(21)4140040/29-15
(22)28.10.86
(46) 23.03.88. Бюл. № 11
(71)Южное производственно-техническое монтажно-наладочное объединение «Югорг- лестехмонтаж
(72)А. Н. Мандрин, А. Н. Таргонский, А. И. Комаров, Е. Д. Щедин,
Ю. Н. Кашинцев, В. И. Блинов и А. В. Ермолов
(53)684.56.05(088.8)
(56)Станок для раскроя полированных щитов. Информационный листок Ивановского ЦНТИ № 198-93, 1983.
(54)СТАНОК ДЛЯ РАСКРОЯ ОТДЕЛАННЫХ ПЛИТ
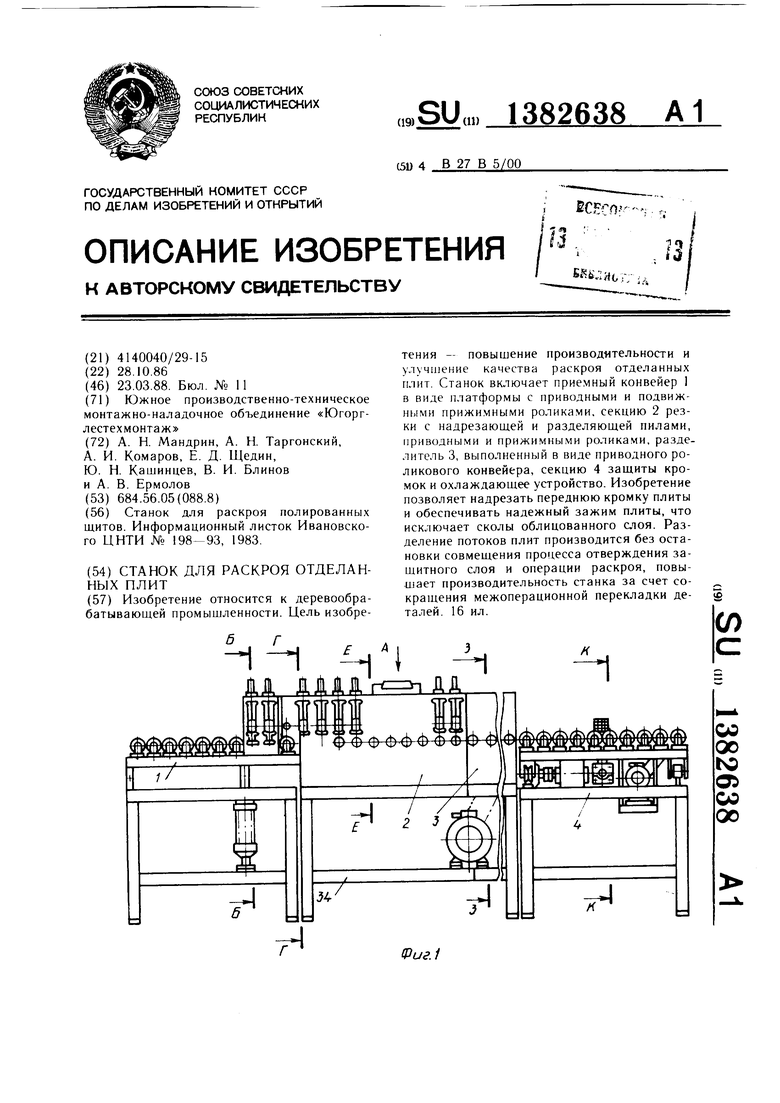
(57)Изобретение относится к деревообрабатывающей промышленности. Цель изобретения -- повыщение нроизводительности и улучшение качества раскроя отделанных плит. Станок включает приемный конвейер 1 в виде платформы с приводными и подвижными прижимными роликами, секцию 2 резки с надрезающей и разделяющей пилами, приводными и прижимными ролика.ми, разделитель 3, выполненный в виде приводного роликового конвейера, секцию 4 защиты кромок и охлаждающее устройство. Изобретение позволяет надрезать переднюю кромку плиты и обеспечивать надежный зажим плиты, что исключает сколы облицованного слоя. Разделение потоков плит производится без остановки совмещения процесса отверждения защитного слоя и операции раскроя, повышает производительность станка за счет сокращения межоперационной перекладки деталей. 16 ил.
Ф
(Л
/С
-1
оо оо to
О5
оо
00
iPue.i
Изобретение относится к деревообрабатывающей промышленности, в частности к стайкам для раскроя отделанных плит.
Цель изобретения - повышение производительности станка и улучшение качества раскроя отделанных плит.
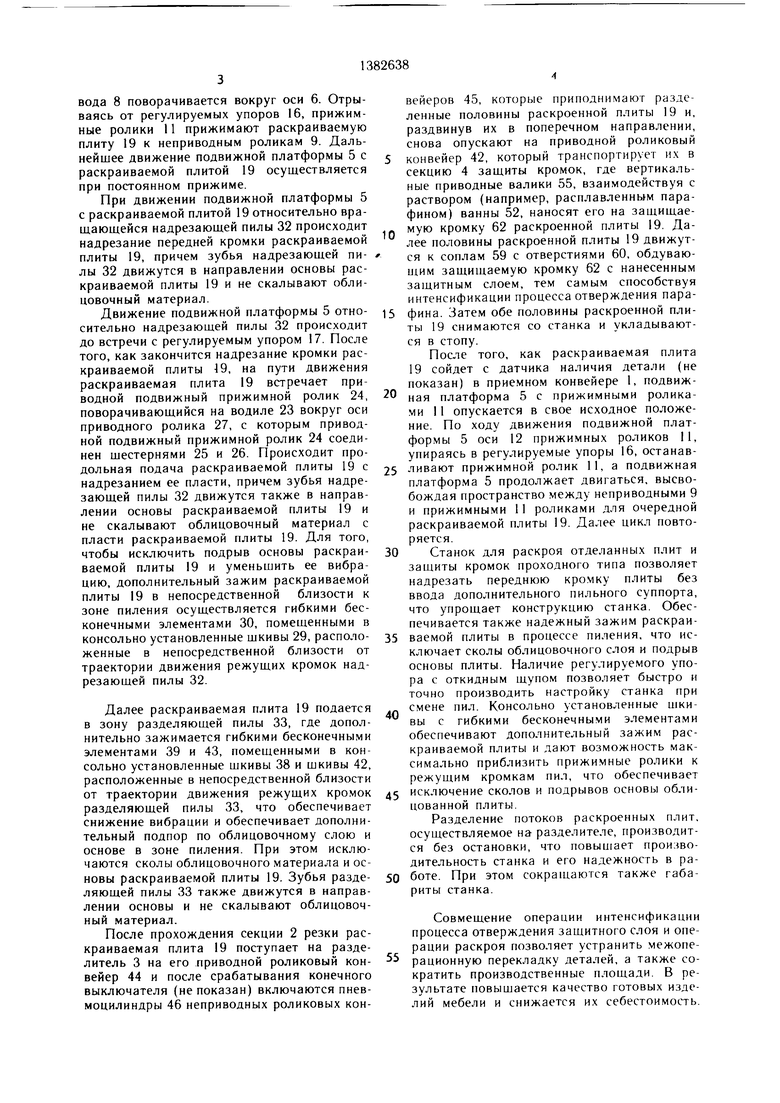
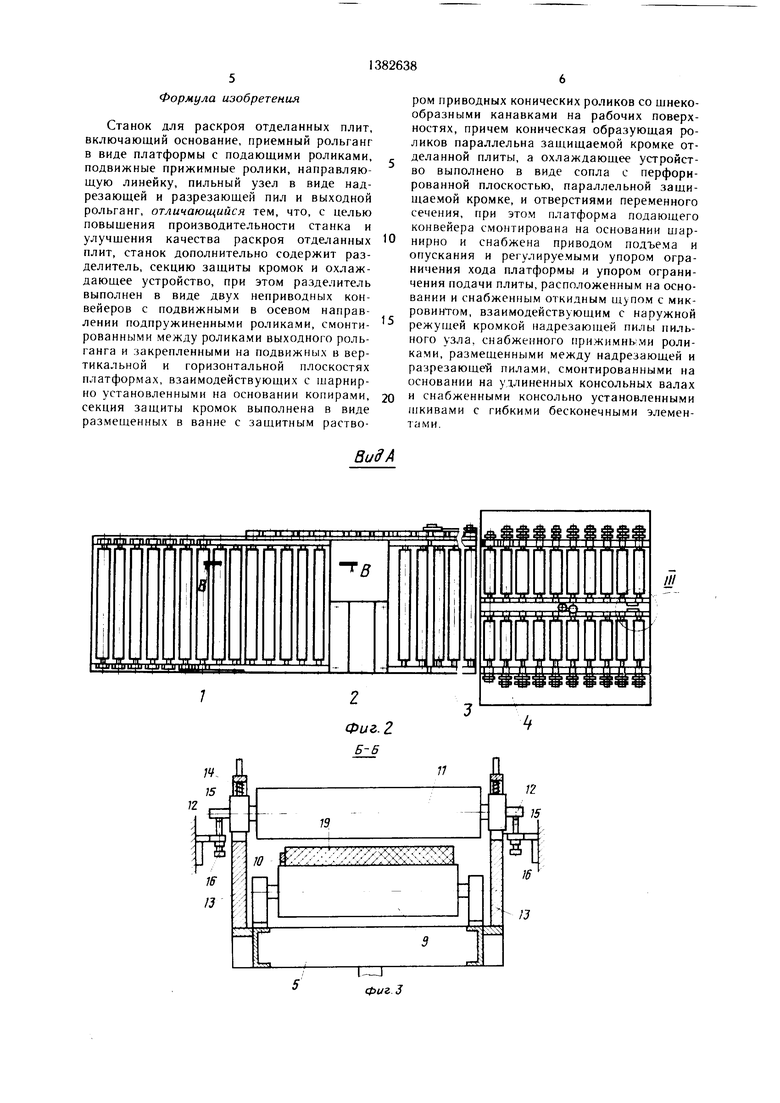
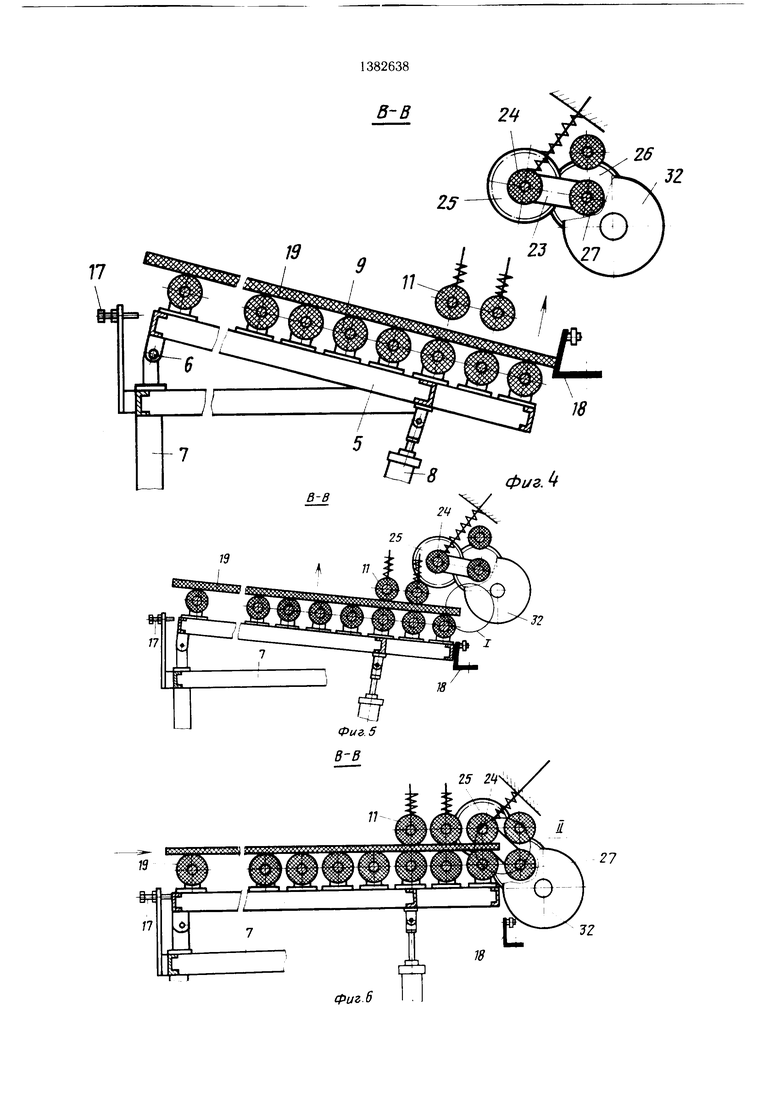
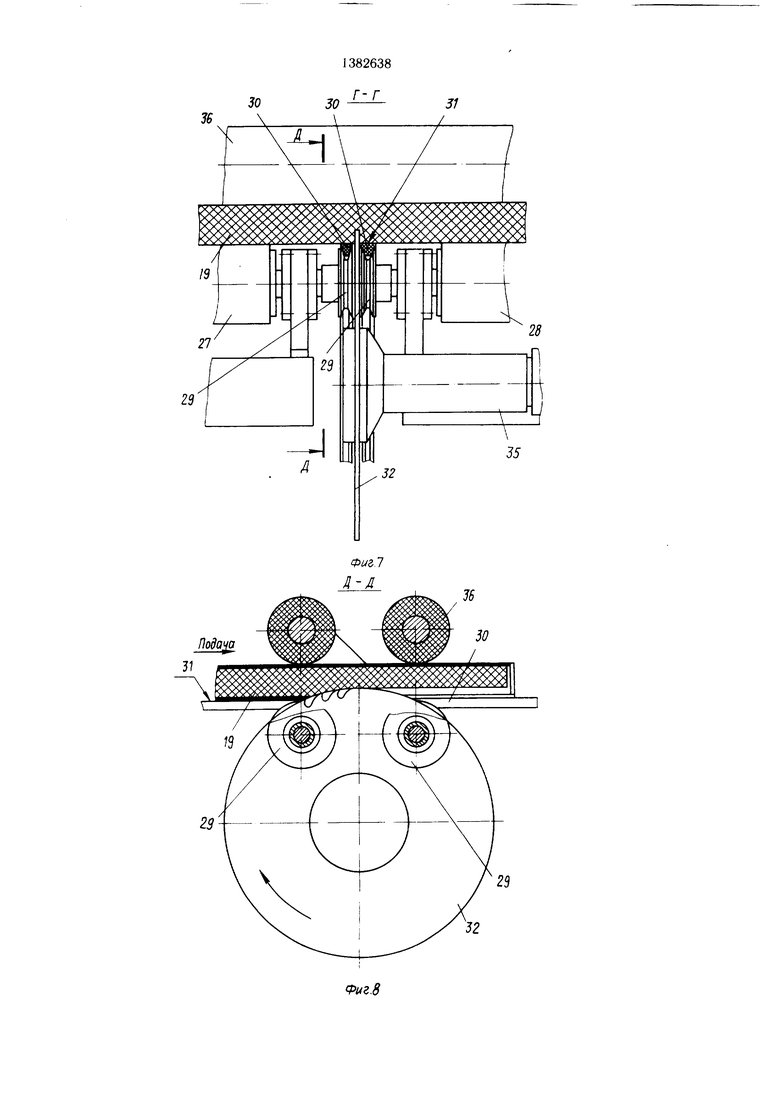
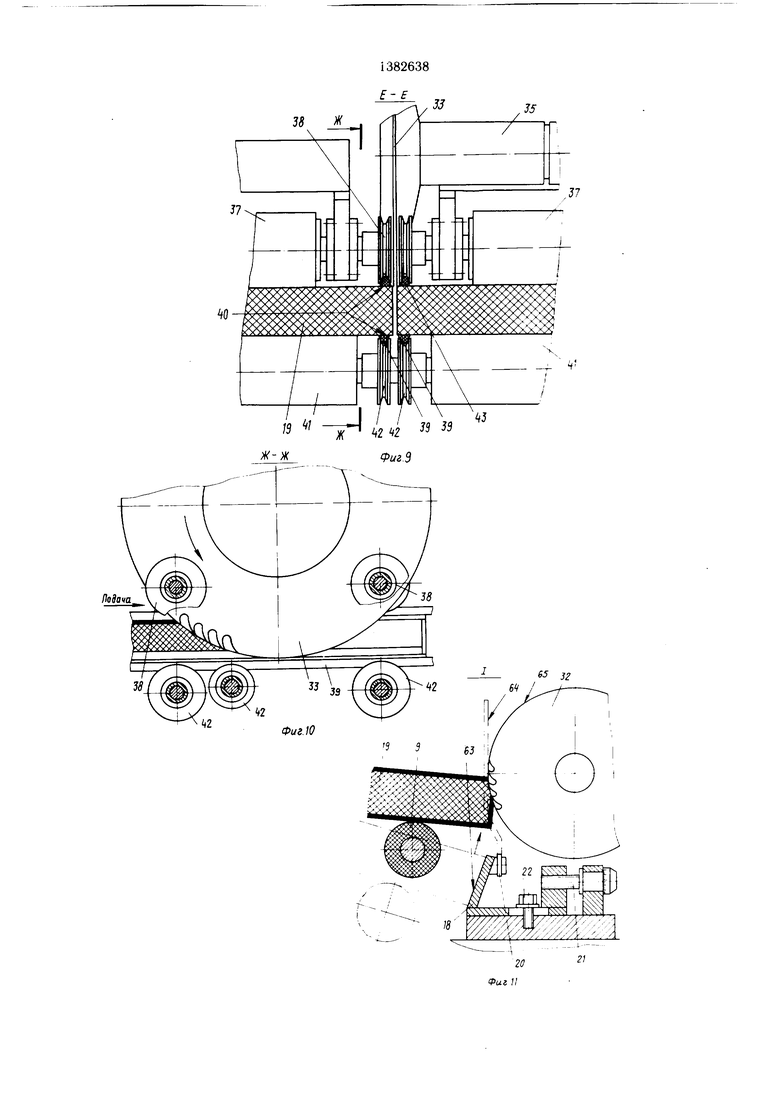
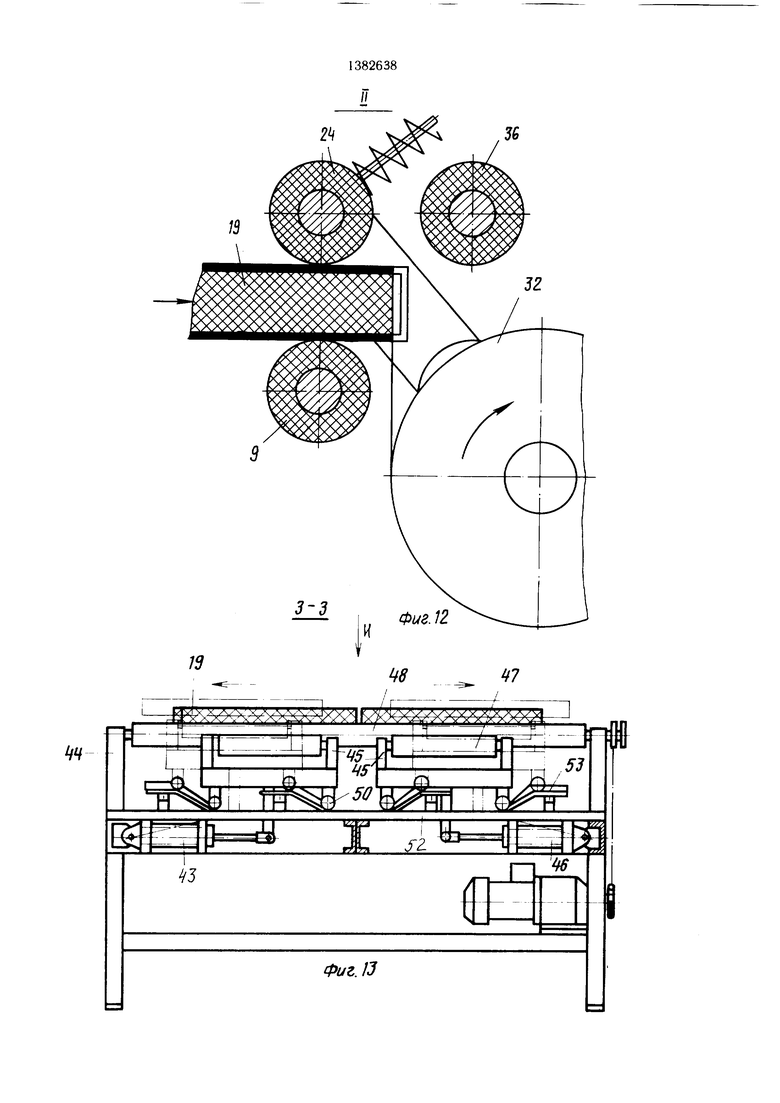
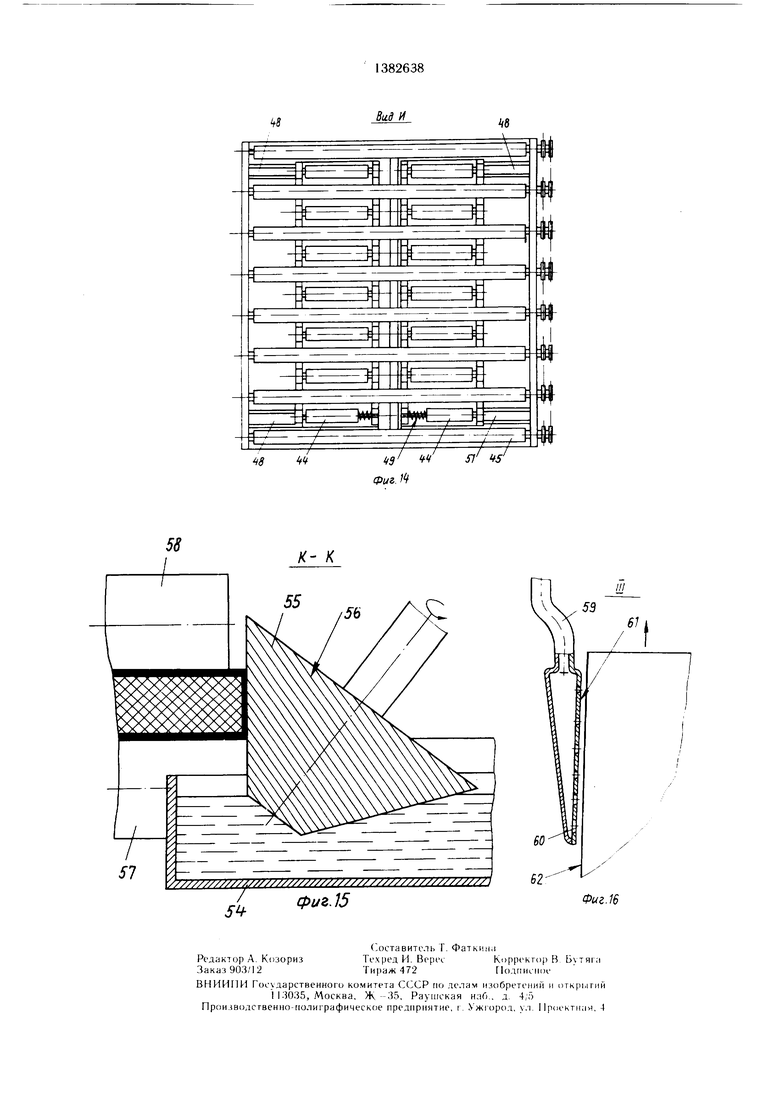
На фиг. 1 изображен станок для раскроя отделанных плит и защиты кромок проходного типа, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4-6 - разрез В-В на фиг. 2 (при различных положениях приемного конвейера); на фиг. 7 - разрез Г-Г на фиг. 1; на фиг. 8 разрез Д-Д на фиг. 7; на фиг. 9 - разрез Е-Е на фиг. 1; на фиг. 10 - разрез Ж-Ж на фиг. 9; на фиг. 11 - узел I на фиг. 5 (установка регулируемого упора с откидным щупом); на фиг. 12 - узел II на фиг. 6 (вертикальный приводной валик для нанесения раствора); на фиг. 13 - разрез 3-3 на фиг. 1; на фиг. 14 - вид И на фиг. 13 (разделитель); на фиг. 15 - разрез К- К на фиг. 1; на фиг. 16 - узел III на фиг. 2 (охлаждающее устройство, разрез).
Станок для раскроя отделанных плит и защиты кромок состоит из приемного конвейера I, секции 2 резки, разделителя 3 и секции 4 защиты кромок.
Приемный конвейер I состоит из подвижной платформы 5, вращающейся вокруг оси 6, установленной на основании 7 и снабженной приводом 8. На подвижной платформе 5 расположены неприводные ролики 9 и направляющая линейка 10, а также прижимные ролики II, оси 12 которых закреплены на направляющих 13 пружинами 14 и ползунами 15. Под осями 12 размещены регулируемые упоры 16. Кроме того, в приемно.м конвейере 1 на основании 7 установлены еще два регулируемых упора; регулируемый упор 17 ограничения хода подвижной платформы 5 и регулируемый упор 18 ограничения подачи раскраиваемой плиты 19 в позиции загрузки, упор 18 снабжен также откидным щупом 20 с микровинтом 21 и фиксирующим винтом 22.
В конце приемного конвейера 1 через водило 23 установлен приводной подвижный прижимной ролик 24, имеющий на свое.м валу шестерню 25, сопряженную с шестерней 26 приводного ролика 27, расположенного в зоне секции 2 резки. Причем шестерней 26 снабжен только первый по ходу движения раскраиваемой плиты 19 приводной ролик 27, остальные приводные ролики 28 секции 2 резки снабжены консольно установленными шкивами 29 с гибкими бесконечными элементами 30, рабочая поверхность 31 которых выступает над рабочей поверхностью приводных роликов 28.
В секции 2 резки расположены надрезающая 32 и разделяющая 33 плиты, установленные на основании 34 на удлиненных консольных валах 35. В зоне надрезающей пилы 32 расположены прижимные ролики
36, а в зоне разделяющей пилы 33 - прижимные ролики 37 с консольно установленными щкивами 38, снабженными гибкими бесконечными элементами 39, рабочая поверхность 40 которых выступает над рабочей поверхностью прижимных роликов 37, и приводные ролики 41 со шкивами 42, снабженными гибкими бесконечными элементами 43.
Разделитель 3 включает приводной ро- ликовый конвейер 44 и два неприводных роликовых конвейера 45 с пневмоцилинд- рами 46. Ролики 47 неприводных роликовых конвейеров 45 установлены между роликами 48 приводного (Юликового конвейе5 pa 44. Ролики 47 неприводных роликовых конвейеров 45 снабжены пружинами 49 (фиг. 14). Неприводные роликовые конвейеры 45 имеют колеса 50, помешенные в направляющие 51. На основании 52 приводного роликового конвейера 44 щарнирно установ0 лены копиры 53.
Секция 4 защиты кромок включает ванну 54 с раствором (например, расплавленным парафином) для защиты кромок плиты 19, вертикальные приводные валики 55
5 для нанесения раствора со шнекообразны- ми канавками 56 на их рабочих поверхностях, роликовый конвейер с приводными 57 и прижимными 58 роликами. В конце секции защиты кромок установлены сопла 59 с отверстиями 60 переменного сече)ия, рас0 положенными на плоскости 61 сопла 59, параллельной защищаемой кромке 62.
Станок для раскроя отделанных плит и защиты кромок проходного типа работает следующим образом.
5 Перед началом работы происходит настройка станка. Направляющая линейка 10 устанавливается на размер раскраиваемой плиты 19. Настраивается упор 1й (расположение его рабочей поверхности 63) на глубину надрезания передней кромки рас0 краиваемой плиты 19: откидной щуп 20 подводится сначала в зону надрезаюп;ей пилы 32, а затем микровиитом 21 рабочая поверхность 64 откидного щупа 20 подводится к режущей кромке 65 надрезающей пилы 32 и
с фиксируется винтом 22. После этого откидной щуп 20 убирается из зоны пиления. Затем настраивается упор 17 ограничения хода подвижной платформы 5, т. е. обеспечивается совмещение рабочих поверхностей неприводных роликов 9 подвижной платформы 5
0 в ее верхнем положении и рабочих поверхностей приводных роликов 27 и 28 секции 2 1)езки. Далее настраивается надрезающая пила 32 на глубину надрезания.
После настройки станка раскраиваемая плита 19 подается на приемный конвейер 1
5 и базируется по направляющей линейке 10 и регулируемому упору 18. При этом срабатывает датчик наличия детали (не показан) и подвижная платформа 5 с помощью при
вода 8 поворачивается вокруг оси 6. Отрываясь от регулируемых упоров 16, прижимные ролики 11 прижимают раскраиваемую плиту 19 к иеприводным роликам 9. Дальнейшее движение подвижной платформы 5с раскраиваемой плитой 19 осуществляется при постоянном прижиме.
При движении подвижной платформы 5 с раскраиваемой плитой 19 относительно вращающейся надрезающей пилы 32 происходит надрезание передней кромки раскраиваемой плиты 19, причем зубья надрезающей пи- лы 32 движутся в направлении основы раскраиваемой плиты 19 и не скалывают облицовочный материал.
Движение подвижной платформы 5 отно- сительно надрезающей пилы 32 происходит до встречи с регулируемым упором 17. После того, как закончится надрезание кромки раскраиваемой плиты 49, на пути движения раскраиваемая плита 19 встречает приводной подвижный прижимной ролик 24, поворачивающийся на водиле 23 вокруг оси приводного ролика 27, с которым приводной подвижный прижимной ролик 24 соединен щестернями 25 и 26. Происходит продольная подача раскраиваемой плиты 19 с надрезанием ее пласти, причем зубья надрезающей пилы 32 движутся также в направлении основы раскраиваемой плиты 19 и не скалывают облицовочный материал с пласти раскраиваемой плиты 19. Для того, чтобы исключить подрыв основы раскраи- ваемой плиты 19 и уменьшить ее вибрацию, дополнительный зажим раскраиваемой плиты 19 в непосредственной близости к зоне пиления осуществляется гибкими бесконечными элементами 30, помещенными в консольно установленные щкивы 29, располо- женные в непосредственной близости от траектории движения режущих кромок надрезающей пилы 32.
Далее раскраиваемая плита 19 подается
в зону разделяющей пилы 33, где дополнительно зажимается гибкими бесконечными элементами 39 и 43, помещенными в кон- сольно установленные щкивы 38 и шкивы 42, расположенные в непосредственной близости от траектории движения режущих кромок разделяющей пилы 33, что обеспечивает снижение вибрации и обеспечивает дополнительный подпор по облицовочному слою и основе в зоне пиления. При этом исключаются сколы облицовочного материала и основы раскраиваемой плиты 19. Зубья разде- ляющей пилы 33 также движутся в направлении основы и не скалывают облицовочный материал.
После прохождения секции 2 резки раскраиваемая плита 19 поступает на разделитель 3 на его приводной роликовый кон- вейер 44 и после срабатывания конечного выключателя (не показан) включаются пнев- моцилиндры 46 неприводных роликовых кон0
5 0 5 О 5
0
5 0
5
вейеров 45, которые приподнимают разделенные половины раскроенной плиты 19 и, раздвинув их в поперечном направлении, снова опускают на приводной роликовый конвейер 42, который транспортирует их в секцию 4 защиты кромок, где вертикальные приводные валики 55, взаимодействуя с раствором (например, расплавленным парафином) ванны 52, наносят его на защищаемую кромку 62 раскроенной плиты 19. Далее половины раскроенной плиты 19 движутся к соплам 59 с отверстиями 60, обдувающим защищаемую кромку 62 с нанесенным защитным слоем, тем самым способствуя интенсификации процесса отверждения парафина. Затем обе половины раскроенной плиты 19 снимаются со станка и укладываются в стопу.
После того, как раскраиваемая плита 19 сойдет с датчика наличия детали (не показан) в приемном конвейере 1, подвижная платформа 5 с прижимными роликами 11 опускается в свое исходное положение. По ходу движения подвижной платформы 5 оси 12 прижимных роликов II, упираясь в регулируемые упоры 16, останавливают прижимной ролик 11, а подвижная платформа 5 продолжает двигаться, высвобождая пространство между неприводными 9 и прижимными 11 роликами для очередной раскраиваемой плиты 19. Далее цикл повторяется.
Станок для раскроя отделанных плит и зашиты кромок проходного типа позволяет надрезать переднюю кромку плиты без ввода дополнительного пильного суппорта, что упрощает конструкцию станка. Обеспечивается также надежный зажим раскраиваемой плиты в процессе пиления, что исключает сколы облицовочного слоя и подрыв основы плиты. Наличие регулируемого упора с откидным щупом позволяет быстро и точно производить настройку станка при смене пил. Консольно установленные щкивы с гибкими бесконечными элементами обеспечивают дополнительный зажим раскраиваемой плиты и лают возможность максимально приблизить прижимные ролики к режущим кромкам пил, что обеспечивает исключение сколов и подрывов основы облицованной плиты.
Разделение потоков раскроенных плит, осуществляемое на разделителе, производится без остановки, что повышает производительность станка и его надежность в работе. При этом сокращаются также габариты станка.
Совмещение операции интенсификации процесса отверждения защитного слоя и операции раскроя позволяет устранить межоперационную перекладку деталей, а также сократить производственные площади. В результате повыщается качество готовых изделий мебели и снижается их себестоимость.
Формула изобретения
Станок для раскроя отделанных плит, включающий основание, приемный рольганг в виде платформы с подающими роликами, подвижные прижимные ролики, направляющую линейку, пильный узел в виде надрезающей и разрезающей пил и выходной рольганг, отличающийся тем, что, с целью повышения производительности станка и улучшения качества раскроя отделанных плит, станок дополнительно содержит разделитель, секцию защиты кромок и охлаждающее устройство, при этом разделитель выполнен в виде двух неприводных конвейеров с подвижными в осевом направлении подпружиненными роликами, смонтированными между роликами выходного рольганга и закрепленными на подвижных в вертикальной и горизонтальной плоскостях платформах, взаимодействующих с шарнир- но установленными на основании копирами, секция защиты кромок выполнена в виде размещенных в ванне с защитным раствоBu
ром приводных конических роликов со щнеко- образными канавками на рабочих поверхностях, причем коническая образующая роликов параллельна защищаемой кромке отделанной плиты, а охлаждающее устройство выполнено в виде сопла с перфорированной плоскостью, параллельной защищаемой кромке, и отверстиями переменного сечения, при этом платформа подающего конвейера смонтирована на основании шар- нирно и снабжена приводом подъема и опускания и регулируемыми упором ограничения хода платформы и упором ограничения подачи плиты, расположенным на основании и снабженным откидным щупом с мик- ровинтом, взаимодействующим с наружной режущей кромкой надрезаюп|ей пилы пильного узла, снабженного прижимными роликами, размещенными между надрезающей и разрезающей пилами, смонтированными на основании на удлиненных консольных валах и снабженными консольно установленными шкивами с гибкими бесконечными элементами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для раскроя отделанных плит | 1977 |
|
SU666076A1 |
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| Станок для раскроя отделанных плит | 1979 |
|
SU835739A1 |
| Линия для непрерывного изготовления щитовых элементов мебели | 1976 |
|
SU612788A1 |
| Устройство для сортировки листовых деталей | 1986 |
|
SU1423187A1 |
| Устройство для базирования и подачи листовых материалов в раскроечный станок | 1985 |
|
SU1305036A1 |
| Агрегат для раскроя настилов волокнистых материалов | 1982 |
|
SU1151618A1 |
| Устройство для раскроя плитных материалов | 1984 |
|
SU1294630A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1975 |
|
SU566430A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЧНОСТИ РАСКРОЯ ШВЕЙНЫХ ДЕТАЛЕЙ В ПАЧКЕ | 2008 |
|
RU2360584C1 |
Ж
I . I | Ч ГУ iJ-
Г
Фиг.2
Б-Б
79
V7: -ТVVV,,.-V Г-.-..-- .;.-. , xVx xVx VVx X -«.ч X
///
tf
IT ли
П
фиг 3
Фиг.6
В-В
27
JZ
23
32
Ж-Ж
Фиг.Ю
Фиг,3
es 32
56
8
К к
ФигЛ5
И
Фиг.1В
