Изобретение относится к обработке металлов давлением, а именно к устройствам для осадки заготовок.
Цель изобретения - снижение усилия деформирования и повышение производительности.
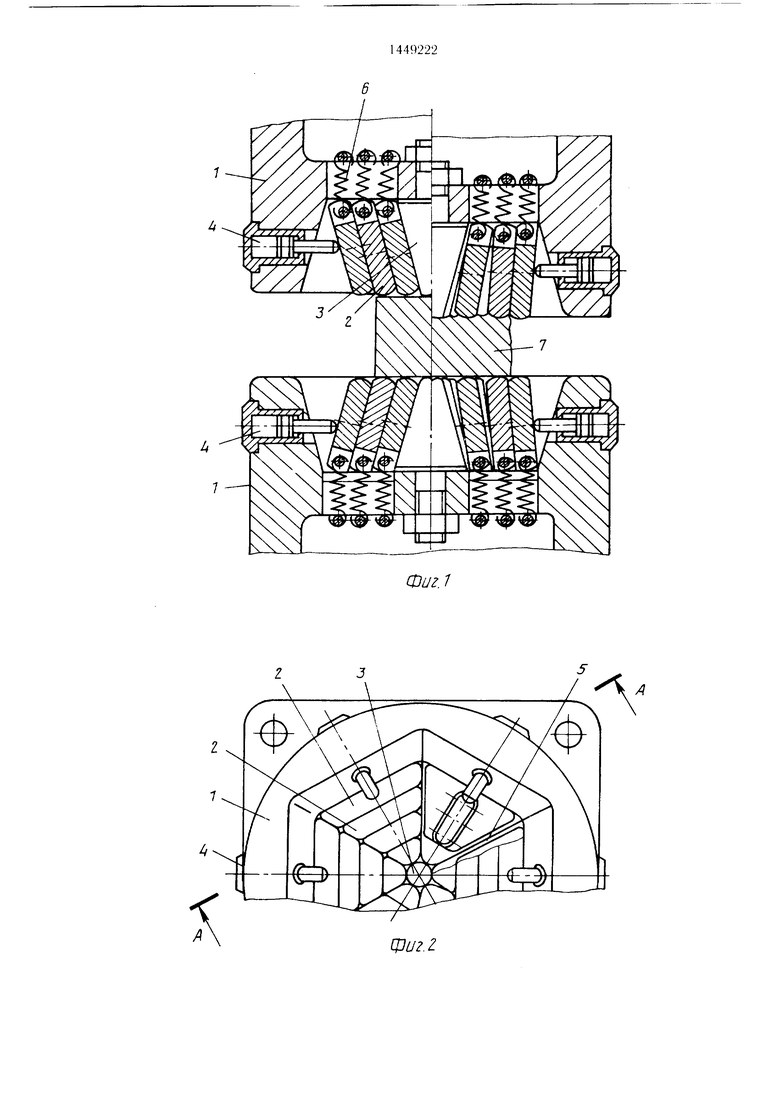
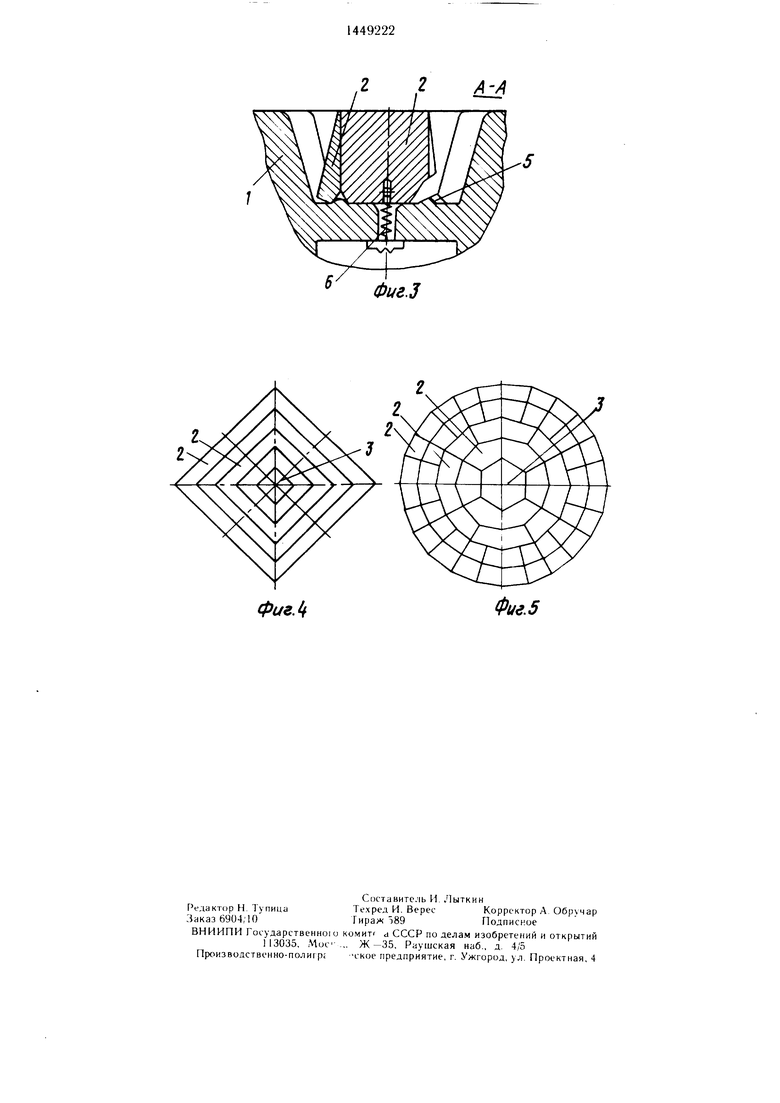
На фиг. I показан инструмент, вид спереди, разрез; на фиг. 2 - нижний боек, вид сверху; на фиг. 3 -- разрез А- А на фиг. 2 (фрагмент); на фиг. 4 и 5 варианты расположения наборов пластин на бойках.
Кузнечный инструмент содержит верхний и нижний бойки 1, на рабочих поверхностях каждого из которых в вырезах установлены вставки, выполненные в виде наборов пластин 2. Наборы пластин 2 в количестве не менее трех расположены вокруг стержня 3, выполненного равной высоты с пластинами 2 в наборах и установленного в центре рабочей поверхности каждого бойка. Наборы пластин 2 в плане имеют трапецеидальную форму за счет того, что пластины выполнены с увеличивающейся шириной каждой пластины по сравнению с соседней, расположенной ближе к центру. Оси наборов пластин 2 расположены параллельно рабочим поверхностям бойков и радиаль- но вокруг стержня 3. Наборы пластин 2 подпружинены в направлении к стержню 3, нанример, штоками силовых гидро- или пневмоцилиндров 4, расположенных в стенках вырезов бойков 1. Для предохранения наборов пластин 2 от смещения в сторону от радиального направления предусмотрены выступы 5 на рабочих поверхностях бойков 1, к которым наборы пластин 2 прижаты пружинами 6, пропущенными в щели рабочих поверхностей. Стержень 3 имеет форму пирамиды, большее основание которой обращено к рабочей поверхности бойка. Рабочая поверхность каждой пластины, взаимодействующая с заготовкой 7, и противоположная ей опорная поверхность нластины. взаи.модействующая с рабочей поверхностью бойка, имеют форму цилиндра с радиусом, равным половине толщины пластины. Толщина пластины постоянна, так как упомянутые цилиндрические поверхности ее соединены параллельными плоскостями.
Инструмент работает следующим образом.
В исходном положении наборы пластин 2 прижаты к боковым наклонным юверхнос- тям стержня 3 штоками пневмоцилиндров 4, т. е. пластины наклонены к центру бойка.
Заготовку 7 размещают между наборамн пластин 2 бойков 1 и совершают рабочий ход инструмента, сближая бойки 1. При этом наборы пластин 2 внедряются в заготовку 7, деформируя ее, а их рабочие поверхности, взаимодействующие с заготовкой 7, перемещаются от центра рабочей поверхнос- ти бойка, увлекаемые текущим металлом. В конце обжатия наборы пластин 2 занимают веерообразное положение (фиг. 1, пра
5
0
5
5
0
g 5
0
5
0
5
вая половина чертежа). Рекомендуется прекращать обжатие заготовки 7 при достижении зазоров между пластинами, равных 0,6... 0,75 толщины пластин, во избежание чрезмер- ной волнистости на поверхности заготовки и заклинивания пластин нижнего бойка 1. По окон ания обжатия верхний боек I поднимают, наборы пластин 2 щтоками цилиндров 4 возвращаются в исходное положение и производят следующий рабочий ход, повторяя цикл до достижения требуемой высоты поковки. При необходимости производят подкантовку заготовки 7 между рабочими ходами инструмента, поворачивая ее вокруг вертикальной оси, а также смещение по углу наборов пластин 2, поворачивая один из бойков.
Волнистую поверхность заготовки 7 выправляют плоскими накладками, устанавливаемыми на наборы пластин, или плоскими сменными плитами.
С целью повыщения прочности пластин, расположенных ближе к центру, они могут быть выполнены общими для соседних наборов, а наиболее удаленные от центра, во избежание чрезмерных растягивающих тангенциальных напряжений в металле, заготовки 7 - более мелкими (фиг. 5).
Предлагаемое конструктивное исполнение кузнечного инструмента обеспечивает снижение усилия деформирования при осадке за счет снижения влияния контактного трения при ра.зделении поверхности очага деформации на отдельные участки и повышение производительности за счет использования не менее трех наборов пластин 2 я каждом бойке, что позволяет воздействовать на всю поверхность торцов осаживаемой заготовки 7.
Формула изобретения
1. Кузнечный инструмент преимущественно для осадки, содержащий верхний и нижний бойки с зеркально установленными в их вырезах вставками, выполненными в виде наборов подпружиненных в направлении, противоположном течению металла, пластин,, оси наборов которых расположены параллельно рабочим поверхностям бойков, отличающийся тем, что, с целью снижения усилия деформирования и повыщения производительности при осадке, в каждом бойке установлено по меньшей мере три набора пластин, сонряженных своими боковыми поверхностями, оси которых расположены ра- диально вокруг стержня, выполненного равной с пластинами высоты и установленного в центре каждого бойка, а пластины в каждом наборе выполнены разной ширины, увеличивающейся по мере удаления пластин от центра бойка.
2. Инструмент по п. 1, отличающийся тем, что оси наборов пдастин одного бойка смещены относительно осей наборов пластин другого бойка.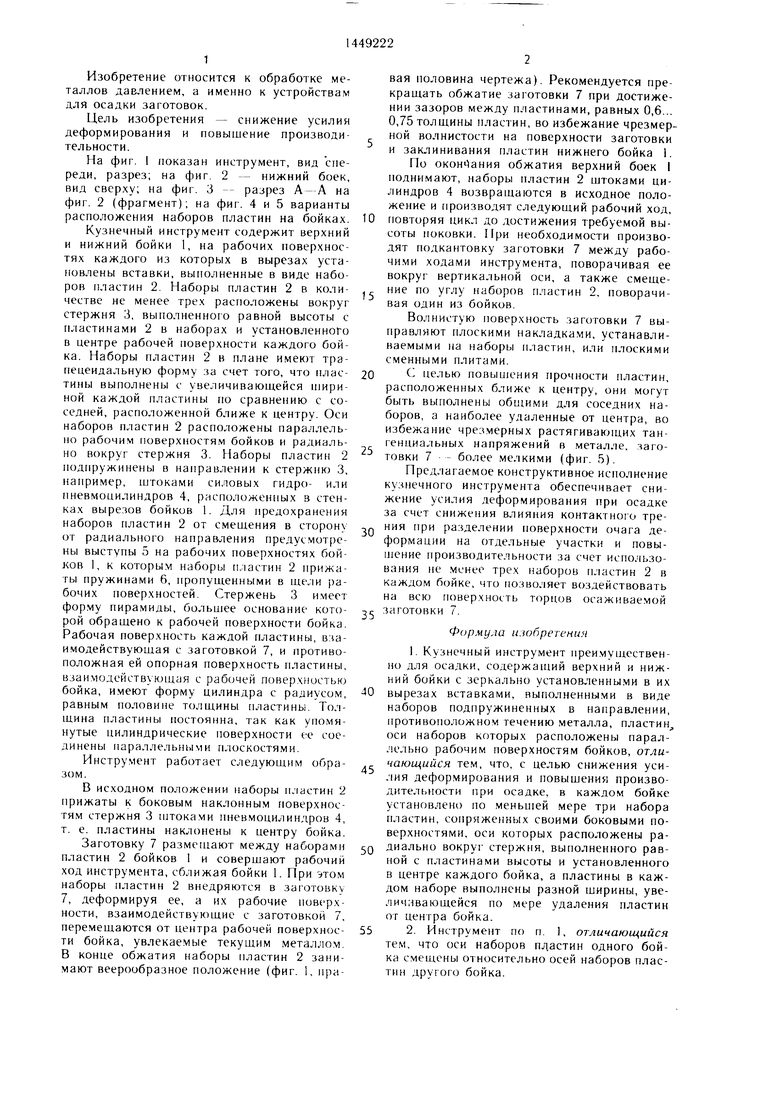
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для кузнечной вытяжки | 1982 |
|
SU1066710A1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| Кузнечный вырезной боек | 1979 |
|
SU867510A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| ПОДВЕСНОЙ БОЕК | 2012 |
|
RU2507023C2 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| Кузнечный вырезной боек | 1979 |
|
SU1049157A1 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 1992 |
|
RU2047415C1 |
Изобретение относится к области ковки, нреимущественно к осадке заготовок. Цель изобретения - снижение усилия деформирования и повышение производительности. Верхний и нижний бойки кузнечного инструмента оснащены, по меньшей мере, тремя вставками, выполненными в виде набора пластин, подпружиненных в направлении, противоположном течению металла при осадке. Оси наборов пластин в плане расположены радиально. В центре рабочей поверхности каждого бойка установлен стержень пирамидальной формы и равновысокий с пластинами. Пластины в наборе выполнены разной ширины, более удаленная от центра имеет большую ширину по сравнению с соседней, расположенной ближе к центру. Такая конструкция инструмента позвол 1ет снизить влияние контактного трения при деформировании заготовки, что ведет к снижению усилия деформирования и повышению производительности. 1 з. п. ф-лы. 5 ил.
Фиг Л
Фиг.
АФчг.З
Фие.5
| Инструмент для кузнечной вытяжки | 1982 |
|
SU1066710A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
