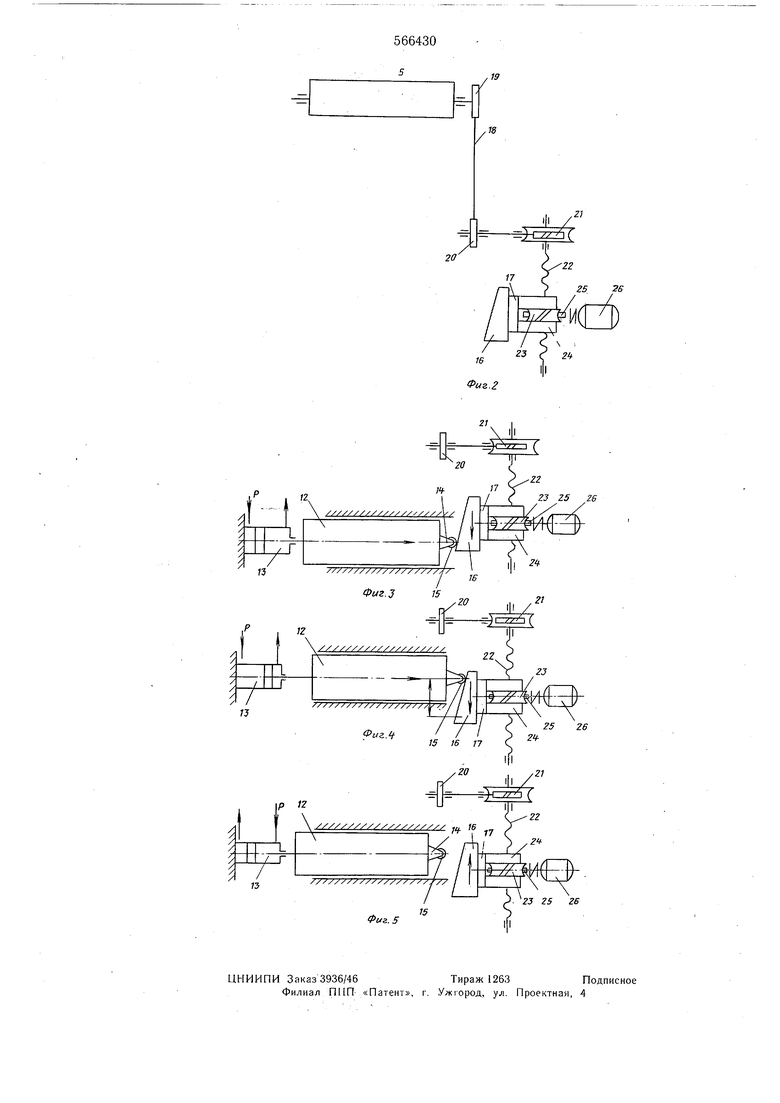
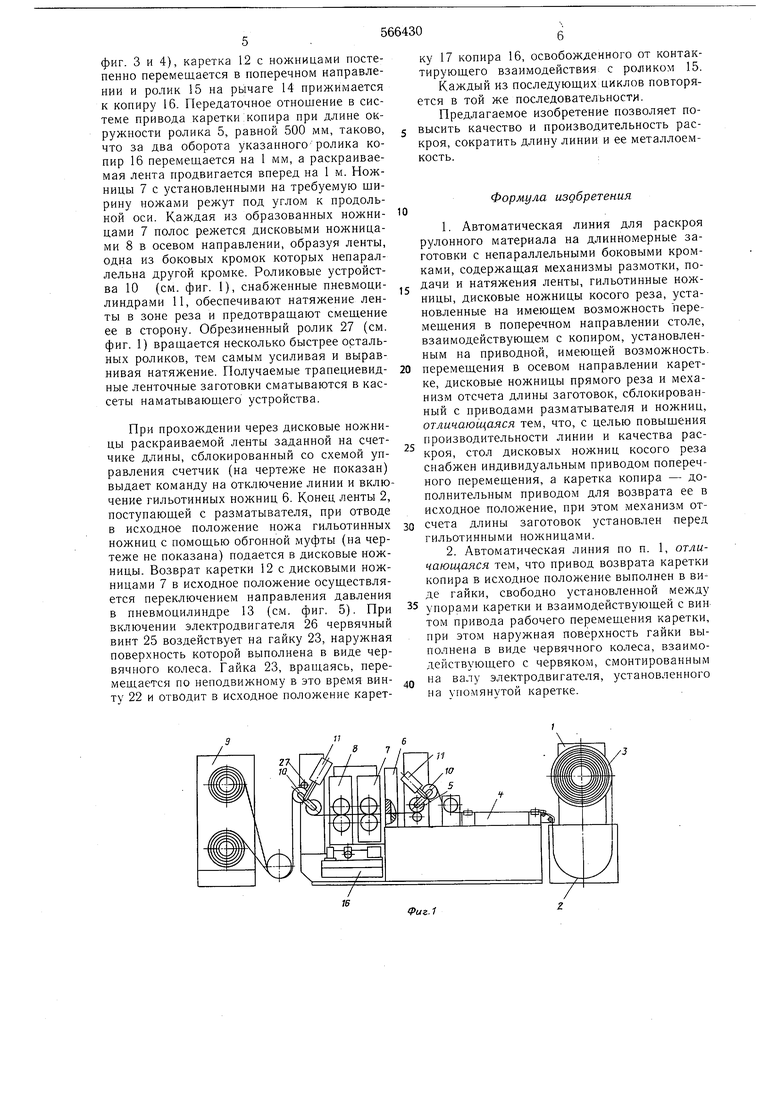
не позволяют выдерживать длину заготовок и плавность косого реза, не обеспечивают достаточной производительности. При возвращении копира и ножниц косого реза в исходное положение приводится в движение вся кинематическая схема и все зазоры кинематической цепи выбираются в обратную (нерабочую) сторону. Для того, чтобы их выбрать снова в рабочую сторону неред заправкой нового отрезка раскраиваемого материала приходится прокручивать вхолостую счетный ролик на оборотов в рабочую сторону. Если же этого не сделать, то ошибка в длине заготовок составит 9-10 м. Цель изобретения - повышение качества раскроя и производительности линии. Для этого стол дисковых ножниц косого реза снабжен индивидуальным приводом поперечного перемещения, а каретка копира - дополнительным приводом для возврата ее в исходное положение, при этом механизм отсчета длины заготовок установлен перед гильотинными ножницами. Кроме того, привод возврата каретки копира в исходное положение выполнен в виде гайки, свободно установленной между упорами каретки и взаимодействующей с винтом привода рабочего перемещения каретки, при этом на наружной поверхности гайки закреплено червячное колесо, входящее в зацепление с червяком, смонтированным на валу электродвигателя, установленного на упомянутой каретке. На фиг. 1 схематически изображена предлагаемая линия, вид сбоку; на фиг. 2 - схема кинематической связи механизма отсчета длины заготовок и копира; на фиг. 3 - каретка ножниц косого реза и копир, начало рабочего хода; на фиг. 4 - то же, рабочего хода; на фиг. 5 - возвращение копира в исходное положение при отключенном-приводе рабочего хода. Автоматическая линия содержит разматыватель 1 (см. фиг. 1) для разматывания раскраиваемой ленты 2 с рулона 3, стол 4 со средствами направленной подачи раскраиваемой ленты 2, механизм отсчета длины заготовок, выполненный в виде вращающегося под воздействием движущейся ленть ролика 5 и счетчика (на чертеже не показан), гильотинные ножницы 6 для поперечного реза раскраиваемого материала, за которыми с максимальным приближением друг к другу расположены дисковые ножницы 7 косого реза и дисковые ножницы 8 прямого реза. Для приема и сматывания в кассеты длинномерных ленточных заготовок имеется наматывающее устройство 9. Перед гильотинными ножницами и за дисковыми ножницами прямого реза установлены роликовые устройства 10 для предотвращения увода в сторону раскраиваемого материала и создания натяжения в зоне реза. Для создания достаточного натяжения раскраиваемого материала и отвода роликовых устройств 10 при заправке ленты 2 в нож504 вицы 7 и 8 предусмотрены пневмоцилиндры 11. Разматыватель 1, дисковые ножницы 8 и наматывающее устройство 9 снабжены приводами (на чертеже не показаны), сблокированными между собой и со счетчиком (на чертеже не показан) устройства отсчета длины. Дисковые ножницы 7 косого реза служат для выполнения непараллельной боковой кромки в заготовке и установлены на поперечно-подвижной по направляющим каретке 12 (см. фиг. 3-5), снабженной приводом, например пневмоцилиндром 13, для рабочего перемещения ножниц перпендикулярно движущейся вдоль оси ленты 2 и вывода их в исходное положение. Каретка 12 снабжена рычагом 14 с роликом 15, контактирующим в рабочем нолЪжении каретки с копиром 16 (см. фиг. 2-5), установленным на подвижной в осевом направлении каретке 17, кинематически связанной с роликом 5 (см. фиг. 2) механизма отсчета длины заготовок. Кинематическая связь ролика 5 с кареткой 17 копира, служащая для рабочего перемещения ее, включает в себя замкнутую цепь 18, охватывающую две звездочки 19 и 20, одна из которых (19) жестко установлена на валу ролика 5 механизма отсчета длины заготовок, а другая (20) - на валу промежуточного червячного редуктора 21, который служит для приведения во вращение винта 22, взаимодействующего с круглой гайкой 23, свободно установленной между упорами 24 каретки 17 копира. Для обеспечения возможности перемещения копира в исходное положение без приведения в действие системы привода рабочего его перемещения наружная поверхность гайки 23 выполнена в виде червячного колеса, взаимодействующего с червячным винтом 25 на валу электродвигателя 26, жестко связанного с кареткой 17 копира с возможностью одновременного перемещения с ней. На фиг. 1 позицией 27 обозначен обрезиневный ролик для выравнивания натяжения. Предлагаемая линия работает следующим образом. Лента 2 рулонного материала пропускается через направляющие, натяжные и режущие устройства, а начала каждой из заготовок заправляют в соответствующую кассету наматывающего устройства 9. Длина заготовок задается с помощью счетчика механизма отсчета длины. При включении лиНИИ движущаяся лента 2 рулонного материала приводит во вращательное движение ролик 5 механизма отсчета длины заготовок. С помощью цепи 18, охватывающей звездочки 19 и 20, вращательное движение от ролика 5 через промежуточный червячный редуктор 21 сообщается винту 22, взаимодействующему с неподвижной в это время гайкой 23, под действием которой каретка 17 копира 16 перемещается в осевом направлении. Под действием давления (в рабочую сторону) в пневмоцилиндре.13 (см.
фиг. 3 и 4), каретка 12 с ножницами постепенно перемещается в поперечном направлении и ролик 15 на рычаге 14 прижимается к копиру 16. Передаточное отношение в системе привода каретки:копира при длине окружности ролика 5, равной 500 мм, таково, что за два оборота указанногоролика копир 16 перемещается на 1 мм, а раскраиваемая лента продвигается вперед на 1 м. Ножницы 7 с установленными на требуемую ширину ножами режут под углом к продольной оси. Каждая из образованных ножницами 7 полос р.ежется дисковыми ножницами 8 в осевом направлении, образуя ленты, одна из боковых кромок которых непараллельна другой кромке. Роликовые устройства 10 (см. фиг. 1), снабженные пневмоцилиндрами 11, обеспечивают натяжение ленты в зоне реза и предотвращают смещение ее в сторону. Обрезиненный ролик 27 (см. фиг. 1) вращается несколько быстрее остальных роликов, тем самым усиливая и выравнивая натяжение. Получаемые трапециевидные ленточные заготовки сматываются в кассеты наматывающего устройства.
При прохождепии через дисковые ножницы раскраиваемой ленты заданной на счетчике длины, сблокированный со схемой управления счетчик (на чертеже не показан) выдает команду на отключение линии и включение гильотинных ножниц 6. Конец ленты 2, поступающей с разматывателя, при отводе в исходное положение ножа гильотинных ножниц с помощью обгонной муфты (на чертеже не показана) подается в дисковые ножницы. Возврат каретки 12 с дисковыми ножницами 7 в исходное положение осуществляется переключением направления давления в пневмоцилиндре 13 (см. фиг. 5). При включении электродвигателя 26 червячный винт 25 воздействует на гайку 23, наружная поверхность которой выполнена в виде червячного колеса. Гайка 23, вращ.аясь, перемещается по неподвижному в это время винту 22 и отводит в исходное положение каретку 17 копира 16, освобожденного от контактирующего взаимодействия с роликом 15.
Каждый из последующих циклов повторяется в той же последовательности.
Предлагаемое изобретение позволяет повысить качество и производительность раскроя, сократить длину линии и ее металлоемкость.:
Формула изобретения
10
1.Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками, содержащая механизмы размотки, подачи и натяжения ленты, гильотинные ножницы, дисковые ножницы косого реза, установленные на имеющем возможность перемещения в поперечном направлении столе, взаимодействующем с копиром, установленным на приводной, имеющей возможность, перемещения в осевом направлении каретке, дисковые ножницы прямого реза и механизм отсчета длины заготовок, сблокированный с приводами разматывателя и ножниц, отличающаяся тем, что, с целью повышения производительности линии и качества раскроя, стол дисковых ножниц косого реза снабжен индивидуальным приводом поперечного перемещения, а каретка копира - дополнительным приводом для возврата ее в исходное положение, при этом механизм отсчета длины заготовок установлен перед гильотинными ножницами.
2.Автоматическая линия по п. 1, отличающаяся тем, что привод возврата каретки копира в исходное положение выполнен в виде гайки, свободно установленной между упорами каретки и взаимодействующей с вин том привода рабочего перемещения каретки, при этом наружная поверхность гайки выполнена в виде червячного колеса, взаимодействующего с червяком, смонтированным на валу электродвигателя, установленного на упомянутой каретке.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1977 |
|
SU737142A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1976 |
|
SU904924A1 |
| Устройство для подачи листового материала | 1977 |
|
SU733890A1 |
| Линия для раскроя листа | 1974 |
|
SU510327A1 |
| Линия для продольного раскроя движущегося проката | 1975 |
|
SU624736A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Линия для раскроя движущегося листового проката | 1980 |
|
SU912415A1 |
| Линия для раскроя листового проката | 1980 |
|
SU1085708A2 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |