Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей в валках профи- легибочных станков, и предназначено для использования преимущественно в черной металлургии, а также в строительстве, тракторном н сельскохозяйственном машиностроении и судостроении.
Цель изобретения - повышение качества профилей с элементами двойной тол- шины у кромок за счет предотвраш,е- ния смятия кромок.
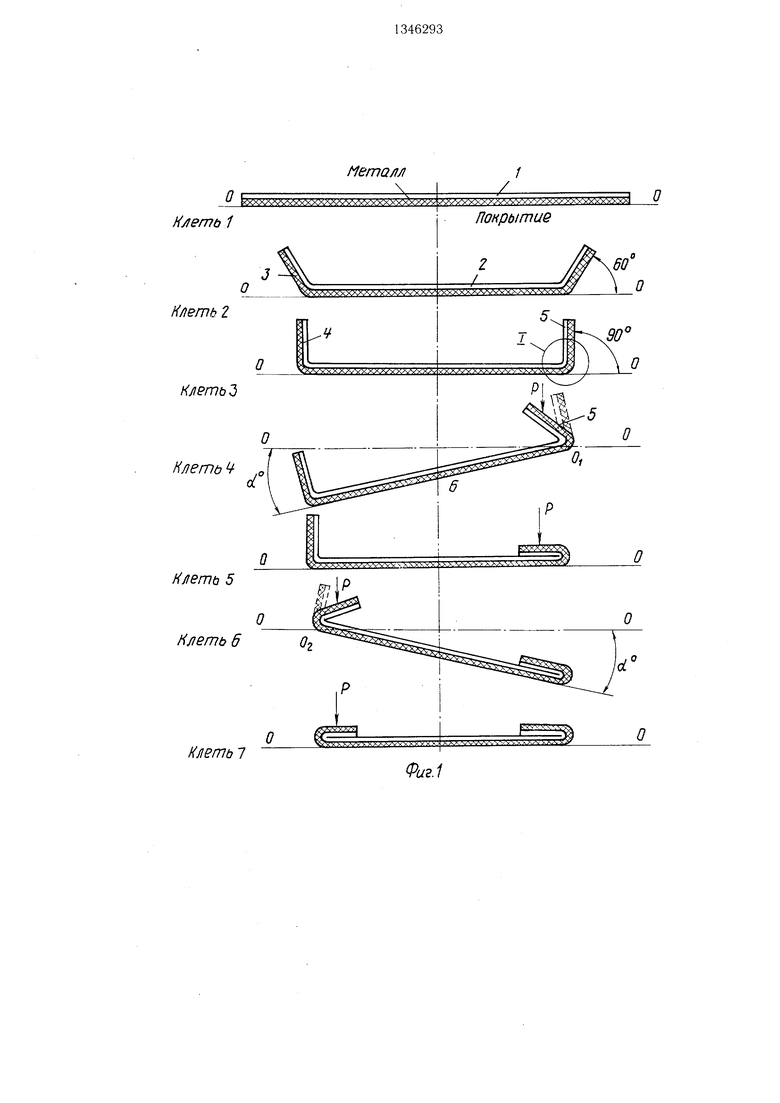
На фиг. 1 показана схема технологических переходов формообразования профиля с эле.ментами двойной толщины у кромок; па фиг. 2 - узел I на фиг. 1 (элемент профиля в момент поворота его относительно точки Oi, расположенной на пересечении наружной образующей полки и стенки); на фиг. 3 - поворот сечения профиля вокруг точки Oi. для расчета угла а.
Способ реализуют в валках профиле- гибочного стана 05-2X20-300 при скорости формовки 30 м/мин. В первых переходах № 1-3 из полосовой заготовки 1, состоящей из металла 2 и покрытия 3 в валках профилегибочного стана форморбразу- ют периферийные участки полок 4 и 5 до вертикального положения.
Затем в переходе jNb 4 осуществляют поворот профиля на угол а в поперечном сечении относительно точки Of, расположенной на пересечении наружной образую- П1ей полки 5 и стенки 6 в 1аправле- нии подгибки данной полки с одновременной ее подгибкой. Поворот профиля в поперечном сечении обеспечивает наклон полки о вовнутрь профиля. Величину угла а поворота сечения профиля относительно точек О| и О) определяют по зависимости:
осarcti
)20i
Так, например, для профиля ПМ-22 с пшрипой стенки 35 мм и полки 15 мм угол ее составил 23°.
Затем в переходе оЧ 5 поворачивают профиль до исходного положения стенк:- б с одновременной подгибкой полки 5 до ее смыкания со стенкой б. В переходе № б осунюствляют поворот профиля в поперечном сечении относительно точки О2, расположенной на пересечении наружной образующей полки 4 и стенки 6 на угол а, в направлении подгибки данной полки с одновременной ее подгибкой. В переходе № 7 поворачивают профиль до исходного положения стенки б с одновременной подгибкой полки 4 до ее смыкания со стенкой б. Как показали данные опытной проверки, профили с элементами двойной тол- щины у кромок, изготовленные по предлагаемому способу, характеризуются стабильностью геометрических размеров и хо- рощим качеством поверхности покрытия вдоль подгибаемых элементов и на кромках. Согласно данным проведенных исследований, изобретение, в сравнении с известным способом, обладает следующими преимуществами:
повышается качество поверхности; нарушение сплощности покрытия и смятие кро0 мок отсутствует; разноширинность полок подгибаемых элементов уменьшилась с 1,5-2 мм до 0,5 мм на погонный метр, что находится в пределах требований ТУ;
обеспечивается возможность расширения
сортамента гнутых профилей с покрытиями и элементами двойной толщины у кромок.
Формула изобретения
Q Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок преимущественно с покрытием, включающий последовательную подгибку полок по переходам до вертикального положения и окончательную подгибку до их смыкаг ния со стенкой, отличающийся тем, что, с целью повышения качества профилей за счет предотвращения смятия кромок подгибаемых элементов, стенку профиля располагают в плоскости формовки и после подгибки полок до вертикального положения осущест0 вляют последовательную формовку каждого элемента двойной толщины, при этом в процессе каждой формовки осуществляют поворот профиля в поперечном сечении относительно точки, расположенной в плос- кости формовки на пересечении линий, яв- ляющихся продолжением наружных поверхностей стенки и полки, а окончательную подгибку полок до их смыкания со стенкой осуществляют одновременно с поворотом профиля до исходного положения стенки.
0 b 1
ОООУ
yStVxxXXXAA Soc %6o C Xx X
По
Нлеть 2
,3
Нлегпд о d
H/iemt 5
Нлеть 6
Клеть 7
/
/ St i yy yXXXX(VXX
Покрытие
U2.1
1346293 I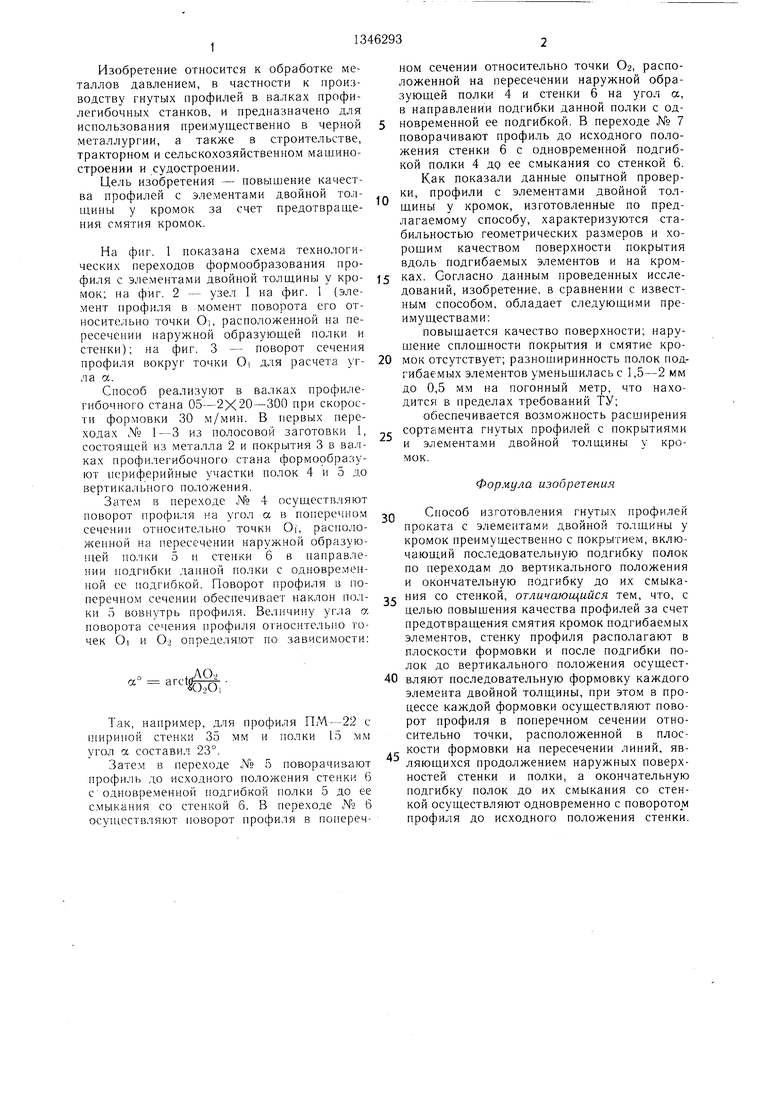
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления несимметричных гнутых профилей проката с элементом двойной толщины у кромки | 1986 |
|
SU1382531A1 |
| Способ изготовления гнутых профилей | 1979 |
|
SU841706A1 |
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1980 |
|
SU893308A1 |
| Способ изготовления гнутых про-филЕй | 1979 |
|
SU837468A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ изготовления полузамкнутых гнутых профилей | 1987 |
|
SU1489883A1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| Способ изготовления коробчатых профилей | 1980 |
|
SU910280A1 |
Изобретение относится к обработке металлов давление.м, в частности к производству гнутых профилей в валках про- филегибочных станов, и предназначено для использования преимущественно в черной металлургии, строительстве, сельскохозяйственном машиностроении и судостроении. Цель изобретения - повышение качества профилей за счет предотвращения смятия кромок. Согласно изобретению на первых переходах осуществляют подгибку полок до их вертикального положения при размещении стенки в плоскости формовки и последующую формовку элементов двойной толщины. В процессе каждой формовки поворачивают профиль относительно точки, расположенной на пересечении наружной образующей полки и стенкн, в направлении подгибки данной полки с одновременной ее подгибкой. Затем возвращают стенку в плоскость формовки с одновременной догибкой полки до ее смыкания со стенкой с образованием элемента двойной толщины. Профили, изготовленные согласно изобретению, характеризуются стабильностью геометрических размеров и хорощим качеством поверхности покрытия вдоль подгибаемых элементов и на кромках. 3 ил. $ (Л со 4 о ND СО со
Фиг. 2
О А
,
Фиг.
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1980 |
|
SU893308A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
