика 2, а оттуда - на конвейер 4, где формуется ковер. В нижней части ковра из жидкотекучей гидромассы в начальный период формования при движении над вакуум-ка.мерой образуется четкий рельефный рисунок благодаря наличию матриц 5. Сверху ковер имеет плоскую поверхность, торцовая стенка камеры 6, выполненная в виде перфорированного полуцилиндра, выполняет роль ведомого барабана, благодаря чему сетка формовочного конвейера 4 с ми- нераловатным ковром меняет направление движения иа противоположное, а разрежение в вакуум-камере предотвращает отрыв ковра от сетки. Далее ковер, находящийся между ветвями формовочного 4 и
0
сетчатого 7 конвейеров, двигающихся синхронно, попадает в зону камеры 8 вакуумобезвоживания, где из ковра удаляются остатки избытка раствора связующего и одновременно производится съем ковра с матриц формовочного конвейера 4. В этом положении ковер поступает в камеру 9 тепловой обработки, имеющей только нижний транспортер. Тепловая обработка осуществляется прососом теплоносителя сквозь ковер сверху вниз.
На выходе из камеры тепловой обработки ковер ножами 10 продольной и поперечной резки разрезают на плиты заданных размеров, которые направляются на
5 дальнейщую обработку.
Такое выполнение устройства позволяет получить конвейерным способом плиты с четким рельефным рисунком, что помимо улучшения декоративных свойств также повышает и звукопоглощающие свойства плит
0 благодаря более развитой поверхности, контактирующей со звуковой энергией. Отпадает также необходимость в последующей механической обработке изделий, что сокращает количество отходов.
25
Формула изобретения
Устройство для изготовления профилированных волокнистых изделий, преимущественно минераловатных, содержащее укладчик гидромассы, сетчатый конвейер с камерой вакуумобезвоживания, установленный над ним формовочный конвейер с прикрепленными к его полотну сменными профи- леобразующими элементами, камеру тепловой обработки, ножи продольной и попе2 речной резки, отличающееся тем, что, с целью повыщениязвукоизоляционных
свойств изделий и сокращения отходов, оно снабжено дополнительной камерой вакуумобезвоживания с торцовой стенкой в виде перфорированного полуцилиндра, кон0 тактирующего изнутри с полотном формовочного конвейера со стороны, противоположной его ведущему барабану, причем укладчик гидромассы установлен на входе в зону вакуумирования формовочного конвейера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления минераловатных изделий | 1981 |
|
SU1044618A1 |
| Установка для изготовления профилированных минераловатных изделий | 1981 |
|
SU1047888A1 |
| Устройство для изготовления профилированных минераловатных изделий | 1980 |
|
SU908781A1 |
| Устройство для формования жестких минераловатных плит из гидромассы | 1983 |
|
SU1096257A1 |
| Линия для изготовления гидрофобизированных минераловатных изделий | 1985 |
|
SU1315315A1 |
| Способ изготовления минераловатных плит | 1980 |
|
SU962272A1 |
| Установка для изготовления профилированных минераловатных изделий | 1982 |
|
SU1025707A1 |
| Поточная линия для изготовления теплоизоляционных изделий | 1979 |
|
SU863580A1 |
| Устройство для изготовления жестких минераловатных плит | 1986 |
|
SU1380960A2 |
| Установка для изготовления волокнистых изделий | 1989 |
|
SU1629195A1 |
Изобретение относится к производству тепло-и звукоизоляционных строительных материалов, в частности акустических плит с рельефным рисунком из минеральной или стеклянной ваты. Цель изобретения - повышение звукоизоляционных свойств изделий и сокращение отходов. В смеситель 1 HfMipepHBHO подают волокно и раствор связующего. Гидромассу из смесителя подают I: бункер укладчика 2, а оттуда на конвейер 4, где формируется ковер. В нижней части ковра из жидкотекучей гидромассы в начальный период формования при движении над вакуум-камерой 6 образуется четкий рельефный рисунок благодаря наличию матриц 5. Торцовая стенка камеры 6, выполненная в виде перфорированного полуцилиндра, выполняет роль ведомого барабана. Разрежение в вакуум-камере 6 предотвращает отрыв ковра от сетки. При этом получают плиты с четким рельефным рисунком. 1 ил. $ (Л 6. 55 5 70 СО 4 4:; 05 О 05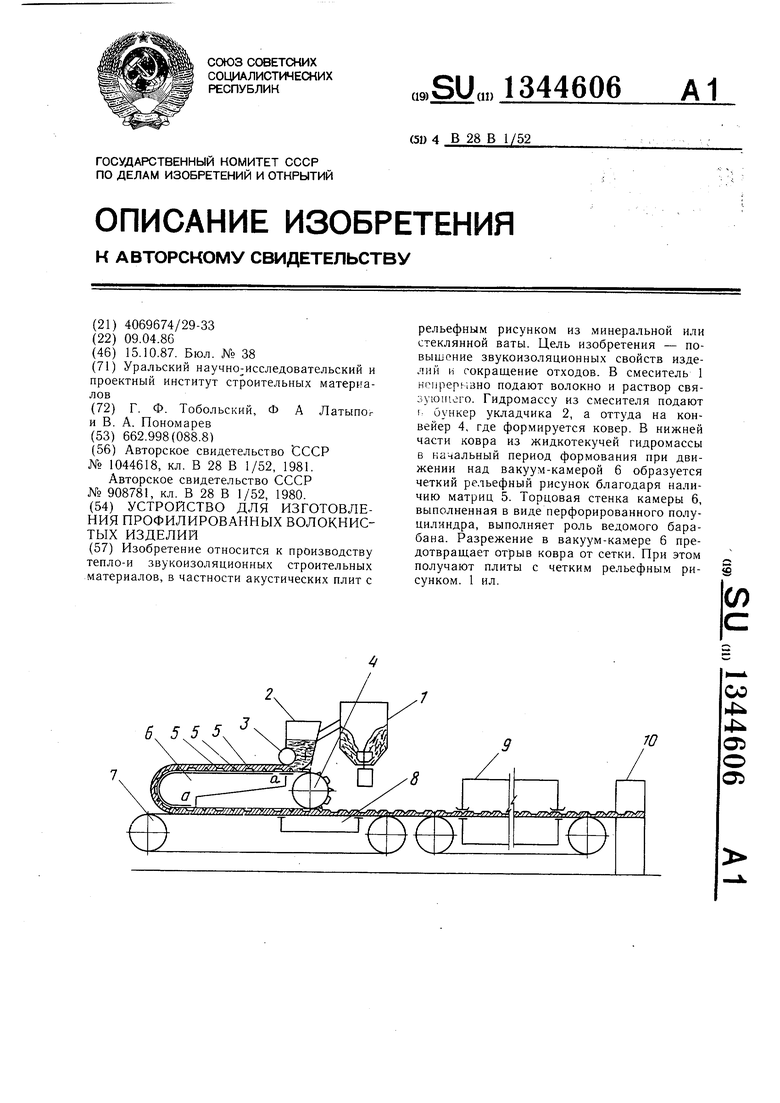
| Установка для изготовления минераловатных изделий | 1981 |
|
SU1044618A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Устройство для изготовления профилированных минераловатных изделий | 1980 |
|
SU908781A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
