Изобретение от}1осится к обработке металлов давлением, в частности к производству гнутых профилей проката в валках профилегибочных станов, и предназначено для использования преимущественно в черной металлургии, а также в строительстве, тракторном, сельскохозяйственном машиностроении и судостроении..
Целью изобретения является повышение качества профилей с замковым элементом у одной из боковых кромок и элементом двойной толщины у другой кромки за счет предупреждения винто- образного скручивания и предотвращения снятия поверхности на кромках и в местах изгиба.
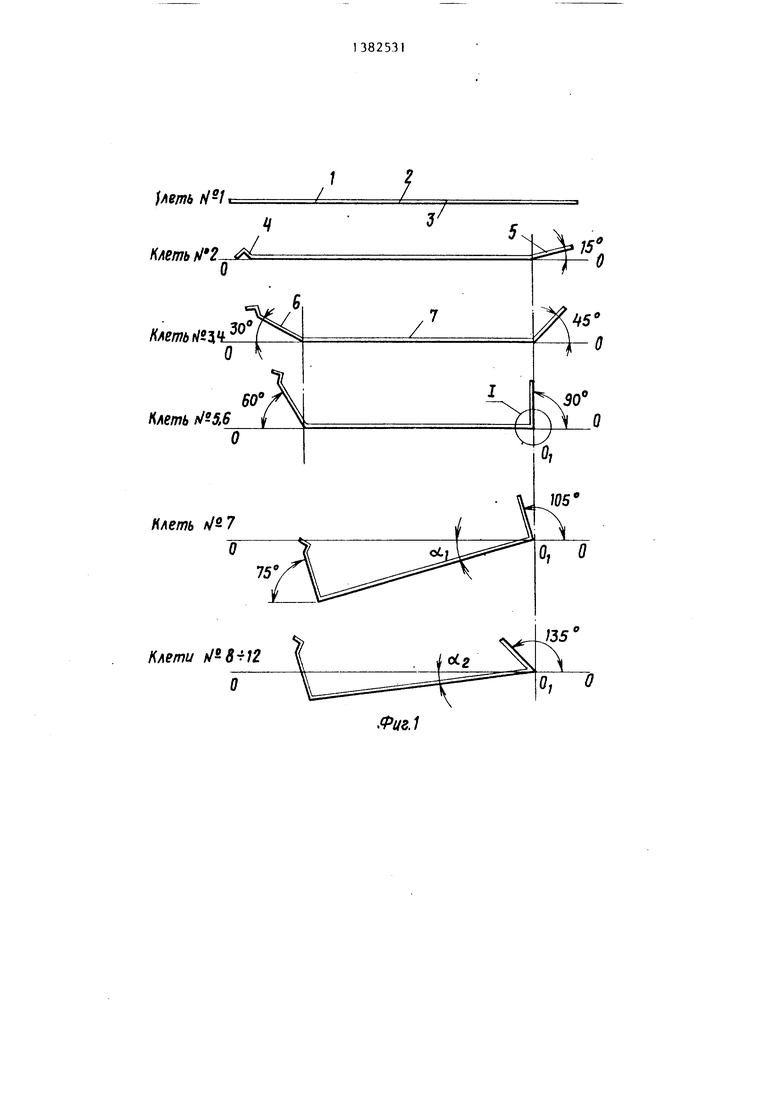
На фиг. 1 показана схема технологических переходов формообразования несимметричных гнутых профилей; на фиг. 3 - узел I на фиг. 1 (точка О,), расположенная на пересечении наружной образующей отбортовки и стенки, вокруг которой осуществля- ют поворот профиля в поперечном сечении); на фиг. 4 - узел II на фиг. 2 (точка О,, расположенная на пересечении наружной образующей стенки и полки с отбортовкой); на фиг. 5- поворот сечения профиля вокруг точки О, для расчета угла.
В первых переходах 1-6 из полосовой заготовки 1, состоящей из металл 2 и покрытия 3, в валках профилеги- бочного стана отформовывают замковый элемент 4, и подгибают плоский краевой участок 5 у одной из боковых кромок до вертикального положения и полку 6, при этом стенку 7 профиля располагают в плоскости формовки 0-0, после этого осуществляют поворот профиля в поперечном сечении на угол с(, относительно точки 0, рас-
положенной на пересечении линий,
являющихся продолжением наружных поверхностей участка 5 и стенки 7, которую располагают в плоскости формовки 0-0 в направлении подгибки плоского краевого участка 5, при этом кромку замкового элемента 4 выдерживают на этом же уровне, а в процессе дальнейшей подшибки плоского краевого участка 5 осуществляют поворот стенки 7 в обратном направлении на угол а( с образованием эле- мента двойной толщины кромки, затем осуществляют подгибку полки 8 с элементом двойной толщины, при этом
точку Oj, расположенную на пересечении линии, являющихся продолжением наружных поверхностей стенки 7 и полки 8 с элементом двойвой толщины располагают в плоскости формовки 0-0.
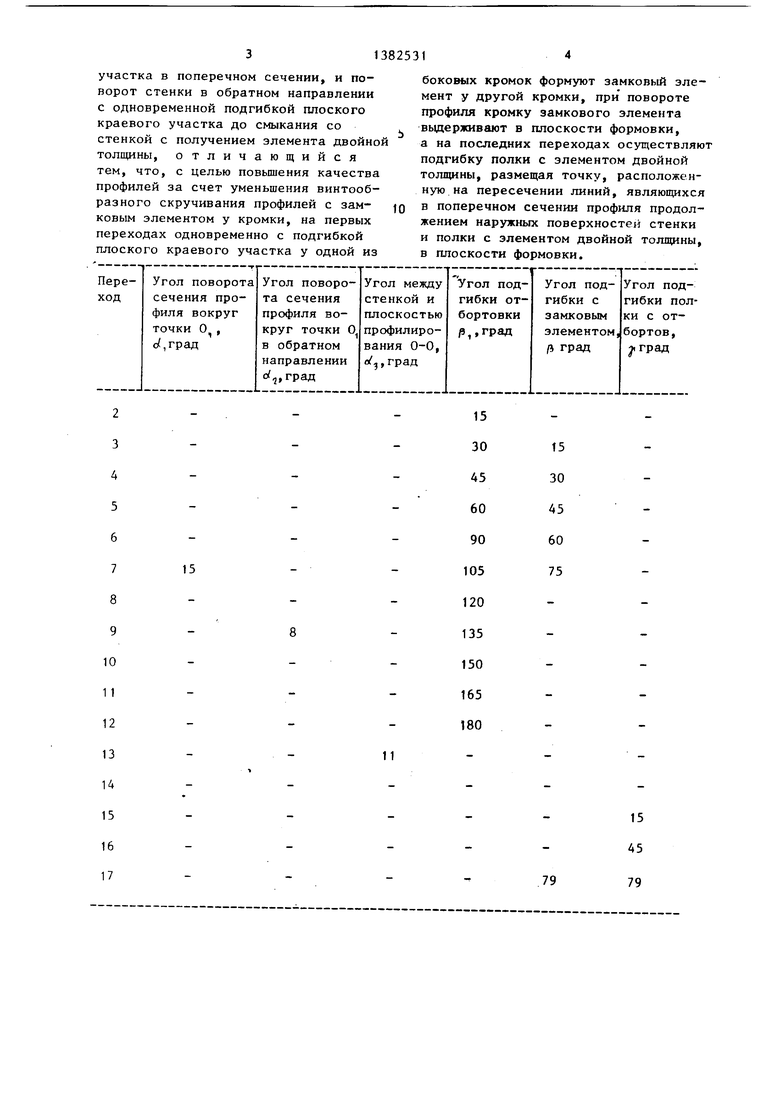
Конкретный режим формообразования профиля указан в таблице, Величину угла с/, поворота сечения профиля относительно точки О,, определяют по формуле
,0 АВ с/, arctg ---,
Так например, для профиля ПМ-21 с шириной стенки 59 мм и полки 24 мм угол о(, составляет 15°, угол с
- и составляет 8°.
Несимметричные гнутые профили, изготовленные предлагаемым способом, характеризуются стабильностью геометрических размеров и хорошим качеством поверхности покрытия в местах изгиба и на кромках. Скручивание профиля составляет 045 - на погонный метр.
Предлагаемый способ в сравнении с известным обладает следующими преимуществами:
повышается качество поверхности;
скручивание профиля уменьшается с ГЗО - 2° до 045 -0 50 на погонный метр, что находится в пределах требований;
обеспечивается возможность расширения сортамента гнутых несимметричных профилей с покрытиями и замковым элементом у кромки.
Формула изобретения
Способ изготовления несимметричных гнутых профилей проката с элементом двойной толщины у кромки, преимущественно с покрытием, включающий подгибку плоского краевого участка у одной из боковых кромок до вертикального положения при размещении стенки в плоскости формовки, поворот профиля в направлении подгибки плоского краевого участка относительно точки, расположенной в плоскости формовки на пересечении линий, являющихся продолжением наружных поверхностей стенки и подогнутого плоского краевого
участка в поперечном сечении, и поворот стенки в обратном направлении с одновременной подгибкой плоского краевого участка до смыкания со стенкой с получением элемента двойно толщины, отличающийся тем, что, с целью повышения качества профилей за счет уменьшения винтообразного скручивания профилей с замковым элементом у кромки, на первых переходах одновременно с подгибкой плоского краевого участка у одной из
боковых кромок формуют замковый элемент у другой кромки, при повороте профиля кромку замкового элемента выдерживают в плоскости формовки, а на последних переходах осуществляют подгибку полки с элементом двойной толщины, размещая точку, расположенную на пересечении линий, являющихся в поперечном сечении профиля продолжением наружных поверхностей стенки и полки с элементом двойной толщины, в плоскости формовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1986 |
|
SU1346293A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040991C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2044584C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2065791C1 |
| Способ изготовления гнутых несимметричных профилей полузакрытого типа | 1981 |
|
SU997902A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| Способ изготовления гнутых профилей | 1989 |
|
SU1710166A1 |
| Способ изготовления несимметричных гнутых профилей | 1985 |
|
SU1278059A1 |


Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей проката в валках профилегибочных станов, и предназначено для использования преимущественно в черной металлургии, судостроении и других отраслях машиностроения. Целью изобретения является повьшение качества профилей с покрытиями и элементом двойной толщины у одной из кромок и замковым элементом у другой кромки. В первых переходах у одной боковой кромки формуют замковый элемент и подгибают плоский краевой элемент у другой из боковых кромок до вертикального положения, вьщерживая стенку в плоскости формовки. Затем поворачивают профиль в поперечном сечении относительно точки, расположенной в плоскости формовки, на пересечении линий, являющихся продолжением наружных поверхностей стенки и подогнутого плоского краевого участка в поперечном сечении, в направлении подгибки этого краевого участка. Кромку замкового элемента при повороте выдерживают в плоскости формовки. Затем поворачивают стенку в обратном направлении с подгибкой плоского краевого участка до смыкания со стенкой с получением элемента двойной толщины. На последних переходах отгибают полку с элементом двойной толщины, размещая точку, расположенную в поперечном сечении на пересечении линий, являющихся продолжением наружных поверхностей стенки и полки, в плоскости формовки. 5 ип. 1 табл. (Л со 00 IsD СЛ СО
2 3 4 5 6 7 8 9
10 1 1 12 13 14 15 16 17
15
t5 30 45 60 75
79
15 45
79
/Ие/776 V-/.
Клеть fJ 2Клеть tlS3i4
О
Плеть iJ-5.6
60
Нлеть VS7
Клети
77
;
5
-О
%50
Л о
т
о, о
.. /
Плеть
Клеть А/«/
Клеть 15.16- (7
Плеть А/2/7
Фиг.3
75
Риг.г
Oj О
Фиг.
Л О
Фкг.5
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1986 |
|
SU1346293A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
