Изобретение относится к обработке металлов давлением из полосового и ленточного материала на валках специальной формы и предназначено для использования преимущественно в черной металлургии, а также в строительстве, тракторном и сельскохозяйственном машиностроении и судостроении.
Цель изобретения - улучшение качества несимметричных профилей, имеющих количество мест изгиба более четырех, с элементами двойной толщины за счет предупреждения их винтообразного скручивания и продольного прогиба, а также сохранения сплошности покрытия.
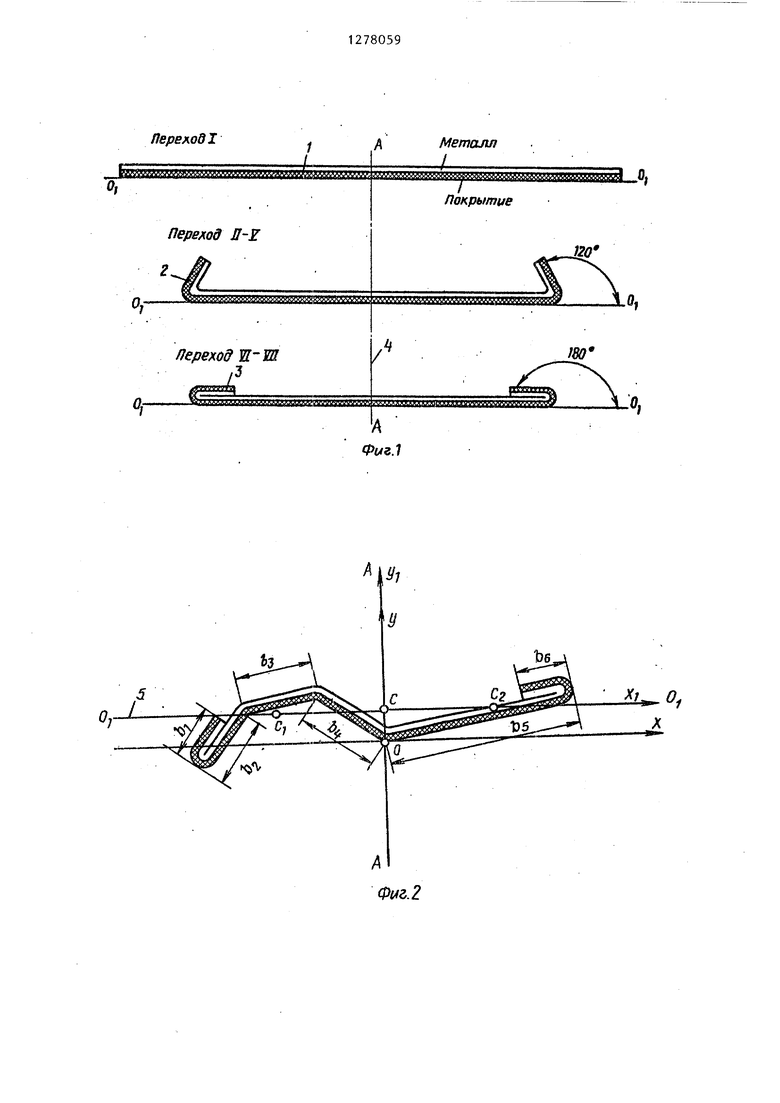
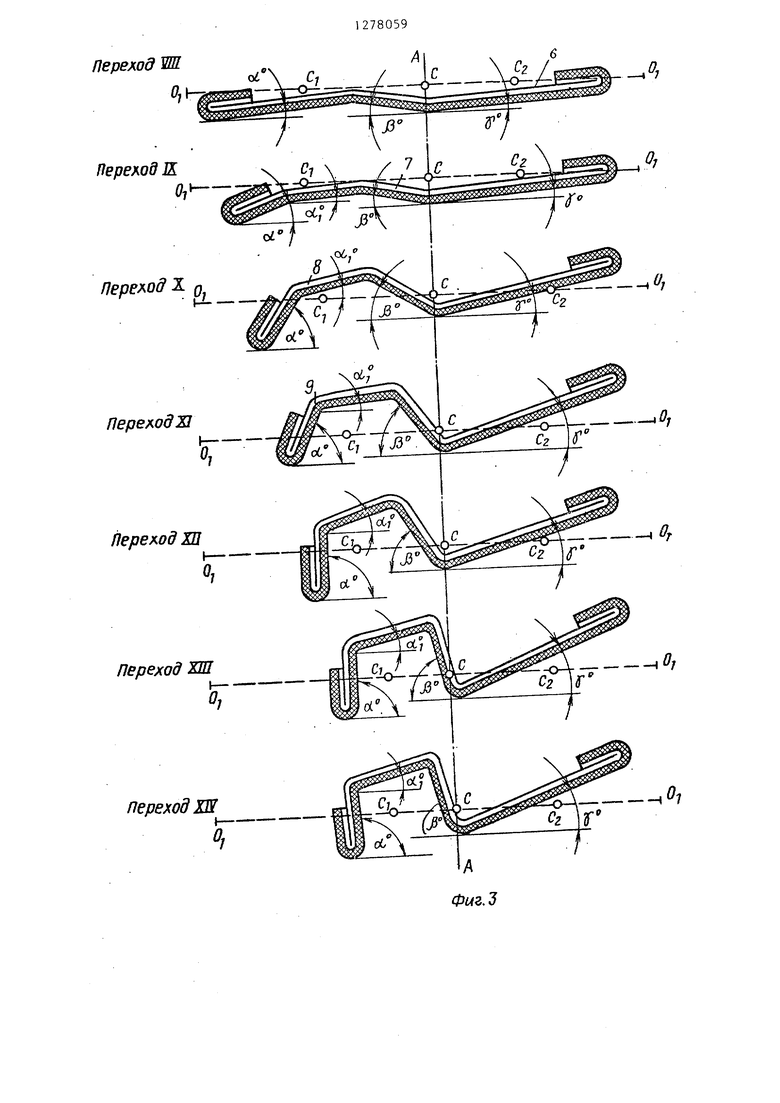
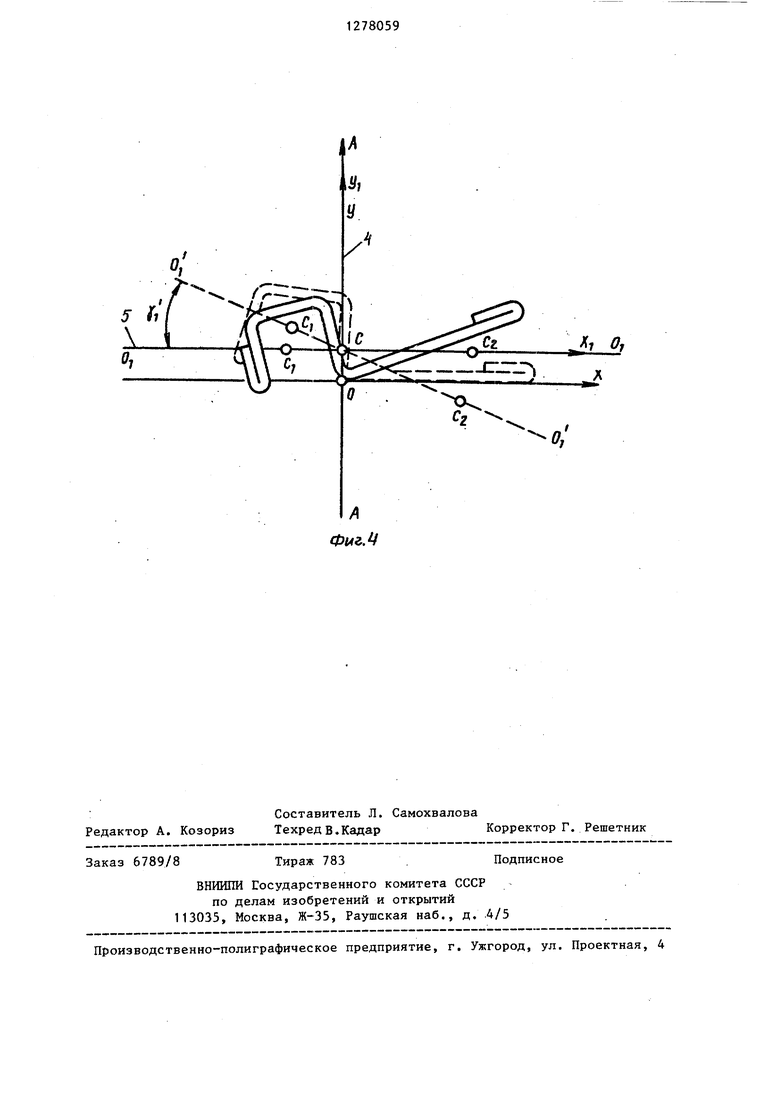
На фиг, 1 показана технологическая схема калибровки несимметричного гнутого профиля в переходах I-VH; на фиг, 2 - схема разбивки попе:реч- ного сечения заготовки несимметричного гнутого профиля на элементы; на фиг, 3 - технологическая схема калибровки профиля в клетях VIII- -XIX; на фиг. 4 - поворот сечения профиля на угол ТС
В первых переходах I-VII из полосовой заготовки 1 из металлопласта толщиной 1,2 мм и шириной 145,мм в валках профилегибочного йтана фор- мообразуют .периферийные участки 2 до получения элементов 3 двойной толщины.
При определении режимов профилирования в клетях VIII-XIX поступают следующим образом.
Вычерчивают эскиз проектируемого перехода, разбивают поперечное сечение заготовки в проектируемом переходе на прямоугольные элементы шириной Ь), и толщиной S- и выбирают произвольную систему координат X, Y, определяют координаты центра тяжести поперечного сечения заготовки по формулам
-
Zb i S J Xci
Tbi s7
«
Zbi Si Yc
Tbfsr
Через центр тяжести С проводят вертикальную ось 4, производят разбивку элемента, который пересекает эту ось, на два подэлемента, принадлежащие различным частым сечения. Выбирают новую систему осоординат X.(Y , в которой начало координат Сов- падает с центром тяжести С сечения профиля, а плоскость 5 профилирова
ния 0.-0 - с осью Х. В новой системе координат определяют значение Х(УС. для левой и Х, Д правой частей сечения. Определяют координаты центров тяжести С для левого и С для правого сечений. В новой системе координат определяют значение Хс, , Y для левой и Х. сг для правой частей сечения,
Поскольку плоскость формовки расположена на прямой О,-0, то линейные скорости точек С и Cg между собой равны, следовательно, выполняется условие .
Если полученные значения Y и отличаются от нуля, то:
а)в предчистовых переходах изменяют значение угла подгибки у большой стенки 6 (при фиксированном значении углов сА , , и jb) и определяют координаты центров тяжести частей профиля Cj и Cg. Таким же образом поступают с углами cli, с, и f (при
фиксированном значении угла Т )
б)в чистоззых переходах поворачивают сечение профиля относительно начала координат до совмещения линии Oj-O соединяющей центры тяжести Cj и Cj сечений левой и правой частей профиля с плоскостью профилирования .
Угол поворота заготовки определяют по формуле
5 arctg YCI
сг
- X
(2)
ci
Подгибку полки 7 осуществляют на угол р, подгибку стенки 8 - на
40 угол , подгибку малой полки 9- с отбортовкой - на угол d, .
: Форма проектируемого перехода зависит от величины углов подгибки О,
, Р , S .
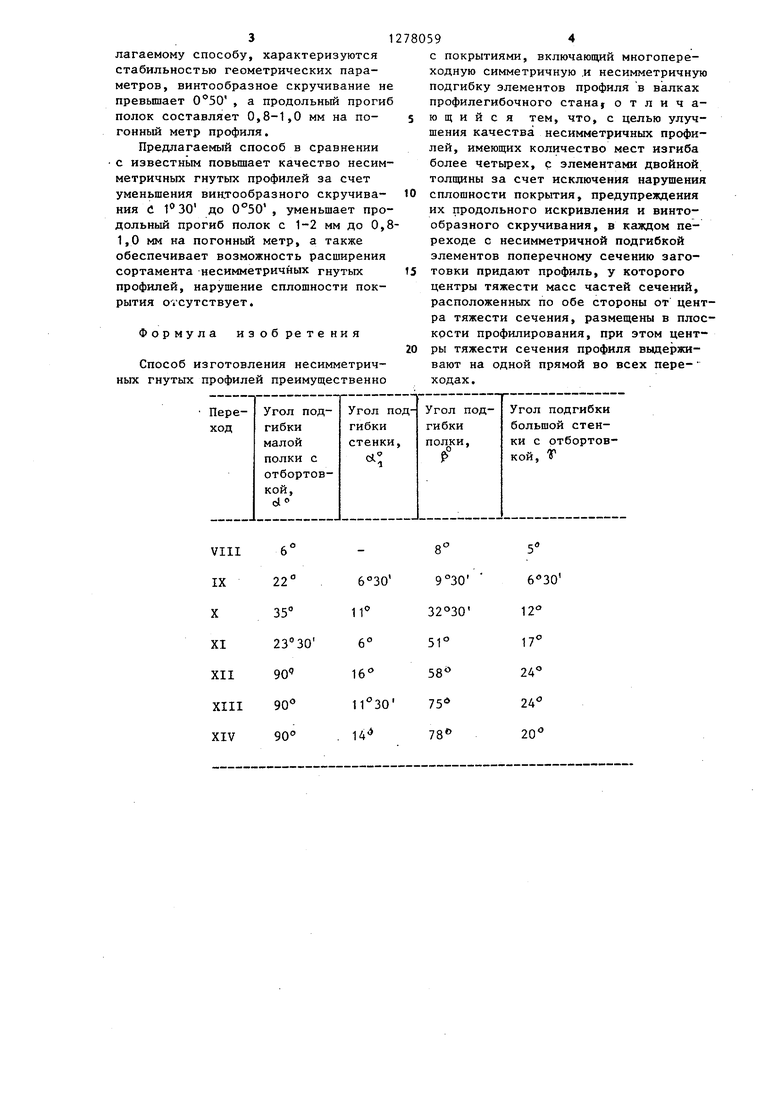
45 Режимы профилирования несимметричного гнутого профиля из металлопласта ПМ-12, определенные согласно предлагаемому способу приведены в таблице,
50 Значения углов определены в переходах VIII-XI при фиксированных значениях углов р и Т . Значения углов jb и If определены в переходах XII-XIV при фиксированных значениях
55 углов 01 и с -i .
Из результатов опытной проверки следует, что несимметричные гнутые профили, изготовленные согласно пред31
латаемому способу, характеризуются стабильностью геометрических параметров, винтообразное скручивание не превышает , а продольный прогиб полок составляет 0,8-1,0 мм на погонный метр профиля.
Предлагаемый способ в сравнении с известным повышает качество несимметричных гнутых профилей за счет уменьшения винтообразного скручивания С 1°30 до , уменьшает продольный прогиб полок с 1-2 мм до 0,8 1,0 мм на погонный метр, а также обеспечивает возможность расширения сортамента несимметричных гнутых профилей, нарушение сплошности покрытия огсутствует«
Формула изобретения
Способ изготовления несимметричных гнутых профилей преимущественно
780594
с покрытиями, включающий многопереходную симметричную ,и несимметричную подгибку элементов профиля в валках профилегибочного стана о т л и ч а5 ю щ и и с я тем, что, с целью улучшения качества несимметричных профилей, имеющих количество мест изгиба более четырех, с элементами двойной толщины за счет исключения нарушения
10 сплошности покрытия, предупреждения их продольного искривления и винтообразного скручивания, в каждом переходе с несимметричной подгибкой элементов поперечному сечению загоt5 товки придают профиль, у которого центры тяжести масс частей сечений, расположенных по обе стороны от центра тяжести сечения, размещены в плоскости профилирования, при этом цент20 ры тяжести сечения профиля выдерживают на одной прямой во всех пере- ходах.
: Oj
Фид.2
Переход Ж Oi
Переход Ж
Перемд 0
г --
Перемд
Переход ХП
Переход Ml
переход ХУ
Д,
jf, о,
О

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1269878A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| Способ изготовления тонкостенных гнутых профилей | 1987 |
|
SU1484403A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040992C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU969366A1 |
| Способ производства несимметричных гнутых профилей | 1980 |
|
SU917399A1 |
| Способ изготовления гнутых профилей проката | 1984 |
|
SU1169773A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
Изобретение относится к обработке металлов давлением из полосового и ленточного материала, в валках специальной формы и предназначено для использования преимущественно в черной металлургии, а также в строительстве, тракторном и сельскохозяйственном машиностроении, судостроении. Целью изобретения является ухгучшение качества сложных несимметричных профилей за счет предупреждения их винтообразного скручивания и продольного прогиба. В процессе из- готовления несимметричных гнутых профилей из плоской заготовки в валках профилегибочного стана в нескольких переходах формируются периферийные участки до получения элементов двойной толщины. Затем в каждом переходе с несимметричной подгибкой элементов поперечному сечению заготовки придают профиль, у которот го центры тяжести масс частей сечений, расположенных по обе стороны от вертикальной оси, проходящей через центр тяжести сечения, размещены на одной прямой, лежащей в плоскости профилирования. Гнутые профили имеют стабильные геометрические параметры, винтообразное скручивание не превышает 0°50 , а продольный прогиб полок составляет 0,8-.1,0 мм на погонный метр профиля. 4 ил., 1 табл. (Л С
А ФигМ
Редактор А. Козориз
Составитель Л. Самохвалова
Техред В.КадарКорректор Г. Решетник
Заказ 6789/8
Тираж 783
ВНИИПИ Еосударственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. Л/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
