Изобретение относится к технике сварки, а именно к сварке давлением неоднородных материалов, и найдет применение при сварке давлением материалов, хотя бы один из которых имеет хрупкое покрытие.
Цель изобретения - обеспечение стабильности параметров сварного соединения в случае сварки алюминиевой фольги с оксидным покрытием и медной фольги.
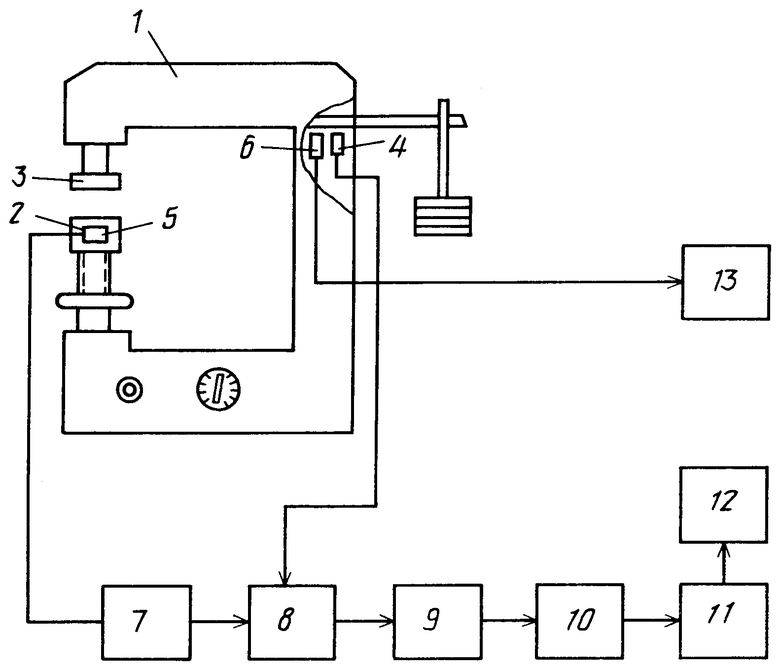
На чертеже изображено устройство, осуществляющее данный способ.
Оно содержит пресс 1, матрицу 2, пуансон 3, преобразователь 4 диапазона давлений во временной интервал, преобразователь 5 акустико-эмиссионных сигналов, преобразователь (датчик) 6 величины давления в электрический сигнал, усилитель 7, ключ 8, амплитудный дискриминатор 9, интенсиметр 10 акустикоэмиссионных сигналов, блок 11 выделения максимума интенсивности, индикатор 12, регистратор 13 величины давления.
П р и м е р. Холодная варка давлением алюминиевой фольги обмоток с медной фольгой, например выводов трансформаторов, проводится с помощью пресса 1. Полоски эталонных образцов медной и алюминиевой фольги помещали между матрицей 2 и пуансоном 3. Определяли экспериментально необходимый порог амплитудного селектирования сигналов акустической эмиссии, возникающих в результате разрушения окисной пленки алюминия. Измеряли диапазон давлений в котором происходило растрескивание окисной пленки алюминия и образование ювенильных поверхностей.
Регистрировали величину давления Рмакс, при котором качество сварного соединения алюминиевой и медной фольги отвечает требованиям технических условий.
Одновременно регистрировали величину давления Р, при котором было максимальной интенсивность сигналов акустической эмиссии. Для различных типоразмеров фольги выполнялось соотношение Рмакс = 5-10Р. Качество сварного соединения эталонных образцов оценивалось по микрошлифам сварных соединений с помощью металлографического микроскопа.
Затем устанавливали рабочие образцы алюминиевой фольги обмоток и медной фольги выводов трансформаторов между матрицей 2 и пуансоном 3. Включали пресс 1. Регистрировали сигналы акустической эмиссии с помощью преобразователя 5 и усилителя 7. С помощью ключа 8 пропускали на вход амплитудного дискриминатора 9 только сигналы акустической эмиссии, возникающие в заданном диапазоне давлений, преобразуемых во временной интервал преобразователем 4.
Предварительно выбранный порог амплитудного дискриминатора 9 обеспечивает прохождение на вход интенсиметра 10 только тех сигналов акустической эмиссии, которые превышают заданный порог.
На выходе интенсиметра 10 получали цифровой сигнал, соответствующий количеству импульсов акустической эмиссии, поступающий на его вход в единицу времени, который поступает на вход блока 11 выделения максимума интенсивности. На входе индикатора 12 получали логическую единицу, соответствующую по времени максимуму интенсивности импульсов акустической эмиссии, при этом по сигналу индикатора 12 регистрировали величину давления Р на регистраторе 13, на вход которого подавали сигнал с датчика 6 величины давления.
По достижении величины давления Рмакс = 5-10Р отключали пресс.
В качестве пресса использовали твердомер ТШ-2М с некоторой доработкой. Контроль проводили регистратором акустикоэмиссионных сигналов РАЭС-5.
Сварка алюминиевой и медной фольги описанным способом позволила обеспечить стабильные параметры сварного соединения и сократить брак на 8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
| Способ холодной сварки давлением алюминиевой и медной фольги | 1986 |
|
SU1400825A1 |
| СПОСОБ ОТБРАКОВКИ СВАРНЫХ СОЕДИНЕНИЙ ПРИ СВАРКЕ ДАВЛЕНИЕМ | 1985 |
|
SU1380432A1 |
| Способ отбраковки сварных соединений при сварке давлением | 1987 |
|
SU1470047A1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МЕТОДОМ АКУСТИЧЕСКОЙ ЭМИССИИ | 1991 |
|
RU2011196C1 |
| Способ холодной точечной сварки давлением | 1985 |
|
SU1275849A1 |
| Акустико-эмиссионное устройство | 1982 |
|
SU1067430A1 |
| Устройство для контроля сварных соединений | 1981 |
|
SU1015297A1 |
| УСТРОЙСТВО ОБНАРУЖЕНИЯ ДЕФЕКТОВ В СВАРНЫХ ШВАХ В ПРОЦЕССЕ СВАРКИ | 2014 |
|
RU2572662C2 |
| АКУСТИЧЕСКОЕ УСТРОЙСТВО ОБНАРУЖЕНИЯ И ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ДЕФЕКТОВ В СВАРНЫХ ШВАХ | 2014 |
|
RU2582154C2 |
Изобретение относится к технологии сварки, а именно к холодной сварке неоднородных материалов, и может быть использовано при сварке материалов, хотя бы один из которых имеет хрупкое покрытие. Цель изобретения - обеспечение стабильных параметров соединения в случае сварки алюминиевой фольги с оксидным покрытием и медной фольги. Для этого алюминиевую и медную фольгу помещают между пуансоном и матрицей. Воздействуют на них внешним давлением, фиксируют момент начала возникновения сигналов акустической эмиссии. Определяют скорость следования сигналов акустической эмиссии, превышающих заданный порог амплитуды. Определяют давление, соответствующее максимальной скорости следования сигналов, снимают давление в тот момент, когда оно достигает величины, в 5 - 10 раз превышающей величину давления, соответствующую максимальной скорости следования сигналов. Способ позволяет снизить брак на 8%. 1 ил.
СПОСОБ ХОЛОДНОЙ СВАРКИ, при которой свариваемые детали размещают между матрицей и пуансоном, воздействуют на них внешним давлением с возрастающей нагрузкой, фиксируют момент начала возникновения сигналов акустической эмиссии, регистрируют сигналы, превышающие заданный порог амплитуды, и через некоторое время снимают внешнее давление, отличающийся тем, что, с целью обеспечения стабильных параметров соединения в случае сварки алюминиевой фольги, на которую нанесена оксидная пленка, и медной фольги, определяют скорость следования сигналов акустической эмиссии, определяют давление, соответствующее максимальной скорости следования сигналов, и снимают давление по достижении им значения, в 5 - 10 раз превышающего соответствующее максимальной скорости следования сигналов.
| Патент США N 4207771, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
