Изобретение относится к переработке пластмасс методом литья под давлением .
11елью изобретения является упрощение конструкции, повышение надежности работы, уменьшение габаритов и металлоемкости формы.
На фиг, 1 изображена литьевая форма, сомкнутое положение,продольный разрез; на фиг. 2 и 3 - последовательные положения выталкивающей системы при раскрытии формы.
Литьевая форма содержит неподвижную полуформу 1 и подвижную полуфор- му 2, включающую опорную плиту 3, плиту 4 предварительного выталкивания с размещенными в ней выталкивателями 5 и плиту 6 окончательного выталкивания с размещенными в ней вы талкивателями 7, а также шток 8, связанный с плитой 6 окончательного выталкивания и снабженный пазом 9, в котором установлен ползун 10, один конец которого выполнен в виде крон- штейна 11, а другой конец - в виде клина 12., В опорной плите 3 выполнены скосы 13 и 14, а в плите 4 предварительного выталкивания имеется паз 15. Кроме того, подвижная полу- форма содержит ограничитель 16, служщий для ограничения перемещения плиты 4 предварительного выталкивания.
Литьевая форма работает следующим образом.
После заполнения формообразующей полости формы полимерным материалом (фиг.1) и необходимой выдержки подвижная полуформа 2 отводится от неподвижной полуформы 1 и щток 8 пе- ремещает плиту 6 окончательного и плиту 4 предварительного выталкивания, связанные между собой ползуном 10, упирающимся кронштейном 11 в плиту 4 предварительного выталкивания. Клин 12, взаимодействуя со скосом 13, выполненным в опорной плите 3, перемещает ползун 10 в пазу 9 в левое положение, и после того как кронштейн 1 1 выведется из зацепления с плитой 4 предварительного выталкивания (фиг.2), происходит расцепление плит. Плита 4 предварительного выталкива}1ия с расположенными в ней выталкивателями 5 упирается в ограничитель 16 и останавливается, а плита 6 окончательного выталкивания с
ю
15 20 25 30 35
40 5
0
5
размещенными в ней выталкивателями 7 продолжает перемещение. При этом ползун Ю свободно проходит в пазу 15. Происходит съем изделий выталкивателями 7 с выталкивателей 5 (фиг.З). При обратном перемещении плиты 6 окончательного выталкивания клин 12, взаимодействуя со скосом 14, вызывает перемещение ползуна 10 в пазу 9 в правое положение. При этом происходит сцепление плиты 6 окончательного и плиты 4 предварительного выталкивания и их совместный возврат в исходное положение.
Предлагаемая форма по сравнению с известной формой ,отличается более простой конструкцией, повьпиенной надежностью в работе, уменьшенными габаритами и металлоемкостью формы.
Кроме того, предлагаемая литьевая форма обладает большей ремонтопригодностью, так как в ней возможна быстрая замена наиболее нагруженного элемента (ползуна) без разборки литьевой формы. I
Формула изобретения
Литьевая форма с двухступенчатым выталкиванием изделий, содержащая неподвижную полуформу и подвижную, включающую опорную плиту, плиты предварительного и окончательного выталкивания с размещенными в них выталкивателями, шток, связанный с плитой окончательного выталкивания и механизм принудительного совместного перемещения плит предварительного и окончательного выталкивания, включающий ползун, подвижный в направлении, перпендикулярном направлению выталкивания, отличающаяся тем, что, с целью упрощения конструкции, повышения надежности работы, уменьшения габаритов и металлоемкости формы, ползун установлен в штоке, выполненном со сквозным пазом, причем один конец ползуна выполнен в виде кронштейна, с упором в плиту предварительного выталкивания, а другой - в виде клина, причем в опорной плите выполнены скосы с возможностью контакта с клином, а плита предварительного выталкивания снабжена пазом, параллельным направлению выталкивания .
т 12
/3
(fi/e.i
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатым выталкиванием изделия | 1980 |
|
SU929437A1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1986 |
|
SU1366415A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма | 1989 |
|
SU1757899A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1353632A2 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1988 |
|
SU1597280A1 |
| ЛИТЬЕВАЯ ФОРМА С ДВУХСТУПЕНЧАТЫМ ВЫТАЛКИВАНИЕМИЗДЕЛИЙ | 1979 |
|
SU825316A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |

Изобретение относится к переработке пластмасс методом литья под давле}шем. Цель - упрощение конструкции, повышение надежности в работе, уменьшение габаритов и металлоемкости формы. Для этого ползун 10 установлен в штоке 8, выполненном со сквозным пазом 9, причем один конец ползуна вьшолнен в виде кронштейна 1 1 ,взаимодействую1цего с плитой 4 предварительного выталкивания, а другой конец - в виде клина 12, взаимодействующего со скосами 13 и 14, выполненными в опорной плите 3, при этом плита 4 предварительного выталкивания снабжена пазом 15, параллельным направлению выталкивания. 3 ил. -; S (Л со 00 о со 00 4 S Pu2.1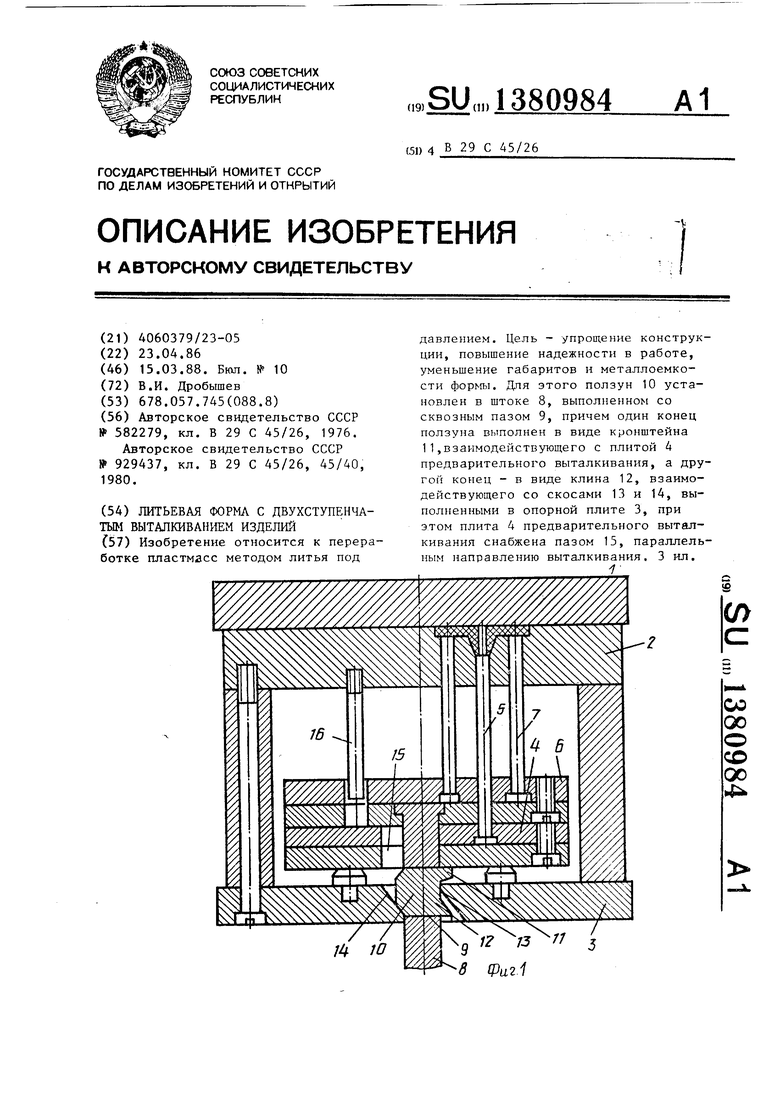
Mf 6
Л. Повхан
13
ФигЗ Составитель В. Казаков
Техред М.Ходанич
Корректор А. Обручар
| Способ шампанизации вина в непрерывном потоке | 1975 |
|
SU582279A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма с двухступенчатым выталкиванием изделия | 1980 |
|
SU929437A1 |
| Солесос | 1922 |
|
SU29A1 |
