(21)4004543/31-27
(22)07.01.86
(46) 23.03.88. Бюл. (Р 1 I
(71)Краматорский индустриальный институт и Верхнесалдинское металлургическое объединение им. В.И. Ленина
(72)В.К.Катая, Л.Н.Соколов, В.В.Савицкий, Н.И.Чистяков, В.Н.Ефимов, В.И.Карнаух, И.С.Алиев и А.Е.Харлам- пиев
(53)671.735.36(088.8)
(56)Авторское свидетельство СССР № 402414, кл. В 21 J 5/06,
В 21 К 1/32, 1971.
(54)КУЗНЕЧНЫЙ БОЕК ДЛЯ СЕКЦИОННОЙ ОСАДКИ ЗАГОТОВКИ ДИСКА
(57)Изобретение относится к обработке металлов давлением, преимущественно титановых сплавов на молотах,
и может быть использовано в машиностроении. Цель - повышение качества
поковок и производительности процесса. Нагретую заготовку размещают на нижнем плоском бойке. Два симметрично расположенных выступа верхнего бойка внедряются в заготовку. В плане выступы имеют трапецеидальную форму и сопряжены малыми основаниями. Для титановых сплавов геометрические размеры выступов выбирают из соотношений oi- 65. .. 70 , г(0,5...1 )h; г, (l,6...2)h; b(8...IO)h; , где oi, - угол между сторонами трапеций; г - радиус сопряжения боковых поверхностей выступов с рабочими поверхностями выступов и корпуса; г, и R - радиусы сопряжений боковых поверхностей выступов между собой в районе соответственно меньшего и большего оснований трапеций. Повьше- ние качества поковки достигается за счет более равномерного течения металла при деформировании заготовки бойком. 1 з.п. ф-лы, 3 ил.
(Л
113
Изобретение OIHOCHTCH к обработке металлов давлением, преимущественно титановых сплавов на молотах, и может быть использовано в машинострое-
НИИ.
Целью изобретения является повышение качества поковки и производительности процесса.
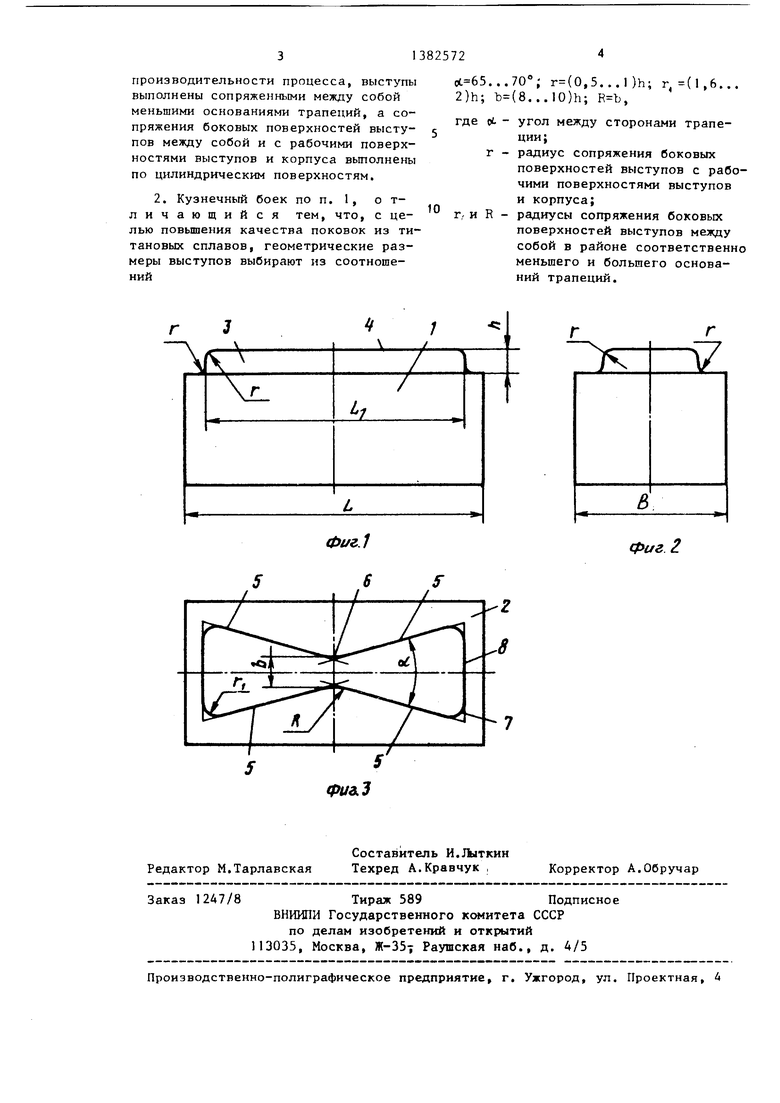
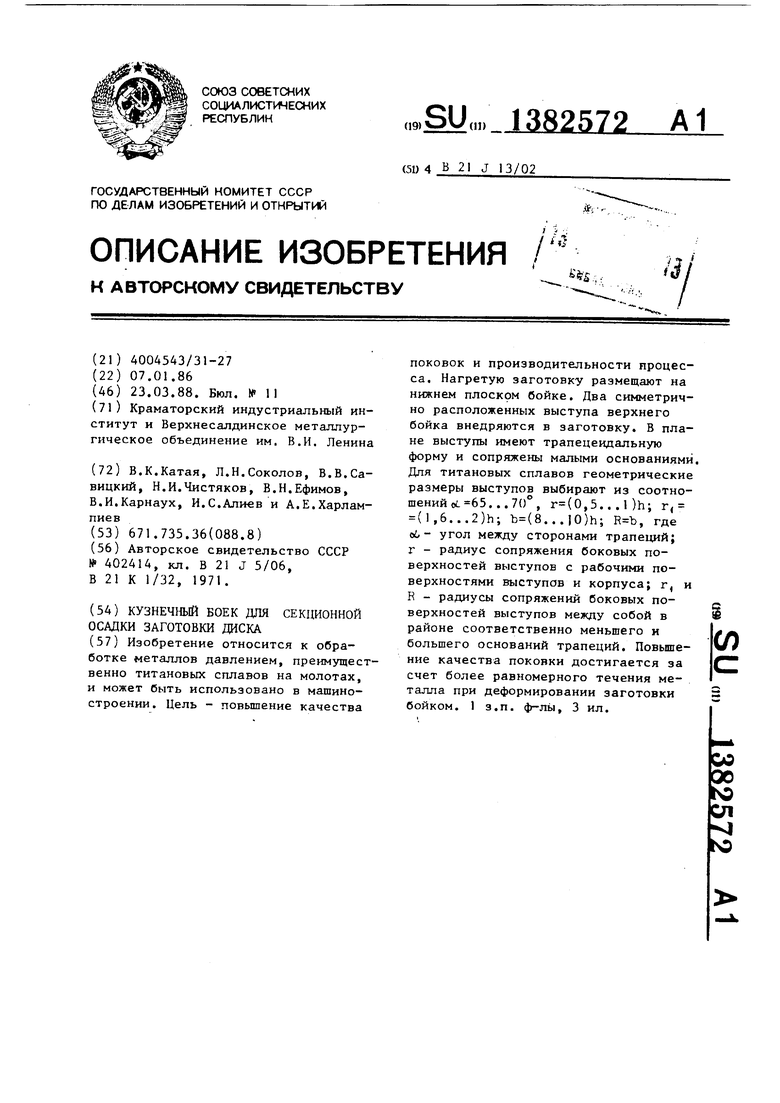
На фиг. 1 показан боек для осадки заготовки типа диска, вид спереди; на фиг. 2 - то же, вид слева; на фиг..3 - то же, вид сверху.
Кузнечный боек содержит корпус 1 с плоской рабочей поверхностью 2, на которой выполнены два выступа 3 высотой h с плоской рабочей поверхностью 4. Рабочие поверхности 2 и 4 корпуса 1 и выступов 3 выполнены параллельными между собой. Рабочие по- верхности 4 выступов 3 выполнены в виде симметрично расположенных равнобедренных трапеций, сопряженных между собой меньшими основаниями, величина которых равна Ъ. Сопряжения боковых поверхностей 5 выступов 3 между собой в районе меньшего основания выполнено по радиусной поверхности 6 (радиус R), а в районе большего основания 8 - по радиусу г, (радиусная поверхность 7). Сопряжение боковых поверхностей 5 с рабочей поверхность 4 бойка 3 выполнено по радиусу г. При использовании бойка для осадки заготовок из титановых сплавов на паровоздушных молотах боек выполняют с геометрическими параметрами выступов выбираемыми из соотношений
...70°; г(0,5...1 )h; b(8...10) r,( 1 ,6...2)h,.
где г - радиус сопряжения боковых поверхностей 5 выступов 3 с их рабочей поверхностью 4 и рабочей поверхностью 2 корпуса 1 ; (Ч, - угол между боковыми поверхностями 5 выступа 3; h - высота выступов 3; b - величина меньшего основания
выступа;
R - радиус сопряжения боковых поверхностей 5 выступов 3 между собой в районе меньшего основания;
г, - радиус сопряжения боковых поверхностей 5 выступов в районе больших оснований 8. При испольчовании бойка для получения поковок диаметром 300...450 мм
5 о
0
5
0
5
5
72
из заготовок диаметром а-180... 220 мм и высотой ...420 мм, Н ( 1 , 2 . . . 1 , 9 )1)высоту выступа 3 выполняют равной ...10 мм.
Размеры корпуса 1 L и выступов 3 L, определяют из соотношений
т -(7 Ч 1 . т -f 1 9 1 U
J. ,-1-...; - 2- L,- ,... ,: )L, ,
где IJ, и D - диаметр соответственно заготовки и поковки, при соблюдении соотношения высоты заготовки и ее диаметра Н,(1,2... 1,9)D.
Боек работает следующим образом.
Нагретую заготовку размещают на нижнем плоской бойке. Верхним бойком совершают рабочий ход на величину h, при этом выступы 3 внедряются в заготовку. Уменьшенная величина ширины выступа в центральной части по сравнению с периферией обеспечивает более равномерное течение металла по сравнению с осадкой плоскими бойками за счет уменьшения величины застойной зоны в контакте боек - загс- I
товка. Указанное явление обеспечивает более равномерную проработку металла заготовки и, как следствие, повышение качества поковки. После совершения первого рабочего хода заготовку или верхний боек поворачивают около вертикальной оси на 120° и совершают второй, а затем после поворота еще на 120 - третий рабочий ход. Затем цикл повторяют до достижения степени деформации заготовки, равной половине требуемой, после чего заготовку переворачивают и повторяют деформирование нижней поверхности до получения требуемой степени деформации. Применение кузнечного бойка повьппает и производительность процесса, так как не требуется обрабатывать заготовку по схеме трехкратной осадки с промежуточной протяжкой. .
Формула изобретения
1. Кузнечный боек для секционной осадки заготовки диска, содержащий корпус с плоской рабочей поверхностью, на которой выполнены симметрично расположенные выступы с плоскими рабочими поверхностями, в плане име Ю1ЦИМИ форму равнобедренных трапеций, отличающийся тем, что, с целью повышения качества поковки и
производительности процесса, выступы выполнены сопряженными между собой меньшими основаниями трапеций, а сопряжения боковых поверхностей выступов между собой и с рабочими поверхностями выступов и корпуса вьтолнены по цилиндрическим поверхностям.
2. Кузнечный боек по п. 1, отличающийся тем, что, с целью повышения качества поковок из титановых сплавов, геометрические размеры выступов выбирают из соотношений
...70 ; r(0,5...1)h; г (l,6... 2)h; Ъ(8,..)0)Ь; ,
где ot - угол между сторонами трапеции;г - радиус сопряжения боковых
поверхностей выступов с рабочими поверхностями выступов и корпуса;
г-и R - радиусы сопряжения боковьж поверхностей выступов между собой в районе соответственно меньшего и большего оснований трапеций.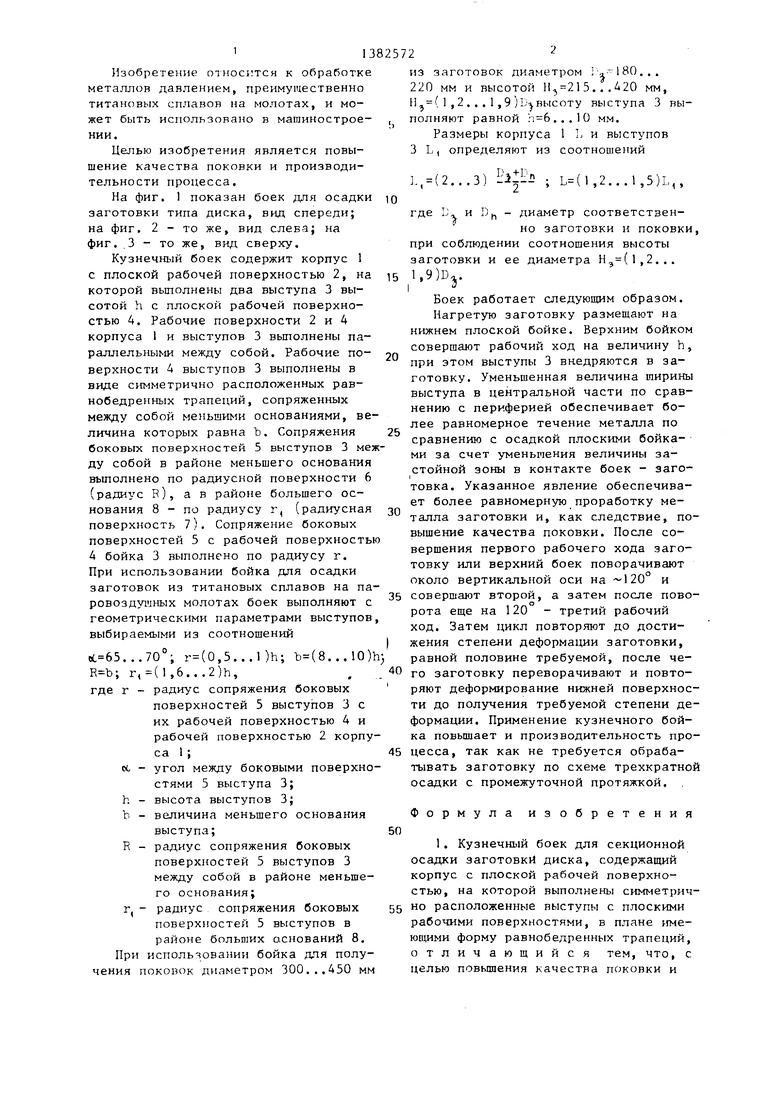
| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечный инструмент | 1981 |
|
SU1017427A1 |
| КУЗНЕЧНЫЙ БОЕК | 1971 |
|
SU315503A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ЖАРОПРОЧНОГО ТИТАНОВОГО СПЛАВА | 2023 |
|
RU2829614C1 |
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| Кузнечный боек для ковки крупных поковок | 1986 |
|
SU1323199A1 |
| Кузнечный вырезной боек | 1976 |
|
SU564074A1 |
| Боек к радиально-ковочной машине | 1986 |
|
SU1465167A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ ЗАМКА БУРИЛЬНОЙ КОЛОННЫ | 2011 |
|
RU2465980C1 |
| Кузнечный инструмент | 1986 |
|
SU1449222A1 |
| ШТОК КОВОЧНОГО МОЛОТА | 2013 |
|
RU2538063C1 |
Фиг. 2.
