Изобретение относится к неразрушающим методам контроля и может быть использовано для контроля качества сварки давлением алюминиевой и медной фольги.
Целью изобретения является повышение достоверности отбраковки сварных соединений за счет того, что ограничивают диапазон давлений, в котором регистрируют сигналы акустической эмиссии (АЭ), диапазоном, соответствующим разрушению хрупкого покрытия на алюминиевой фольге и образованию ювенильных поверхностей.
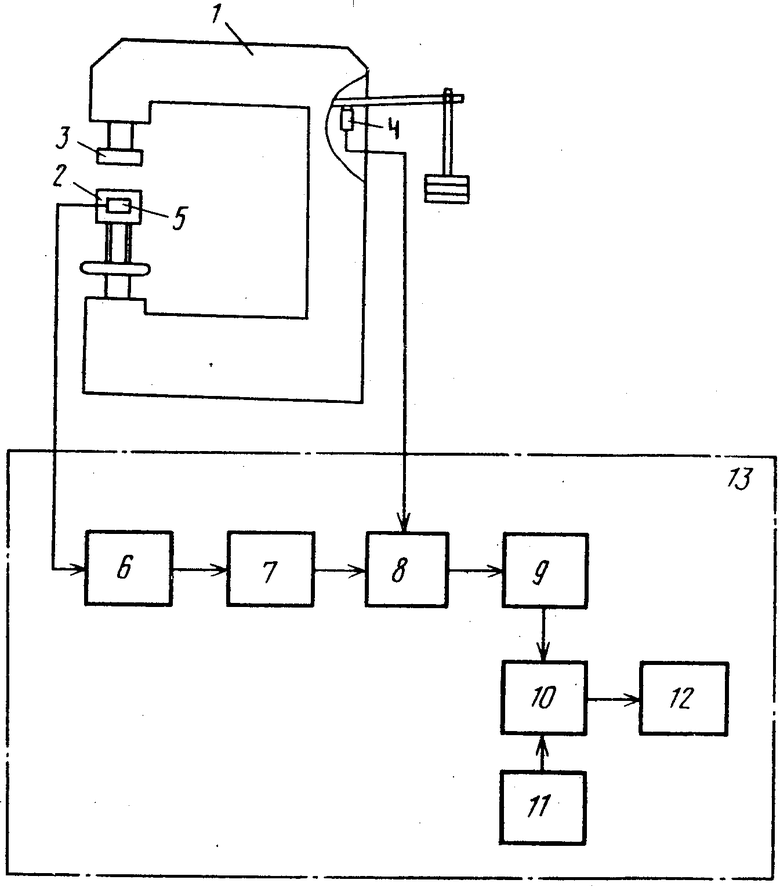
На чертеже представлено устройство для реализации способа отбраковки сварных соединений при сварке давлением.
Устройство содержит пресс 1, матрицу 2, пуансон 3, преобразователь 4 давления во временной интервал, преобразователь 5 акустико-эмиссионных сигналов, установленный на матрице с наличием акустического контакта. Кроме того, имеется усилитель 6, амплитудный дискриминатор 7, ключ 8, счетчик 9, цифровой компаратор 10, программный переключатель 11 и индикатор 12, которые образуют регистратор 13.
Способ отбраковки сварных соединений при сварке давлением осуществляют следующим образом. Устанавливают образцы алюминиевой фольги и медной фольги между матрицей 2 и пуансоном 3. Включают пресс 1. Принимают сигналы АЭ с помощью преобразователя 5 и усилителя 6 акустико-эмиссионных сигналов, предварительно установив необходимый порог амплитудного дискриминатора 7. Пропускают ключом 8 на счетчик 9 только сигналы акустической эмиссии, возникающие в заданном диапазоне давлений 100-800 Мпа. Программным переключателем 11 устанавливают наперед заданное число сигналов акустической эмиссии. Считают счетчиком 9 число сигналов, превышающих установленный амплитудный порог во временном интервале, в котором нагрузка изменяется в заданном диапазоне давлений. Сравнивают их на цифровом компараторе 10 с наперед заданным значением. Если количество сигналов акустической эмиссии достигает наперед заданного значения, то на передней панели регистратора загорается зеленый сигнал индикатора 12 "Норма", если оказывается меньше, то загорается красный сигнал индикатора "Брак".
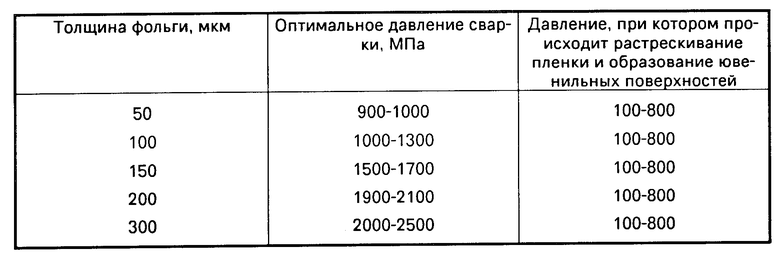
Экспериментально установлено, что в диапазоне давлений 100-800 Мпа, в котором производят регистрацию (счет) сигналов АЭ, происходит разлом хрупкого покрытия (пленки) на алюминиевой фольге и образование ювенильных поверхностей. Указанный диапазон давлений не зависит ни от толщины фольги, ни от оптимального давления сварки. Экспериментальные данные приведены в таблице.
Таким образом, данный способ позволяет повысить достоверность отбраковки сварных соединений за счет оценки качества соединения по сигналам АЭ, зарегистрированным в диапазоне давлений 100-800 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отбраковки сварных соединений при сварке давлением | 1987 |
|
SU1470047A1 |
| Способ холодной сварки давлением алюминиевой и медной фольги | 1986 |
|
SU1400825A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ | 1985 |
|
SU1381858A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
| СПОСОБ ОБНАРУЖЕНИЯ В ПРОЦЕССЕ СВАРКИ ДЕФЕКТОВ В СВАРНЫХ ШВАХ И ОПРЕДЕЛЕНИЯ ИХ МЕСТОПОЛОЖЕНИЯ ПО АКУСТИЧЕСКИМ СИГНАЛАМ | 1999 |
|
RU2156456C1 |
| Устройство обнаружения дефектов в сварных швах в процессе сварки | 2019 |
|
RU2727065C1 |
| УСТРОЙСТВО ОБНАРУЖЕНИЯ ДЕФЕКТОВ В СВАРНЫХ ШВАХ В ПРОЦЕССЕ СВАРКИ | 2014 |
|
RU2572662C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| СПОСОБ РАСПОЗНАВАНИЯ ИСТОЧНИКОВ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ, ВОЗНИКАЮЩИХ ПРИ ДЕГРАДАЦИИ МАТЕРИАЛА, ОБРАЗОВАНИИ ТРЕЩИН И РАЗРУШЕНИИ КОНСТРУКЦИИ | 2014 |
|
RU2569078C1 |
| Способ акустико-эмиссионного контроля качества сварки давлением | 1987 |
|
SU1440166A1 |
Изобретение относится к неразрушающим методам контроля и может быть использовано для контроля качества сварки давлением алюминиевой и медной фольги. Целью изобретения является повышение достоверности отбраковки сварных соединений за счет того, что ограничивают диапазон давлений, в котором регистрируют сигналы акустической эмиссии, диапазоном, соответствующим разрушению хрупкого покрытия на алюминиевой фольге и образованию ювенильных поверхностей. Устанавливают заданный порог амплитудной дискриминации, сигналы акустической эмиссии считают в диапазоне давлений от 100 до 800 МПа. 1 ил, 1 табл.
СПОСОБ ОТБРАКОВКИ СВАРНЫХ СОЕДИНЕНИЙ ПРИ СВАРКЕ ДАВЛЕНИЕМ алюминиевой и медной фольги, заключающийся в том, что сжимают алюминиевую и медную фольгу внешним давлением с возрастающей нагрузкой, регистрируют сигналы акустической эмиссии, превышающие заданный порог амплитуды, считают их, сравнивают количество сигналов с наперед заданным значением, относят к некондиционным те сварные соединения, при сварке которых зарегистрировано количество сигналов меньше наперед заданного значения, отличающийся тем, что, с целью повышения достоверности отбраковки, сигналы акустической эмиссии считают в диапазоне давления 100 - 800 МПа.
| Патент США N 4207771, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
