Изобретение относится к электродуговой сварке и может быть использовано преиму- ществеяно для сварки трехфазной дугой неплавящимися электродами в защитных газах тавровых соединений из алюминиевых сплавов по технологическим выступам на стенке, наклоненным к поверхности полки под углом 45°.
Целью изобретения является повышение качества и снижение стоимости сварных тавровых соединений из алюминиевых сплавов с технологическими выступами на стенке, наклоненными под углом 45° к полке.
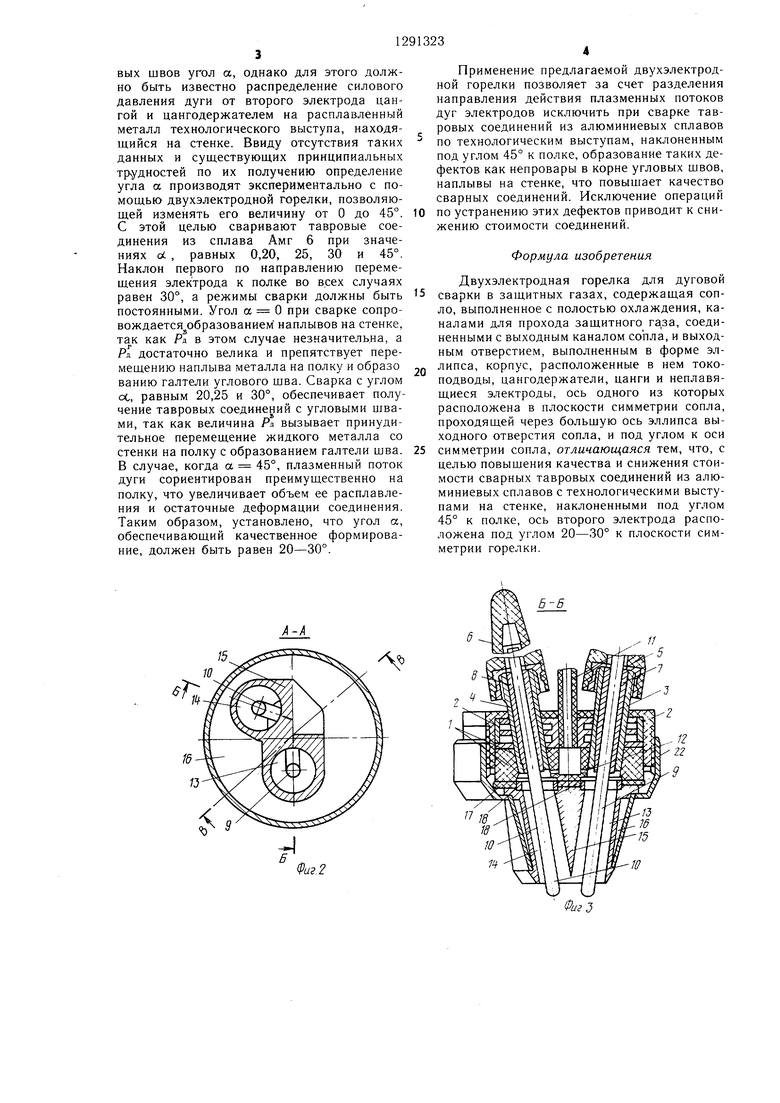
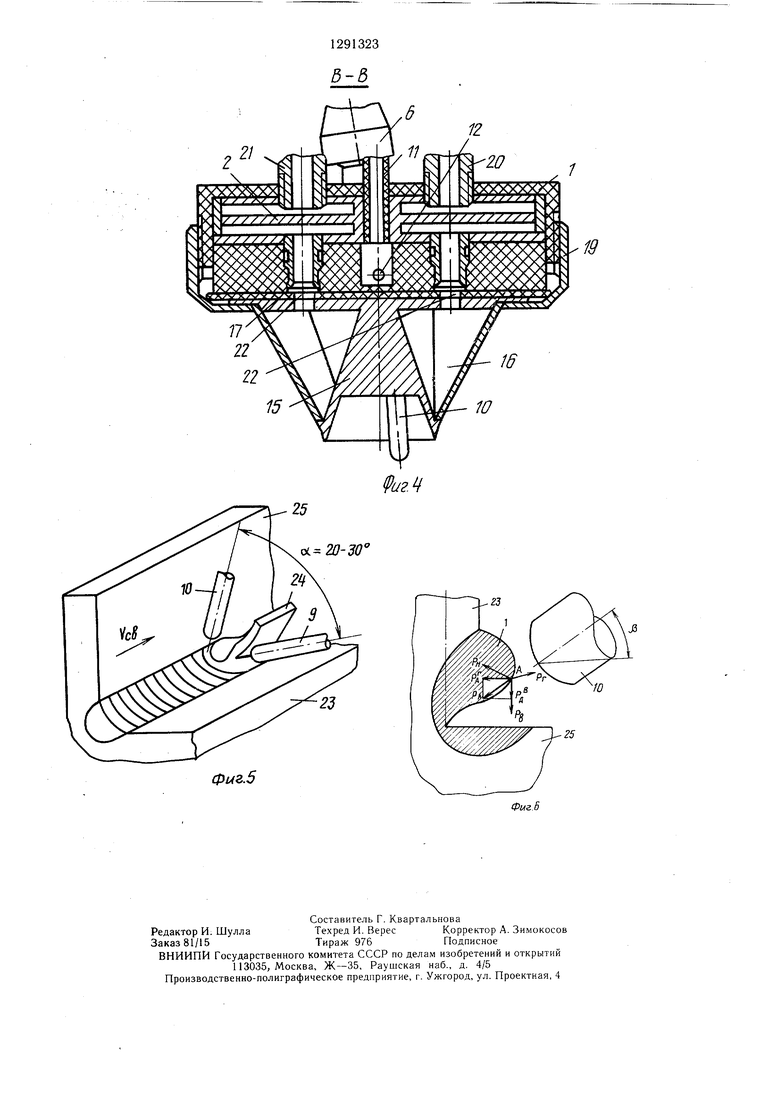
На фиг.1 изображена двухэлектродная горелка для дуговой сварки неплавящими- ся электродами в защитных газах, фронтальная проекция, разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.2; на фиг.5 - схема процесса сварки тавровых соединений по технологическим выступам на стенке, наклоненным к полке под углом 45°; на фиг.6 - схема действия сил на расплавленный металл технологического выступа под вторым электродом.
Двухэлектродная горелка состоит из корпуса 1 в сборе, в котором установлены камеры 2 охлаждения с цангодержателями 3 и 4. На цангодержателях 3 и 4 навинчены колпачки 5 и 6, предназначенные для перемещения цанг 7 и 8 с вольфрамовыми электродами 9 и 10. Газоподводящая трубка 11 проходит в корпусе между камерами охлаждения и соединена с канала- ми 12, служащими для поступления защитного газа в каналы 13 и 14 сопла 15, выполненного с полостью 16 охлаждения. Сопло 15 через уплотняющую прокладку 17 с помощью центрирующих втулок 18 соединяется накидной гайкой 19 с корпусом 1. Токоподводы 20 и 21 горелки соединены с камерами охлаждения, расположенными в корпусе, собранном с соплом через уплотняющую прокладку 17, в которой выполнены отверстия 22 для прохождения воды в по- лость охлаждения сопла. Сопло 15 имеет выходное отверстие в форме эллипса. Ось электрода 9 расположена в плоскости симметрии, проходящей через больщую ось эллипса выходного отверстия сопла 15 под углом к оси симметрии сопла. Электрод 10 расположен под углом 20-30° к плоскости симметрии сопла 15, проходящей через большую ось эллипса выходного отверстия.
Горелка работает следующим образом.
Охлаждающая вода попадает в горелку через токоподвод 20, проходит камеру 2 охлаждения, отверстие 22 в уплотняющей прокладке 17, поступает в полость 16 охлаждения сопла 15 и, пройдя ее через отверстие 22 в прокладке 17, камеру 2 охлаждения и токоподвод 21, уходит на слив. Защитный газ через газоподводящую трубку 11, отверстия в корпусе 1 поступает в каналы 13 и 14 сопла 15 и защищает свариваемую деталь.
Подвод тока осуществляется через токопод- воды 20 и 21 камеры 2 охлаждения, цанго- держатели 3 и 4, цанги 7 и 8 к неплавящимся электродам 9 и 10. Перед началом сварки горелка относительно таврового соединения располагается таким образом, чтобы первый по направлению движения электрод 9 находился между технологическим выступом и полкой, а второй электрод 10 был смещен по направлению к стенке соединения на угол 20-30°.
В процессе сварки плазменный поток дуги от первого электрода 9 (фиг.5) разрущает окисную пленку с поверхностей полки 23 и технологического выступа 24 и расплавляет их и стенку 25. При расплавлении жидкий металл технологического выступа каплями перемещается на стенку, где под воздействием плазменного потока дуги от второго электрода 10 принудительно стекает на полку с образованием галтели углового щва.
Рассмотрим положение расплавленного металла технологического выступа на стенке 25 под вторым электродом 10 (фиг.6), где происходит непосредственное формирование галтели углового шва. Поверхность металла, например, в точке А находится в равновесии согласно выражению
Рв + Я„ + Рг -f Рд О,
;i)
где Рв - вес расплавленного металла;
Рн - сила поверхностного натяжения;
Рг - гидростатическое давление жидкого металла;
Рл - сила давления дуги, направление которой совпадает с углом наклона от второго электрода к поверхности полки р.
При постоянных Рг, Рв и Рв поведение расплавленного металла определяется направлением действия Рд, которую можно разложить на две составляющие: горизонтальную Рд - Рд Соз -З,удерживающую расплавленный металл технологического выступа на стенке и способствующую образованию наплывов, и вертикальную Р Рд sinp, определяющую перемещение металла на полку и формирование галтели углового щва. Следовательно, для увеличения Рд и одновременного снижения Рд необходимо увеличить угол между вторым электродом и полкой. Так как первый по направлению сварки электрод с целью уменьшения непровара должен быть наклонен к поверхности полки под углом 25-30°, то с целью устранения наплывов второй электрод необходимо наклонить в сторону стенки на угол а, под которым электрод 10 располагается относительно плоскости симметрии сопла 15, про- ходящей через большую ось эллипса его выходного отверстия.
Аналитическое решение уравнения равновесия (1) позволяет определить необходимый для качественного формирования угловых швов угол а, однако для этого должно быть известно распределение силового давления дуги от второго электрода цангой и цангодержателем на расплавленный металл технологического выступа, находящийся на стенке. Ввиду отсутствия таких данных и существующих принципиальных тp yднocтeй по их получению определение угла а производят экспериментально с помощью двухэлектродной горелки, позволяюПрименение предлагаемой двухэлектродной горелки позволяет за счет разделения направления действия плазменных потоков дуг электродов исключить при сварке тавровых соединений из алюминиевых сплавов по технологическим выступам, наклоненным под углом 45° к полке, образование таких дефектов как непровары в корне угловых швов, наплывы на стенке, что повышает качество сварных соединений. Исключение операций
щей изменять его величину от О до 45°. 10 по устранению этих дефектов приводит к сни- С этой целью сваривают тавровые сое- жению стоимости соединений, динения из сплава Амг 6 при значениях ot , равных 0,20, 25, 30 и 45°.Формула изобретения Наклон первого по направлению перемещения электрода к полке во всех случаях Двухэлектродная горелка для дуговой равен 30°, а режимы сварки должны быть 5 сварки в защитных газах, содержащая соп- постоянными. Угол а О при сварке сопро- ло, выполненное с полостью охлаждения, ка- вождается образованием наплывов на стенке, налами для прохода защитного газа, соеди- так как Рд в этом случае незначительна, а ненными с выходным каналом сопла, и выход- Яд достаточно велика и препятствует пере- ным отверстием, выполненным в форме эллипса, корпус, расположенные в нем токо- подводы, цангодержатели, цанги и неплавящиеся электроды, ось одного из которых расположена в плоскости симметрии сопла, проходящей через большую ось эллипса выходного отверстия сопла, и под углом к оси
мещению наплыва металла на полку и образе - ванию галтели углового шва. Сварка с углом сх, равным 20,25 и 30°, обеспечивает получение тавровых соединений с угловыми швами, так как величина Рд вызывает принудительное перемещение жидкого металла со
стенки на полку с образованием галтели шва. 25 симметрии сопла, отличающаяся тем, что, с
В случае, когда а 45°, плазменный поток дуги сориентирован преимущественно на полку, что увеличивает объем ее расплавления и остаточные деформации соединения. Таким образом, установлено, что угол а, обеспечивающий качественное формирование, должен быть равен 20-30°.
целью повышения качества и снижения стоимости сварных тавровых соединений из алюминиевых сплавов с технологическими выступами на стенке, наклоненными под углом 45° к полке, ось второго электрода расположена под углом 20-30° к плоскости симметрии горелки.
Применение предлагаемой двухэлектродной горелки позволяет за счет разделения направления действия плазменных потоков дуг электродов исключить при сварке тавровых соединений из алюминиевых сплавов по технологическим выступам, наклоненным под углом 45° к полке, образование таких дефектов как непровары в корне угловых швов, наплывы на стенке, что повышает качество сварных соединений. Исключение операций
целью повышения качества и снижения стоимости сварных тавровых соединений из алюминиевых сплавов с технологическими выступами на стенке, наклоненными под углом 45° к полке, ось второго электрода расположена под углом 20-30° к плоскости симметрии горелки.
А-А
/5
Фиг. 2
11
№
te J
10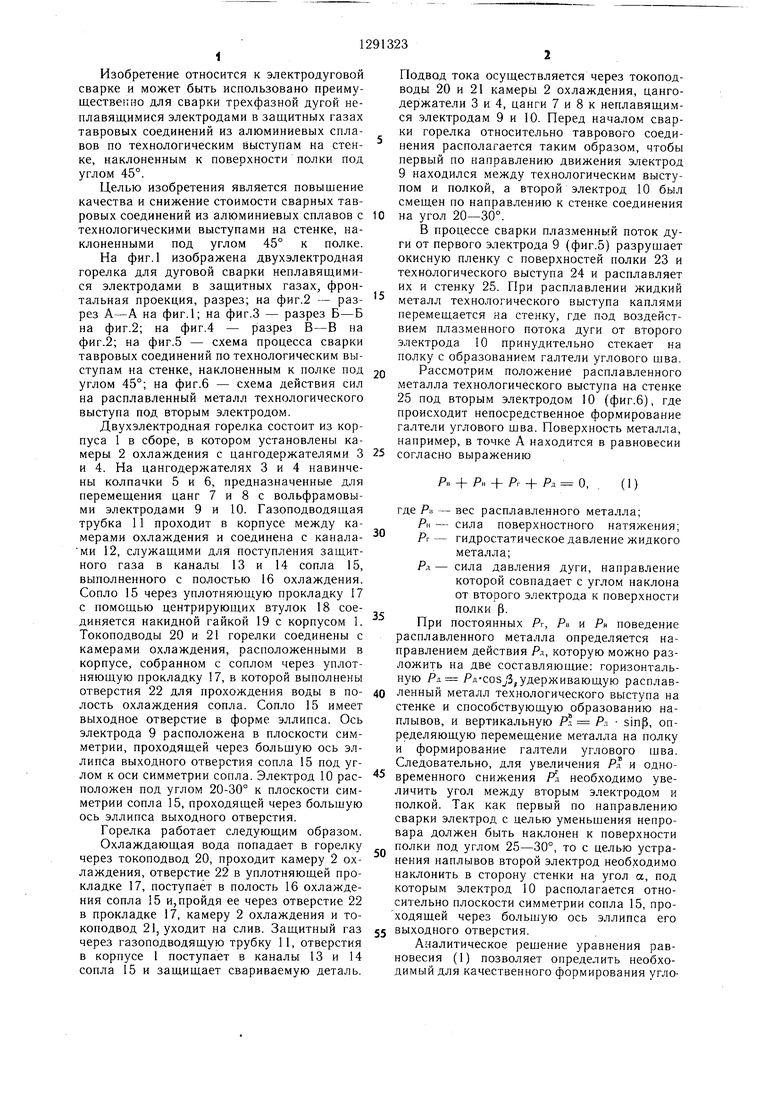
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки тавровых соединений | 1984 |
|
SU1199526A1 |
| Способ дуговой сварки однослойных швов угловых соединений | 1983 |
|
SU1140912A1 |
| Двухэлектродная горелка | 1986 |
|
SU1479226A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки плавящимся электродом тавровых соединений | 1989 |
|
SU1696207A1 |
| Горелка для сварки угловых швов неплавящимся электродом в защитных газах | 1975 |
|
SU580067A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1798078A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1985 |
|
SU1286369A1 |
| Двухэлектродная горелка для дуговой сварки в защитных газах | 1985 |
|
SU1238924A1 |
Изобретеиие относится к электродуговой сварке, в частности к горелкам для сварки трехфазной дугой неплавящимися электродами. Цель изобретения - повышение качества и снижение стоимости сварных тавровых соединений из алюминиевых сплавов с технологическими выступами на стенке, наклоненными под углом 45° к полке. Перед началом сварки горелка относительно таврового соединения располагается таким образом, чтобы электрод 9 находился между технологическим выступом и полкой, а электрод 10 был смещен по направлению к стенке соединения на угол 20-30°. В процессе сварки дуга от электрода 9 разрущает окисную пленку с поверхности полки и технологического выступа и расплавляет стенку. Жидкий металл технологического выступа под действием дуги электрода 10 принудительно стекает на полку с образованием галтели углового шва. 6 ил. (Л Ю со со ю оо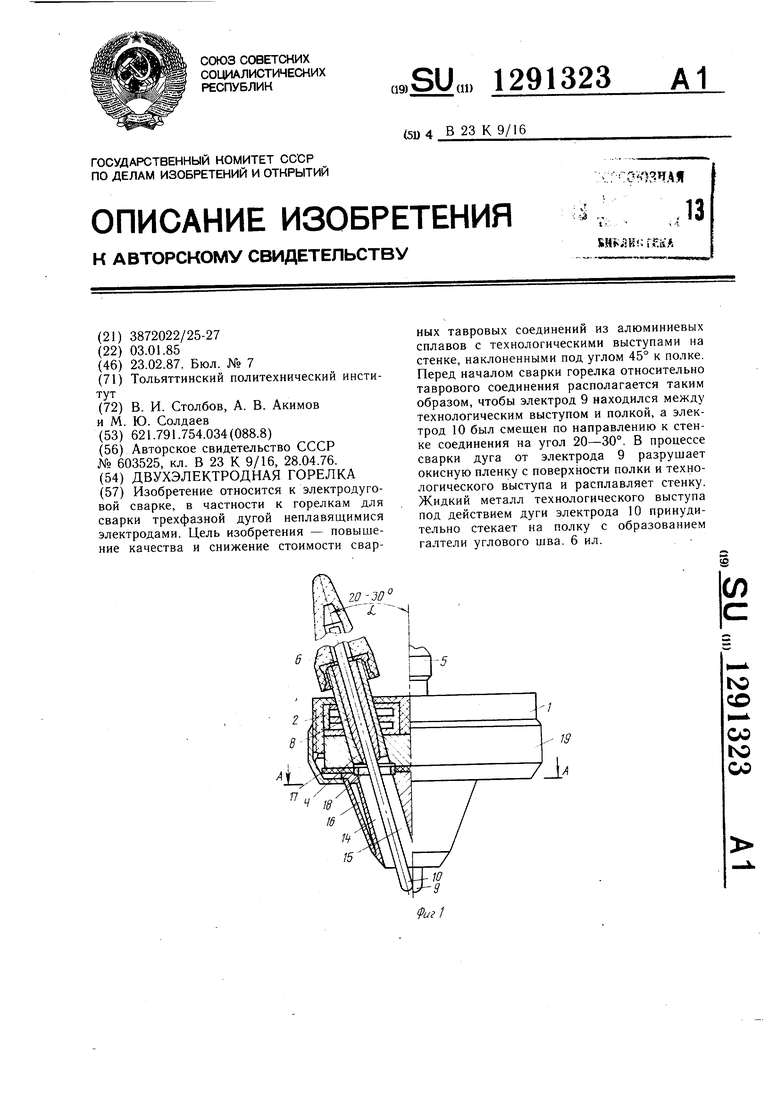
20-30
23
Фиг.5
| Двухэлектродная горелка для дуговой сварки неплавящимися электродами в защитных газах | 1976 |
|
SU603525A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
