(21)4085646/25-05
(22)07.07.86
(46) 23.03.88. Бюл. № i
(71)Производственное объединенне «Машиностроительный завод им. Ф. Э. Дзержинского
(72)Л. П. Куликов и А. Г. Погорелов
(53)678.057.726(088.8)
(56)Авторское свидетельство СССР № 178482, кл. В 29 С 45/36, 1966.
Патент США № 2622275, кл. 425-236, опублик. 1952.
(54)МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ
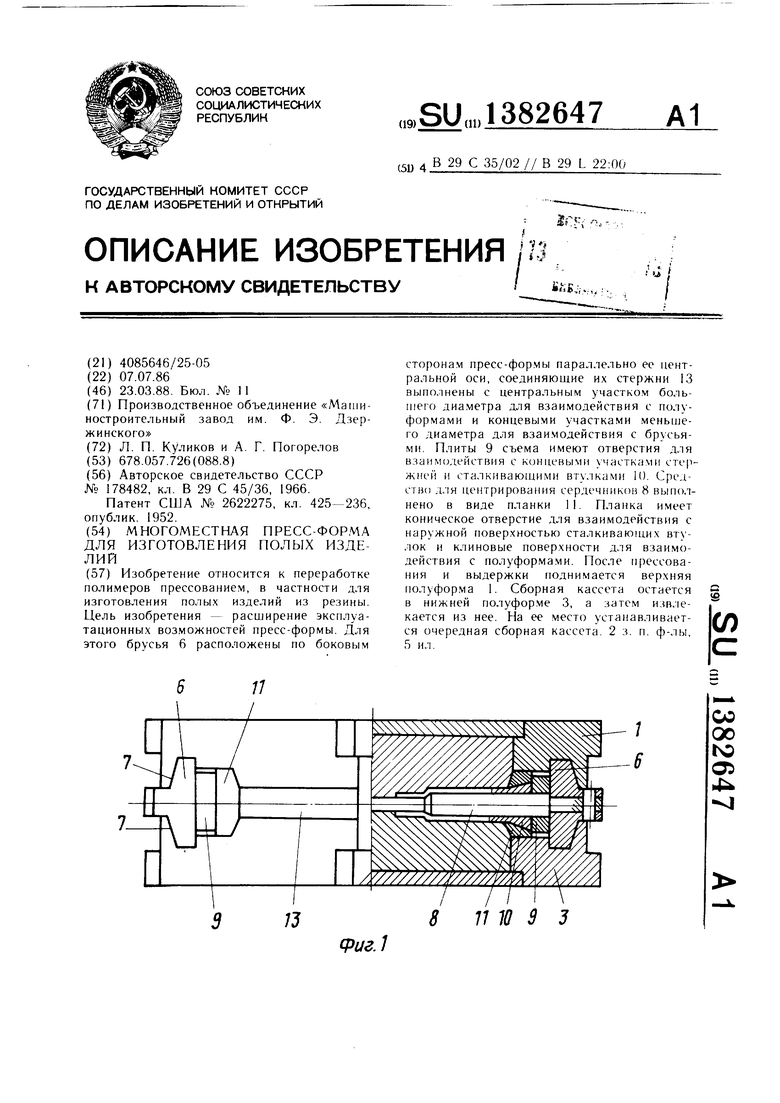
(57)Изобретение относится к переработке полимеров прессованием, в частности для изготовления полых изделий из резины. Цель изобретения - расширение эксплуатационных возможностей пресс-формы. Для этого брусья 6 расположены по боковым
сторонам пресс-фор.мы параллельно ее пент- ральной оси, соединяющие их стержни 13 выполнены с центральным участком боль- niero диаметра для взаимодействия с полуформами и концевыми участками го диаметра для взаимодействия с брусьями. Плиты 9 съема имеют отверстия для взаимодействия с концевыми участками стержней и сталкиваю цими втулками И). Средство для центрирования сердечников 8 выполнено в виде планки II. Планка имеет коническое отверстие для взаимодействия с наружной поверхностью сталкиваю1цих втулок и клиновые поверхности для взаимодействия с полуформами. После прессования и выдержки поднимается верхняя полуформа 1. Сборная кассета остается в нижней полуформе 3, а затем извлекается из нее. На ее место устанавливается очередная сборная кассета. 2 з. п. ф-лы, 5 ил.
&
(Л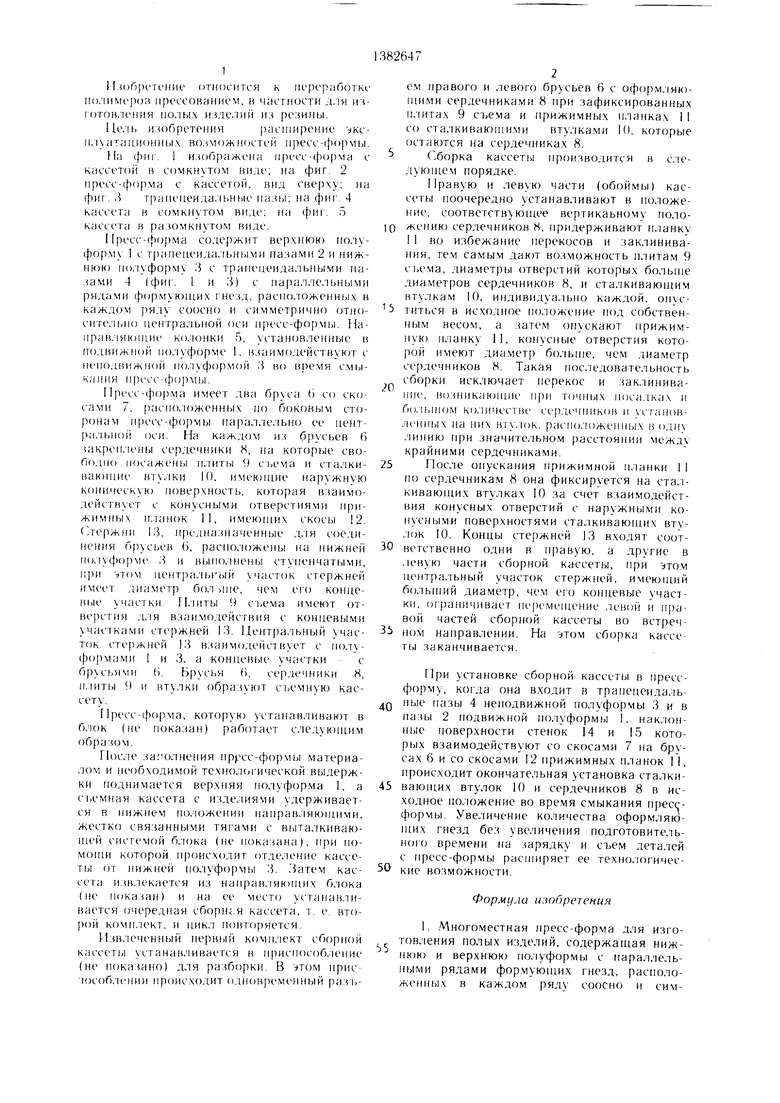
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
| Пресс-форма | 1974 |
|
SU501830A1 |
| Пресс-форма для изготовления многоплавких моделей с поднутреннием | 1980 |
|
SU973213A2 |
| Многоместная форма | 1989 |
|
SU1646882A2 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1113261A1 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма | 1973 |
|
SU442008A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Пресс-форма | 1980 |
|
SU887218A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
/J
(ригЛ
оо оо
ГчЭ
О5
в JJ 10 3 3
Изобретение относится к переработке полимеров прессованием, н частности для и.ч- отонленпя полых излелнй нз резины.
He.ib изобретениярас1нирение кс||.| aTant OHHi)ix возможHocTcii п)есс-(}1Ормы.
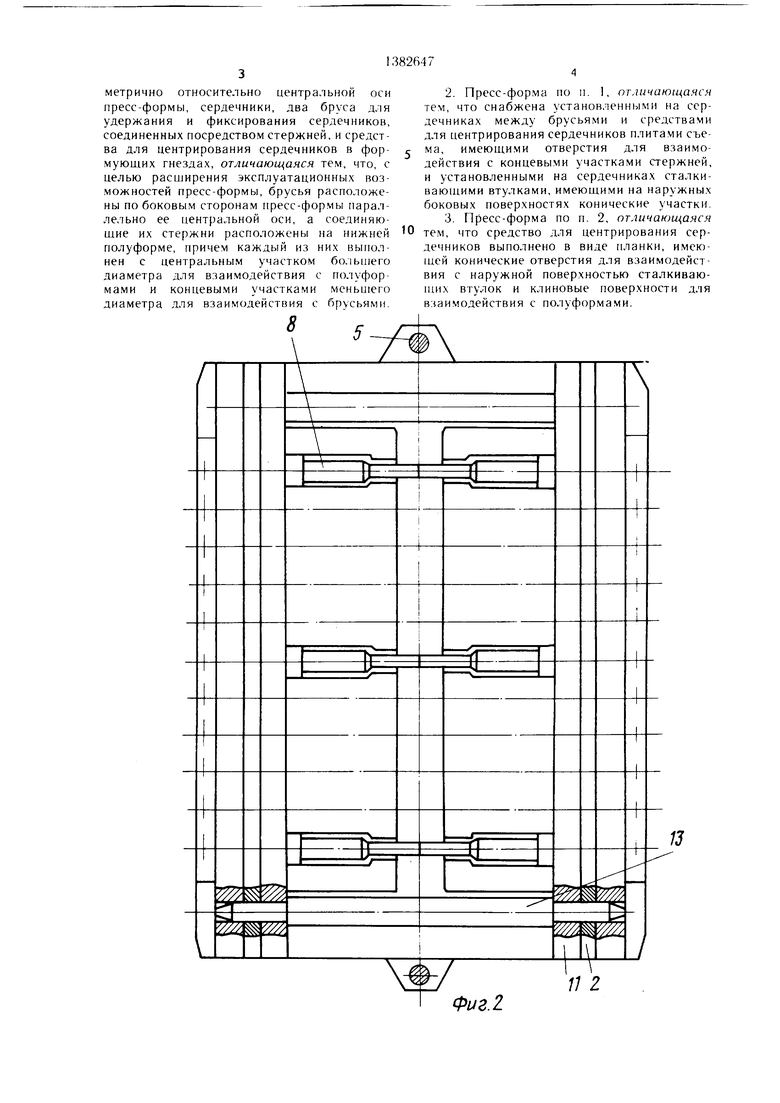
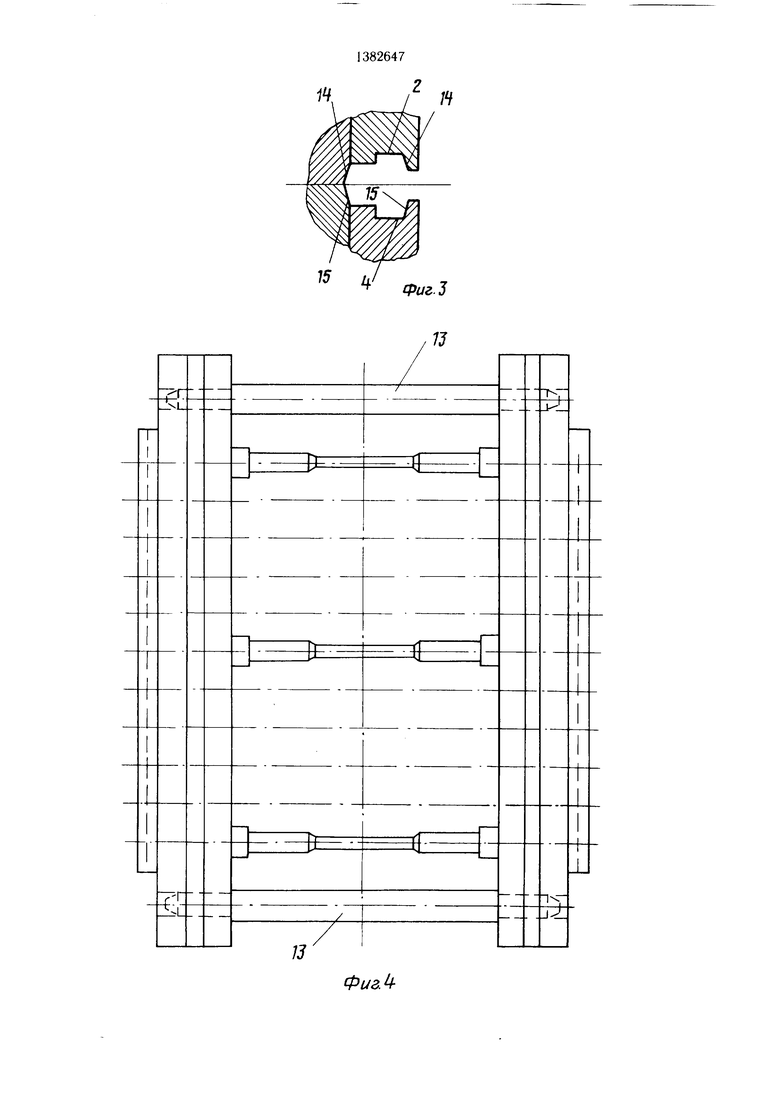
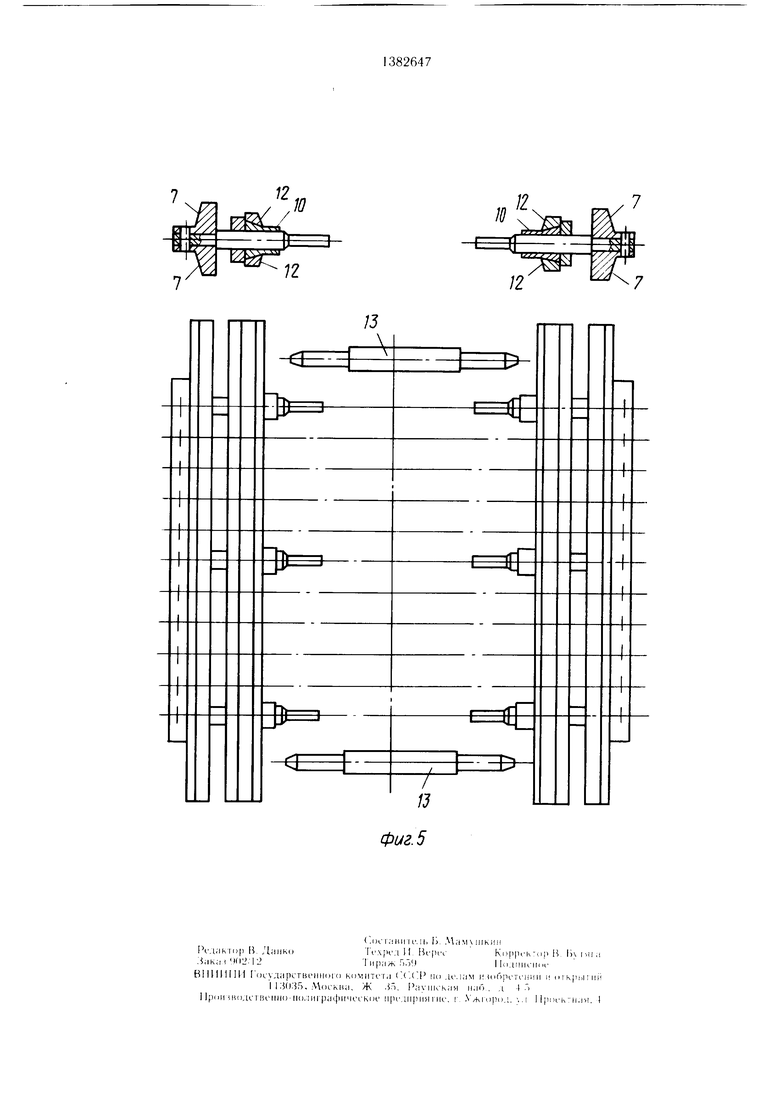
На (. 1 изображена пресс-форма с кассетой в сомкнутом виде; на фиг. 2 пресс-форма с кассетой, вид CEiepxy; на фиг. 3 трапецеида.и.ные пазы; на фиг. 4 кассета в сомкнутом виде: на фиг. 5 кассета в разомкнутом виде.
Пресс-форма содержит верхнюю полу- форму 1 с т)аг|ецеида.тьпы.ми пазами 2 н нижнюю но.чуформу 3 с трапецеидальными пазами 4 (фиг-. 1 и 3) с параллельными рядами формующих г незд. расио.тоженн1)1х в каждом ряду соосно и симметрично отно- снте/и.ио центральной оси пресс-формы. На- 11рав. 1Я1)Н1ие ко. юнки 5, установленные в (тодвижной полуформе 1. взапмодейст1 ук)т с неподвижной ио.пуформой 3 во время смЬ)1- ка)1ия 11|1есс-({)О1)мы.
ripecc-ijiopMa имеет два бруса 6 со скосами 7. ккчюложенньгч по боковым сто- К)нам н)есс-фо)мы паралле-тьио ее ueiiT- К1льной оси. На каждом пз брусьев 6 закреи.тены сердечники 8, на которые свободно посаже |ы плиты 9 .ма и ста. 1ки- вак)И1ие вту.1ки К), имеющие наружную коническую поверхность, которая взаимодействует с конусными отверстия.ми нри- жимных планок 11, имею1пих скосы 12. (л ерж)|и 13. нредназначенные д.тя соединения б псьев t). распо. южены на нижней по.1уф())ме 3 и вьпюлнены ступенчатыми, при siTOM пентра.ты ый участок стержней диаметр бол ипе. чем ei o концевые участки. П.ЧИТЫ 9 с ьема имеют отверстия для взаимодействия с концевыми участками стержней 13. Центральный участок сте) 13 взаимодействует с полу- ((нормами 1 и 3. а концевые участки с брусьями (). Брусья в. сердечники 8, плиты 9 и втулки образуют с 1 емную кассету.
11ресс-фг)рма. которую устанавливают в блок (не показан) работает следующи.м образом.
После за:к)лнения нррсс-формы материа- и необходимой технол(я ической выдержки подни.мается верхняя иолуформа 1. а съемная кассета с изделиями удерживается в нижнем положении ианравляюшими. жестко связанными тягами с выталкивающей системой блока (не показана), 1ри по- МОН1И которой происходит отделение кассеты от нижней полуформы 3. Затем кассета извлекается из направ.тякхних блока (не нока.зан) и на ее место устанавливается очередная сборн;.я кассета, т. е. вто- )ой комплект, и цикл повторяется.
Пзвлеченный первый комнлект сборной кассеты устанавливается в приспособление (не показано) для разборки. В ()м ирис- юсоблении происходит одновременный разъем правого и левого брусьев 6 с офо)м.1яю- ншми сердечниками 8 при зафиксированных п.литах 9 съема и прижимных планках 1 I со сталкиваюп1ими втулками И), которые остаются на сердечника.х 8.
(хборка кассеты производится в с.тедующем порядке.
Правую и левую части (обоймы) кассеты поочередно устанавливают в положение, соответствующее вертикаьному полоQ жению сердечников 8. придерживают планку 1 I во избежание перекосов и заклинивания, тем еамы.м дают возможность плитам 9 сьема, диаметры отверстий которых больп1е диаметров сердечников 8. и сталкивающим вту.лкам И), индивидуально каждой, онус5 титься в исходное положение нод собственным весом, а затем онускают прижим- пую планку 11, конусные отверстия которой имеют диаметр 6o. ibHie. чем диаметр сердечников 8. Такая последовательность сборки иск;1ючает перекос и заклинивание, возннкаюни1е 11|)и носадках и бо.иином количестве се)дечников и установ- Л1М1П1,1Х на них нту.юк. расположеппыл в одпу , 1инию при значительном расстоянии между крайними сердечниками.
После опускания прижимной планки 1 1
по сердечникам 8 она фиксируется на сталкивающих втулка.х 10 за счет взаимодействия конусны.х отверстий с наружными конусными новерхностями сталкивающих втулок 10. Концы стержней 13 входят соот0 )етственно одни в правую, а другие в .к вую части сборной кассеты, при этом центральный участок стержней, имеющий больший диаметр, чем ег о концевые участки, ограничивает перемещение левой и правой частей сборной кассеты во встречЬ ном направлении. На утом сборка кассе- Ti.i заканчивается.
При установке сборной кассеты в пресс- форму, когда она в.ходит в транецеидальд ные пазы 4 неподвижной полуформы 3 и в пазы 2 подвижной полуформы 1. наклонные поверхности стенок 14 и 15 которых взаимодействуют со скоса.ми 7 на бру- сах 6 и со скосами 12 прижимных планок 1 I, происходит окончательная установка сталки5 вающи.х втулок 10 и сердечников 8 в исходное положение во время смыкания пресс-формы. Увеличение количества оформляющих гнезд без увеличения подготовительного времени па зарядку и съем деталей с пресс-фор.мы распщряет ее технологичее0 кие возможности.
Формула и. юбретения
g
Я
0
1Ж
Фиг2
;7 2
--6ФизЛ
И
12
