сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТБРАКОВКИ СВАРНЫХ СОЕДИНЕНИЙ ПРИ СВАРКЕ ДАВЛЕНИЕМ | 1985 |
|
SU1380432A1 |
| Способ холодной сварки давлением алюминиевой и медной фольги | 1986 |
|
SU1400825A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ | 1987 |
|
SU1496467A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА КОЛЬЦЕВОГО СВАРНОГО ШВА В ПРОЦЕССЕ МНОГОПРОХОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2572067C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2442155C2 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379677C1 |
| СПОСОБ ОБНАРУЖЕНИЯ В ПРОЦЕССЕ СВАРКИ ДЕФЕКТОВ В СВАРНЫХ ШВАХ И ОПРЕДЕЛЕНИЯ ИХ МЕСТОПОЛОЖЕНИЯ ПО АКУСТИЧЕСКИМ СИГНАЛАМ | 1999 |
|
RU2156456C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОЦЕССА ИНДУКЦИОННОЙ СВАРКИ | 1998 |
|
RU2139531C1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ | 1985 |
|
SU1381858A1 |
Изобретение относится к неразрушающему контролю и может быть использовано для контроля сварных соединений при сварке давлением по сигналам акустической эмиссии (АЭ)„ Целью изобретения является повышение достоверности контроля за счет определения по сигналам АЭ качества подготовки поверхности и корректировки режимов контроля в процессе сваркио Регистрируют сигналы АЭ от растрескивания оксидной пленки и по их количеству Пр определяют качество подготовки поверхности образово Верхнюю границу диапазона давлений для счета сигналов АЭ устанавливают в зависимости от Пр 1 ило
Изобретение относится к неразру- шакяцему контролю и может быть исполь- зойано для контроля сварньк соединений при сварке давлением по сигналам акустической эмиссии
Целью изобретения является повышение достоверности контроля за счет определения йо сигналам акустической эмиссии качества подготовки поверхности и корректировки режимов контроля в процессе сварки
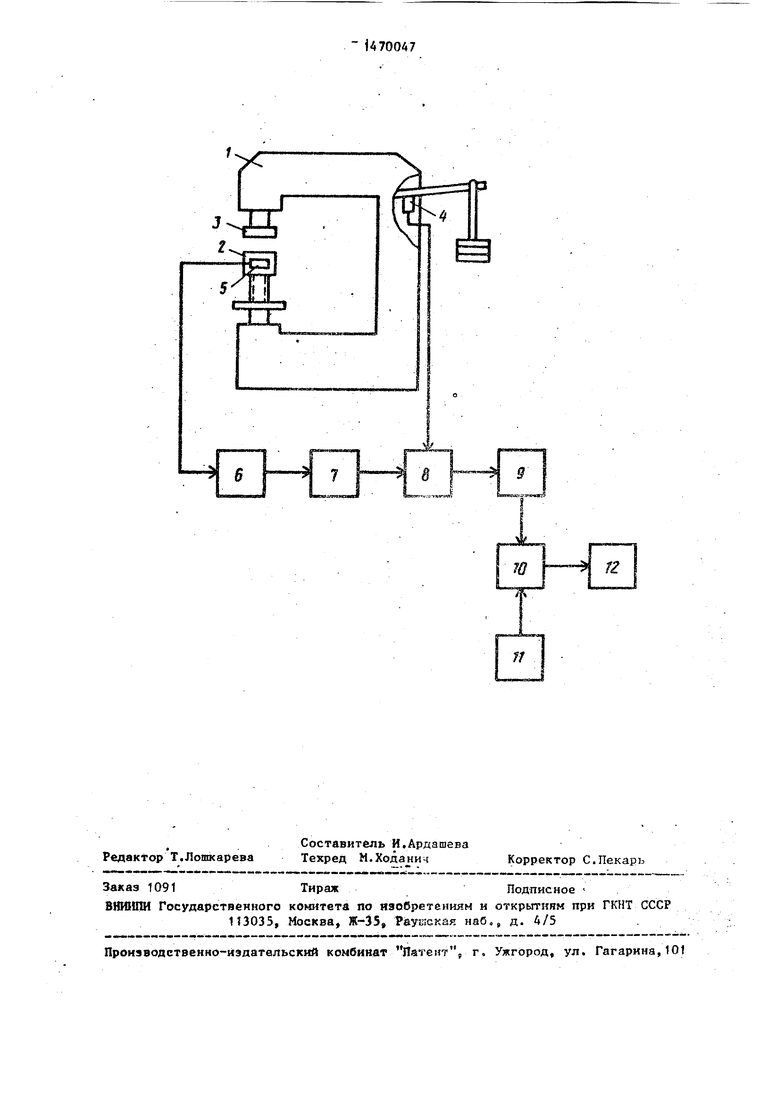
На чертеже представлена схема реализации способа отбраковки сварных соединений при сварке давлением металлов и сплавов, содержащая пресс 1, матрицу 2, пуансон 3, преобразо- ватель 4 давления во временной интервал, последовательно соединенные преобразователь 5 , сигналов акустической эмиссии, установленный на матрице 2, усилитель 6, амплитудный дискриминатор 7, ключ 8,. счетчик 9, цифровой компаратор 10 и программный переключатель 11, индикатор 12, соединенный с вторым выходом цифрового компаратора 10„ Выход преобразовате- ля 4 давления соединен с вторым входом ключа 8(,
Способ отбраковки сварных соединений при сварке металлов и сплавов осу111ествляется следующим образом
Полоску эталонного образца (на чертеже не показан) из алюминиево й фольги, устанавливают на матрицу 2 и проводят подготовку поверхности образца к холодной сварке Сдавлива- ют образец сварочным пуансоном 3 возрастающим давлениемо Принимают
45s XI
1: N4
сигналы акустичестчой эмиссии преобразователем 5, счетчиком 9 считают число п импульсов акустической эмис сиИо Затем устанавливают рабочие об- разцы (на чертеже не показаны) алюминиевой и медной фольги между матрицей 2 и пуансоном 3 и сдавливают образцы возрастающим давлением, С помопдью ключа 8 на счетчике 9 ре- гистрируют и считают фактическое число Пр сигналов акустической эмиссии от растдесгшвания оксидной пленки в диапаэ©не давлений от 50 до 300 Ша При соотношении k .,, 1-3 рабочие образы сваривают,,если указанное соотношение не выпол-- няется, то образцы считают- непригод-. ными для сварки. Сварку и отбраковку произЕЮДят следующим образоМо Рабочие образ1№1 устанавливают между матрицей 2 и щ ансоном 3, Включают пресс 1„ Регистрируют сигналы акустической эмиссии с помопцью преобразователя 5 усилителем б усиливают сигналы, пред- варительно устанавливают порог амплитудного дискриминатора 7„ Пропускают ключом 8 на счетчик 9 сигналы акустической эмиссии в заданном диапазоне давлений от 100 МПа до давленияJ установлен Но.го но зависимости Р 0,8 К-10 МПйо Программным переключателем 11 устанавливают наперед заданное число сигналов, на цифровом компараторе 10 сравнивают это число с показаниями счетчика 9„ Если число сигналов акустической эмиссии достигло наперед заданного
значения, то на индикаторе 12 загорается сигнал Норма, если число сигналов акустической эмиссии меньше заданного значения, то на индикаторе 12 загорается сигнал Брак, Таким образом, способ позволяет повысить достоверность за счет выбора верхней границы диапазона давлений в зависимости от качества подготовки поверхности под сварку, которое оценивают по сигналам акустической эмиссиио
Формула изобретения
Способ отбраковки сварных соединений при сварке давлением металлов и сплавов, заключающийся в том, что нагружают свариваемые образцы внешни давлением, регистрируют сигналы к / акустической эмиссии, считают их количество в заданном диапазоне давлений с нижней границей МПа и относят к некойт диционным те образцы,при сварке которых зарегистрировано количество сигналов меньше заданного значения, о т личающийся тем, что, с целью повышения достоверности, предварительно нагружают образцы и считают количество Пр импульсов в диапазоне давлений от 50 до 300 МПа, сравнивают с эталонным значением п количества импульсов, а верхнюю границу диапазона давлений для счета сигналов устанавливают по соотношению Р 0,8 К 10 МПа, где К -.
. Р
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
