Г 2/ Фиг.1 Изобретение относится к обработке метаппов давпением, в частности к инструменту дпя ковки поковки, преимущес венно на прессах. Известен инструмент для ковки заготовок, содержащий нижний плоский боек и верхний ппоский с выступом, выполненный в виде равнобедренной трапеции с определенными соотношениями Однако этот инструмент не позволяет получить высокую степень деформации по всему сечениюи Наиболее близким по своей технической сущности к изобретению является кузнечный инструмент, содержащий основание и рабочую часть, поверхность кото рой выполнена по всей длине, криволинейной с плоским участком при вершине 12. . Этот инструмент предназначен для ко ки поковок типа валов и обеспечивает проработку центральной части поковок при предварительной ковке заготовки. Юднако указанный инструмент не обес печивает удовлетворительного качества поковок типа плит из-за неравномерной проработки литой структуры слитка по всему объему такого типа поковок. Целью изобретения является расширение технологических возможностей и повышение качества поковок путем более полной их проработки. Указанная цель достигается тем, что у кузнечного инструмента, содержащего основание в рабочую часть, поверхность которой выполнена по всей длине криволинейной с плоским участком при верши не, криволинейная поверхность рабочей части выполнена по форме цилиндрическо а плоский участок выполнен в виде части эллипса с фокальными хордами, образованными торцами рабочей части, при э этом малая ось эллипса составляет ЗО40%, а фокальные хорды - 5-10% значения диаметра заготовки. На фиг. 1 изображен инструмент, аксонометрия, верхний боек; на фиг. 2 - то же, нижний боек. Радиус цилиндрической рабочей поверхности 1 инструмента (R) равен примерно половине ширины бойка (В), причем ось цилиндрической поверхности имеет искривление к сереДине бойка, обусловленное получением плоского участка 2 в форме эллипса с малой осью, проходящей через поперечную ось бойка В 3040% диаметра заготовки, и фокальными хордами ± 5-10% диаметра заготовки. Увеличение малой оси эллипса свыше 40% диаметра заготовки вызывает увеличение контактной поверхности инструмента с заготовкой, что приводит к увеличению зоны затрудненной деформации в местах максимальных деформаций и вызывает снижение величины обжатия. Уменьшение малой оси эллипса менее 30% ведет к потере устойчивости заготовки при ковке, невозможности осуществления вспомогательных операций, например рубки, и как следствие к повышению трудоемкости изготовления поковок. Выбранные соотношения размера фокальных хорд с диаметром исходной заготовки, а именно 5-10% диаметра заготовки, обеспечивают необходимую кривизну тфронта подачи для создания дополнительных сжимающих напряжений в осевой зоне заготовки, а также гарантируют устойчивость заготовки даже при смещении заготовки от оси бойка. Предложенный кузнечный инструмент по сравнению с прототипом позволяет изготавливать поковки круглого сечения типа валов и прямоугольной формы типа плит с равномерной проработкой металла по всему сечению и тем самым повысить их качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечный боек | 1976 |
|
SU841757A1 |
| Способ ковки поковок | 1982 |
|
SU1235605A1 |
| КУЗНЕЧНЫЙ БОЕК ДЛЯ РАСКАТКИ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2006 |
|
RU2349411C2 |
| Кузнечный вырезной боек | 1979 |
|
SU1049157A1 |
| СПОСОБ КОВКИ КРУПНЫХ ВАЛОВ | 1992 |
|
RU2036745C1 |
| ПОДВЕСНОЙ БОЕК | 2012 |
|
RU2507023C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| КУЗНЕЧНЫЙ БОЕК | 1971 |
|
SU315503A1 |
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| СОСТАВНАЯ ОПРАВКА ДЛЯ РАСКАТКИ КОЛЕЦ | 2001 |
|
RU2207213C2 |

КУЗНЕЧНЫЙ тОГРУМЕНТ, со-; держащий основание и рабочую часть, ni верхность которой выполнена по всей длине криволинейной с плоским участком при вершине, отли Уающийся тем, 4TOj с целью расширения технологических во «{ожностей и. повышения качества hoKOBOK путем более полной их проработки, криволинейная поверхность рабочей части выполнена по цилиндрической, а плоский участок выполнен в виде части эллипса с фокальными хордш(и, обраао1ваиными торцами рабочей части, при этом малая ось эллипса составляет ЗО-40%, а фокальные хорды5-10% значения диаметра заготовки.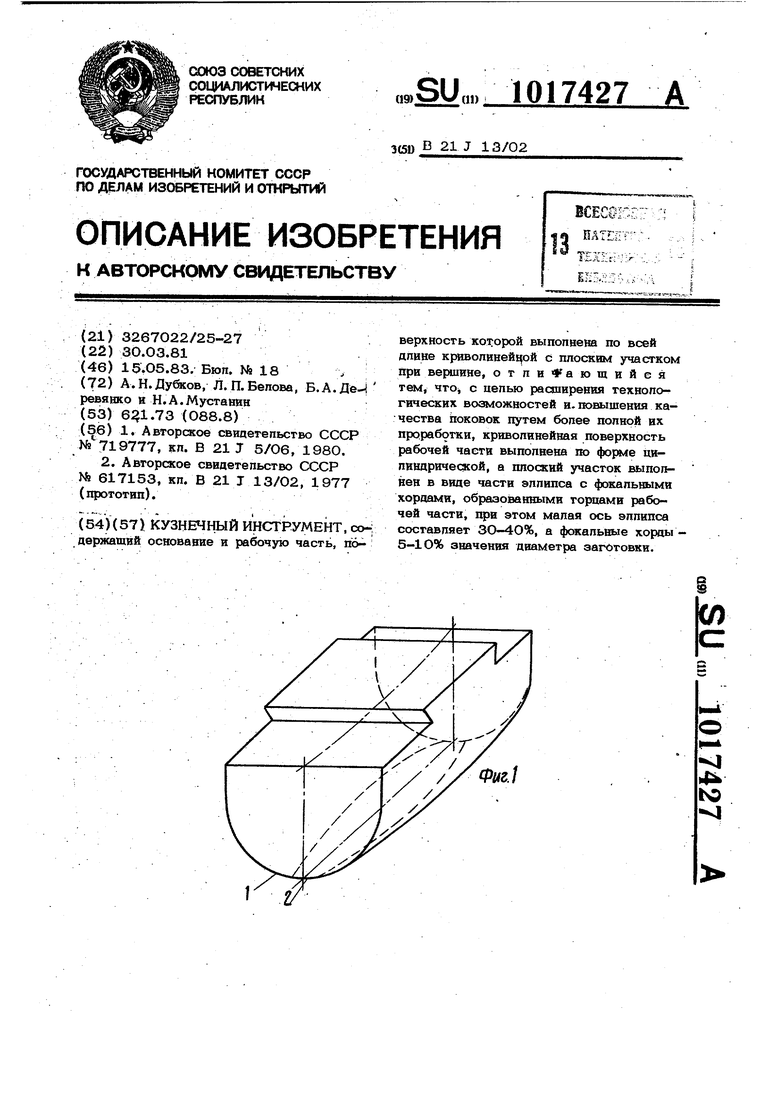
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Инструмент для ковки заготовок | 1978 |
|
SU719777A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кузнечный боек | 1976 |
|
SU617153A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
