1
Изобретение относится к мебельной промышленности и может быть использовано в линиях для изготовления щитовых элементов мебели.
Известная линия для изготовления плитовых материалов, содержащая подающее устройство, механизмы для обработки кромок, нанесения на них клея, прессования с целью сращивания, не обеспечивает изготовления отделанных щитов 1.
Известна также линия для изготовления щитовых элементов мебели, включающая разгрузочный и подающий механизмы, устройства для обработки кромок щитов, нанесения на них клея, прессования, отделки пластей и кромок.
Однако такая линия не позволяет осуществлять непрерывное изготовление щитовых элементов мебели 2.
Цель изобретения - повышение эффективности работы линии.
Достигается это тем, что линия снабжена приспособлениями для нанесения клея на кромки для сращивания щитов, одно из которых расположено перед устройством для разворота щитов, а другое - после устройства для обработки поперечных кромок, сблокировано с прессующим устройством и установлено с возможностью перемещения в направлении подачи.
Кроме того, приспособление для нанесення клея на кромки выполнено в виде нижней стационарной плиты, верхней подвижной плиты с эксцентр 1ковым нрижимом и демпфером и с боковыми уплотнителями, один из которых имеет штуцер для подачи клея, причем перед прижимом изготовлен толкатель и эксцентриковые горизонтальный и вертикальный зажимы с демпферами.
Прессующее устройство, сблокированное с нриспособлепием для нанесения клея на поперечные кромки, имеет контактный нагрев п выполнено в виде нижней стационарной плнты, верхней подвижной плиты с эксцентриковым вертикальным нрижимом с демпфером, дополнительным консольным вертикальным прижимом и эксцентриковыми горизонтальным и вертикальным зажимами с демпферами.
Каждое устройство для обработки кромок щитов перед их сращиванием изготовлено в виде толкателя с базирующим упором, имеет в зопе обработки эксцентриковый прижим с демпфером, установленный над комбинированным инструментом, н фнксирующп толкатель с досылателем.
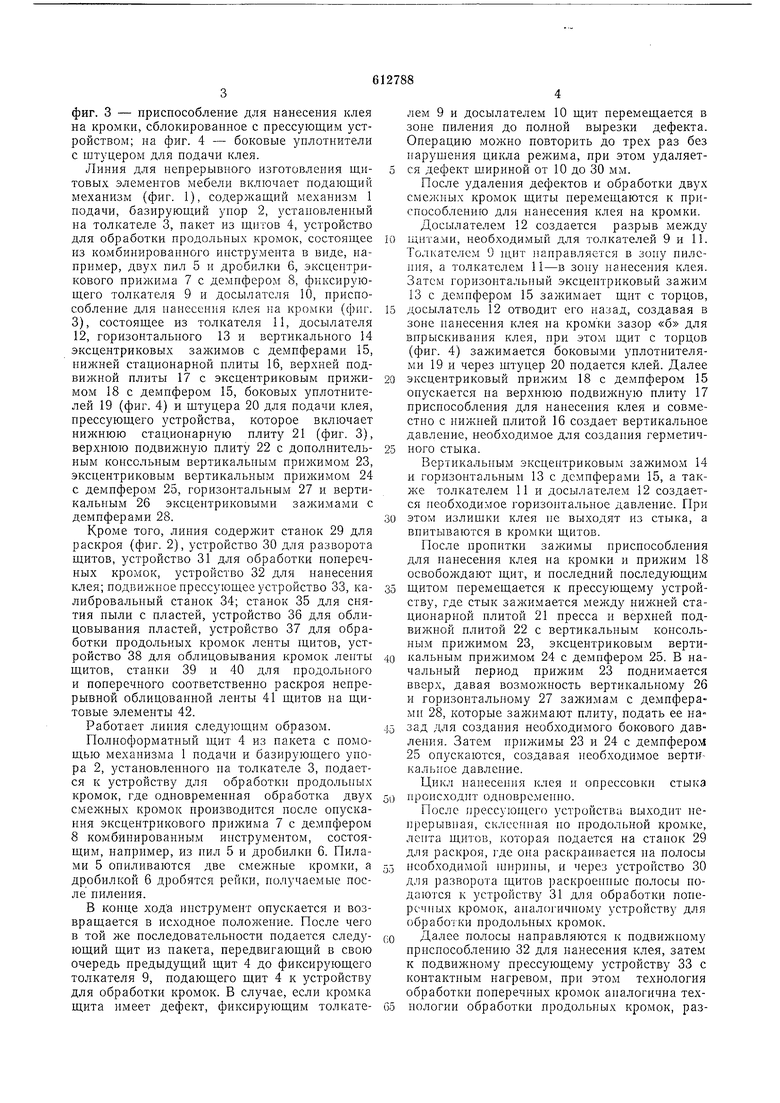
Па фиг. 1 схематически показаны подающее устройство и устройство для обработки кромок щнтов перед их сращиванием; на фпг. 2 - предлагаемая линия, общий вид; па
фиг. 3 - приспособление для нанесения клея на кромки, сблокированное с прессующим устройством; на фиг. 4 - боковые унлотнители с штуцером для подачи клея.
Линия для непрерывного изготовления щитовых элементов мебели включает подающий механизм (фиг. 1), содержащий механизм 1 подачи, базирующий унор 2, установленный на толкателе 3, пакет из щитов 4, устройство для обработки продольных кромок, состоящее из комбинированного инструмента в виде, например, двух пил 5 и дробилки 6, эксцентрикового прижима 7 с демпфером 8, фиксирующего толкателя 9 и досылатсля 10, приспособление для нанесения клея на кромки (фиг. 3), состоящее из толкателя И, досылателя 12, горизонтального 13 и вертикального 14 эксцентриковых зажимов с демпферами 15, стационарной плиты 16, верхней подвижной плиты 17 с эксцентриковым прижимом 18 с демпфером 15, боковых уплотнителей 19 (фиг. 4) и щтуцера 20 для подачи клея, прессующего устройства, которое включает нижнюю стационарную плиту 21 (фиг. 3), верхнюю подвижную плиту 22 с дополнительным консольным вертикальным прижимом 23, эксцентриковым вертикальным прилсимом 24 с демпфером 25, горизонтальным 27 и вертикальным 26 эксцентриковыми зал имами с демпферами 28.
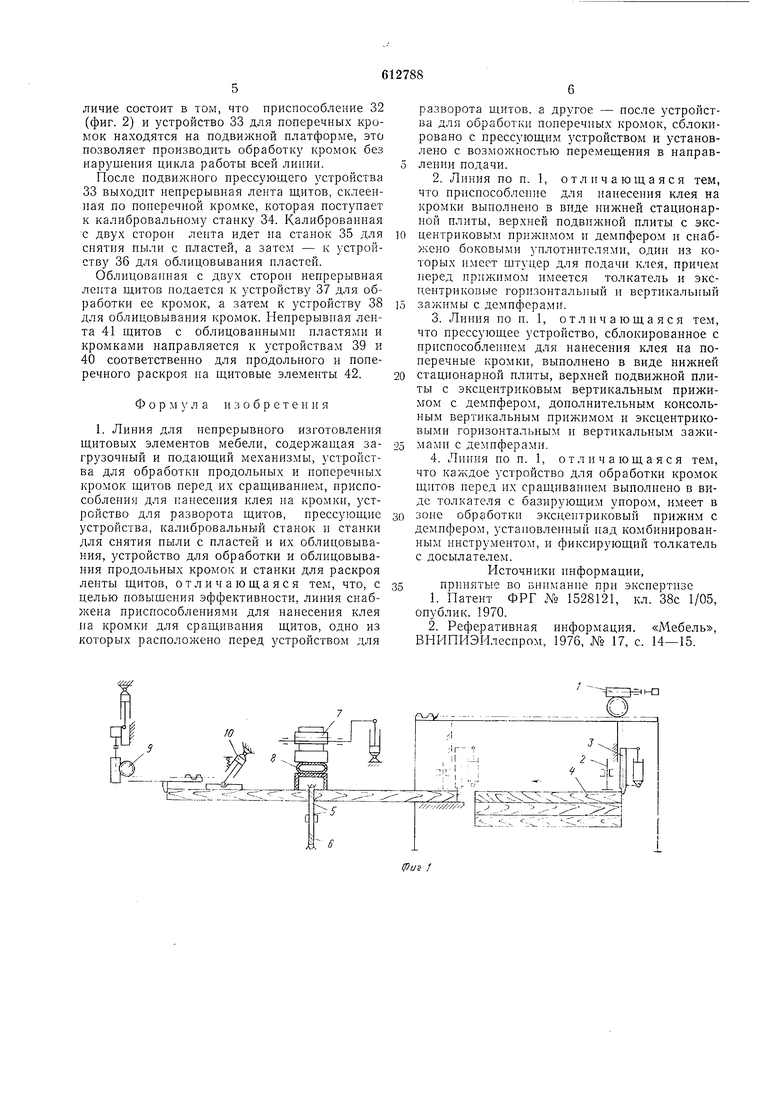
Кроме того, линия содерлсит станок 29 для раскроя (фиг. 2), устройство 30 для разворота щитов, устройство 31 для обработки поперечных кромок, устройство 32 для нанесения клея; подвижное прессующее устройство 33, калибровальный станок 34; станок 35 для снятия пыли с пластей, устройство 36 для облицовывания пластей, устройство 37 для обработки продольных кромок ленты щнтов, устройство 38 для облицовывания кромок ленты щитов, станки 39 и 40 для нродольного и поперечного соответственно раскроя непрерывной облицованной ленты 41 щитов на щитовые элементы 42.
Работает линия следующим образом.
Полноформатный щит 4 из пакета с помощью механизма 1 подачи и базируюн1,его упора 2, установленного па толкателе 3, подается к устройству для обработки продольных кромок, где одновременная обработка двух смежных кромок производится после опускания эксцентрикового прижима 7 с демпфером 8 комбинированным инструментом, состоящим, например, из пил 5 и дробилки 6. Пилами 5 опиливаются две смежные кромки, а дробилкой 6 дробятся рейки, получаемые после пиления.
В коице хода ипструмент опускается и возвращается в исходное положение. После чего в той же последовательности подается следующий щит из пакета, передвигающий в свою очередь предыдущий щит 4 до фиксирующего толкателя 9, подающего щит 4 к устройству для обработки кромок. В случае, если кромка щита имеет дефект, фиксирующим толкателем 9 и досылателем 10 щит перемещается в зоне пиления до полной вырезки дефекта. Операцию можно повторить до трех раз без нарушения цикла режима, при этом удаляется дефект шириной от 10 до 30 мм.
После здаления дефектов и обработки двух смежных кромок щиты перемещаются к приспособлению х1ля нанесения клея на кромки.
Досылателем 12 создается разрыв между щитами, необходимый для толкателей 9 и 11. Толкателем 9 пхнт направляется в зону пиления, а толкателем 11-в зону нанесения клея. Затем горизонтальный эксцентриковый 13 с демнфером 15 зажимает щит с торцов, досылатель 12 отводит его назад, создавая в зоне нанесения клея на кромки зазор «б для впрыскивання клея, при этом щит с торцов (фиг. 4) зажимается боковыми уплотнителями 19 и через штуцер 20 подается клей. Далее эксцентриковый прижим 18 с демпфером 15 онускается на верхнюю подвил ную плиту 17 приспособления для нанесения клея и совместно с нижней плитой 16 создает вертикальное давление, необ.ходимое для создания герметичного стыка.
Вертикальным эксцентриковым зажимом 14 и горизонтальным 13 с демпферами 15, а такл :е толкателем 11 и досылателем 12 создается необходимое горизо1ггальное давление. При этом излишки клея не выходят из стыка, а впитываются в кромки щитов.
После пропитки зажимы приспособления для нанесения клея на кромки и 18 освобол дают щит, и последний последующим щитом перемещается к прессующему устройству, где стык зажимается меладу пильней стационарной илитой 21 пресса и верхней подвил ной плитой 22 с вертикальным консольным нрилшмом 23, эксцентриковым вертикальным прилсимом 24 с демпфером 25. В начальный период 23 поднимается вверх, давая возмолшость вертикальному 26 и горизонтальному 27 залсимам с демпферамн 28, которые зал имают плиту, подать ее назад для создания необходимого бокового давления. Затем 23 и 24 с демпфером 25 опускаются, создавая необходимое верти кальное давление.
Цикл нанесения клея и онрессовкн стыка происходит одновременно.
После прессующего устройства выходит непрерывная, склеенная но продольной кромке, леггга щитов, которая подается на стапок 29 для раскроя, где она раскраивается па полосы необходимой ujHpHiibT, и через устройство 30 для разворота щитов раскроен 1ые полосы подаются к устройству 31 для обработки поперечных кромок, аналогичному устройству для обработки продольных кромок.
Далее полосы направляются к подвиЛСному приспособлению 32 для нанесения клея, затем к подвилсному прессующему зстройству 33 с контактным нагревом, при этом технология обработки поперечных кромок аналогична технологии обработки продольных кромок, различие состоит в том, что приспособление 32 (фиг. 2) и устройство 33 для поперечных кромок находятся на подвижной платформе, это позволяет производить обработку кромок без нар)шения цикла работы всей линии.
После подвижного прессующего устройства 33 выходит непрерывная лента щитов, склеенная но поперечной кромке, которая ноступает к калибровальному станку 34. Калиброванная с двух сторон лента идет на станок 35 для снятия ныли с нластей, а затем - к устройству 36 для облицовывания нластей.
Облицованная с двух сторон непрерывная лепта щитов подается к устройству 37 для обработки ее кромок, а затем к устройству 38 для облицовывания кромок. Непрерывная лента 41 щитов с облицованными пластями и кромками направляется к устройствам 39 и 40 соответственно для продольного и поперечного раскроя па щитовые элементы 42.
Форм у л а и 3 о б р е т е н и я
1. Линия для непрерывного изготовления щитовых элементов мебели, содержащая загрузочный и подающий механизмы, устройства для обработки нродольных и поперечных кромок щитов перед их сращиванием, приспособления для нанесения клея на кромки, устройство для разворота щитов, прессующие устройства, калибровальный станок и станки для снятия пыли с пластей и их облицовывания, устройство для обработки и облицовывания продольных кромок и станки для раскроя ленты щитов, отличающаяся тем, что, с целью новьипения эффективности, линия снабжена приспособлениями для нанесения клея на кромки для сращивания щитов, одно из которых расположено перед устройством для
разворота щитов, а другое - после устройства для обработки поперечных кромок, сблокировано с прессующим устройством и установлено с возможностью перемещения в направлении подачи.
2.Линия по п. 1, отличающаяся тем, что приспособление для нанесения клея на кромки выполнено в виде нижней стационарной нлиты, верхней подвилшой нлиты с эксцентриковым прижимом и демпфером и снабжено боковыми уплотнителями, один из которых имеет щтуцер для подачи клея, причем перед прижимом имеется толкатель и эксцентриковые горизонтальный и вертикальный зажимы с демнферами.
3.Лнния по п. 1, отличающаяся тем, что прессующее устройство, сблокированное с приспособлением для нанесения клея на поперечные кромки, выполнено в виде стационарной плиты, верхней подвижной плиты с эксцентриковым вертикальным прижимом с демпфером, дополнительным консольным вертикальным прижимом и эксцентриковыми горизонтальным и вертикальным зал имамп с демнферами.
4.Линия по п. 1, отличающаяся тем, что каждое устройство для обработки кромок щитов перед их сращиванием выполнено в виде толкателя с базирующим упором, имеет в зоне обработки эксцентриковый прижим с демпфером, устаповлеппый пад комбинированным инструментом, и фиксирующий толкатель с досылателем.
Источники информации, принятые во внимание при эксиертизе
1.Патент ФРГ 1528121, кл. 38с 1/05, опублик. 1970.
2.Реферативная информация. «Мебель, ВПИПИЭИлеспром, 1976, № 17, с. 14-15.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБЛИЦОВЫВАНИЯ КРОМОК ЩИТОВЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2002 |
|
RU2229375C2 |
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| Станок для сращивания древесных плит | 1981 |
|
SU1025510A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСАДНЫХ ПОВЕРХНОСТЕЙ МЕБЕЛИ | 2015 |
|
RU2604850C1 |
| Линия обработки, облицовывания кромок и сверления щитовых деталей деревянных корпусов | 1988 |
|
SU1576320A1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| Способ облицовывания кромок щитовых мебельных деталей искусственной кожей | 1987 |
|
SU1637754A1 |
| Комплексная деревообрабатывающая линия | 1956 |
|
SU107590A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| Устройство для облицовки кромок мебельных щитов | 1986 |
|
SU1381151A1 |

Фиг. 2
