Изобретение относится к области переработки пластмасс, преимущественно термореактивных компаундов, методом скоростного литья и является усовершенствованием многоместной формы по оснвному авт.св.№ 1549767.
Цель изобретения - повышение удобства обслуживания и производительно- сти.
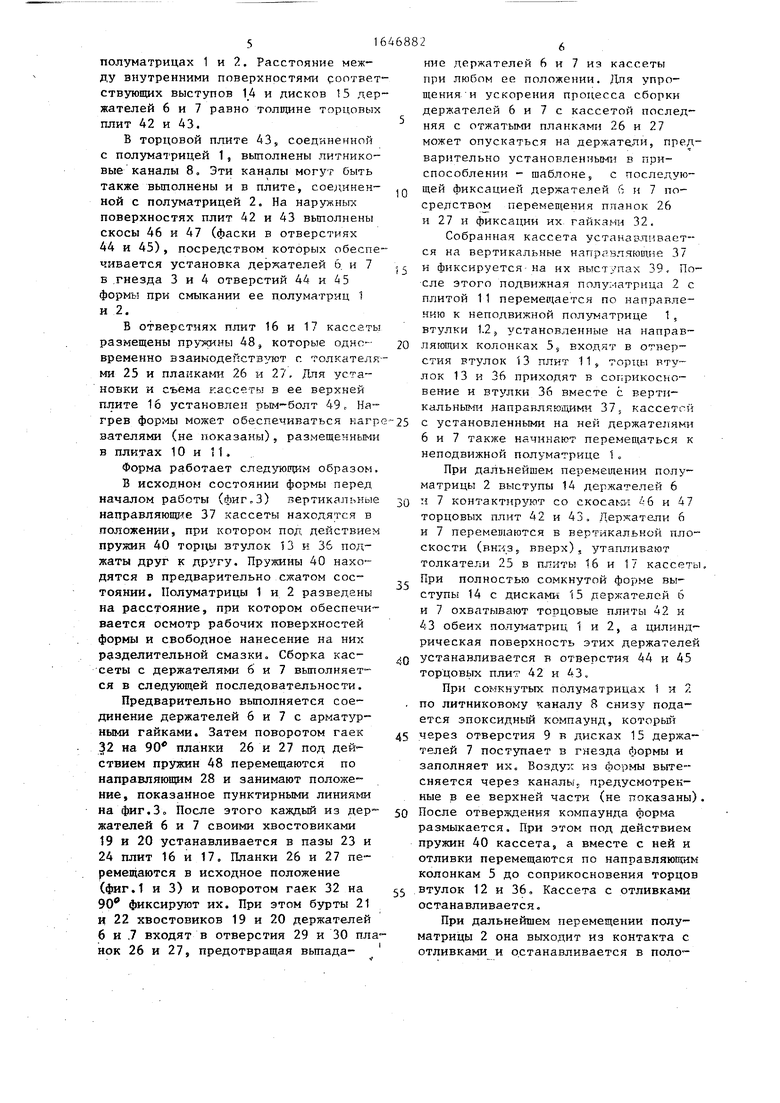
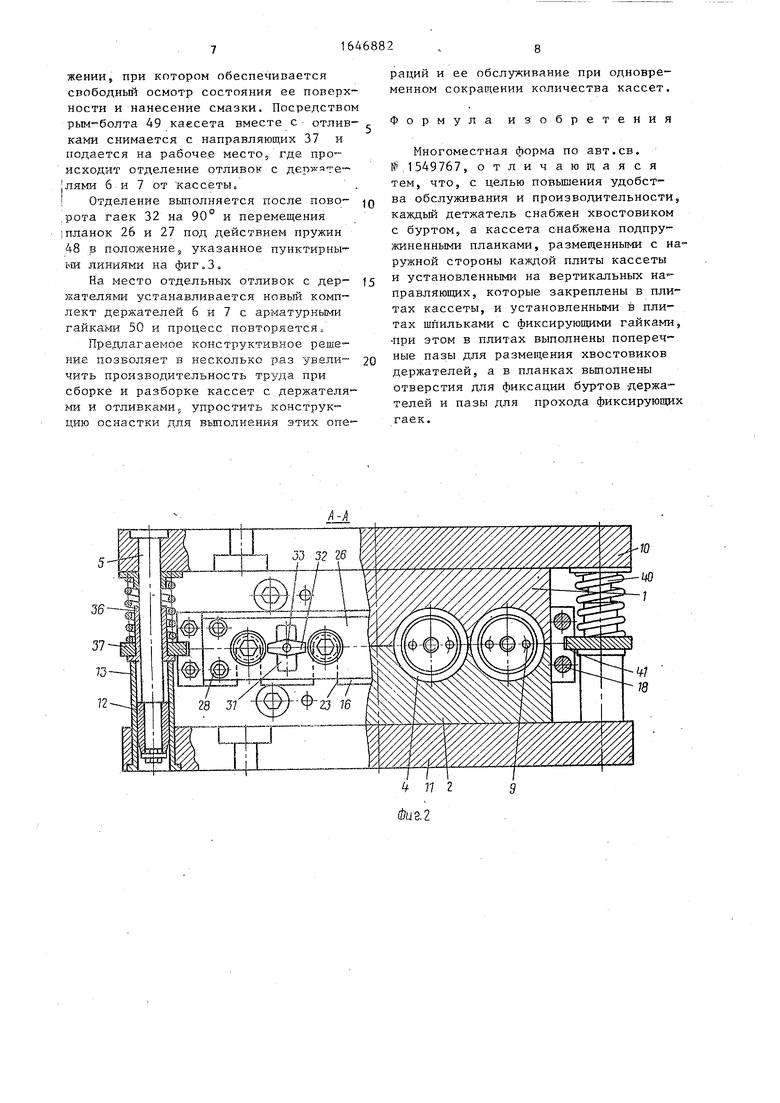
На фиг. 1 изображена форма, вид спереди с частичным разрезом5 на фиг. 2 - сечение А-А на фиг. 1, на фиг. 3 - форма, вид сбоку в разрезе при разомкнутых полуматрицау.
Форма состоит из двух полуматриц f1 и 2 с гнездами 3 и 4, направляю- щих колонок 5, держателей 6 и 7Э литниковых каналов 8, связанных с гнездами .3 и 4 через отверстия 9, выполненные в держателях 7. I Полуматрицы 1 и 2 соединены с неподвижной и подвижной опорными плитами 10 и 11, которые устанавливаются на заливочной машине (не показана). В неподвижной плите Ю установлены четыре направляющих колонки 5, на концах которых закреплены втулки 12, а на подвижной плите 11 установлены втулки 13 с возможностью их взаимодействия с наружными поверхностями втулок 12„ Держатели 6 и 7 выполнены в виде цилиндров с выступами 14 и дисками 15.
Форма снабжена кассетой, предназ- наченной для сборки на ней держателей 6 и 7 с заливаемой арматурой - гайками. Конструктивно кассета представляет собой сборную рамку, состоящую из двух горизонтальных плит 16 и 17, соединенныхjteacny собой штангами 18.
Для соединения держателей 6 и 7 с кассетой держатели снабжены хвостови5
0
0
5 0 5
0
ками 19 и 20 с буртами 21 и 22, а в плитах 16 и 17 кассеты выполнены поперечные пазы 23 и 24. В плитах 16 и 17 размещены подпружиненные толкатели 25 для взаимодействия с держателями 6 и 7. Кассета снабжена подпружиненными планками 26 и 27, которые раз мещены с наружной стороны плит 16 и 17 и установлены на вертикальных направляющих 28, жестко закрепленных на плитах 16 и 17. В планках 26 и 127 выполнены отверстия 29 и 30 для фиксации буртов 21 и 22 держателей 6 и 7, а также пазы 31 для прохождения через них фиксирующих гаек 32, установленных на шпильках 33, которые закреплены на плитах 16 и 17.
Для предотвращения самопроизвольного поворота держателей 7 в каждом из них выполнен паз 34, а в нижней плите 17 кассеты установлен штифт 35.
Для установки кассеты в форму в средней части направляющих колонок 5 установлены втулки 36, на которых закреплены вертикальные направляющие 37 в виде двух планок, каждая из которых для удобства установки кас- сеты в верхней части имеет скосы 38, а в нижней - выступы 39, фиксирующие положение кассеты в форме.
Под действием пружин 40, установленных на направляющих колонках 5, втулки 36 вместе с вертикальными направляющими 37 и кассетой могут перемещаться по направляющим колонкам 5. В торцах верхней и нижней плит 16 и 17 кассеты выполнены пазы 41 для взаимодействия с вертикальными направляющими 37. Каждая полуматрица 1 и 2 снабжена верхней и нижней торцовыми плитами 42 и 43 с отверстиями 44 и 45 (соответственно) для размещения держателей 6 и 7 при сомкнутых
516полуматрицах 1 и 2. Расстояние между внутренними поверхностями соответствующих выступов 14 и дисков 15 держателей 6 и 7 равно толщине торцовых плит 42 и 43.
В торцовой плите 43s соединенной с полуматрицей 1, выполнены литниковые каналы 8„ Эти каналы могут быть также выполнены и в плите, соединенной с полуматрицей 2. На наружных поверхностях плит 42 и 43 выполнены скосы 46 и 47 (фаски в отверстиях 44 и 45), посредством которых обеспечивается установка держателей 6 и 7 в гнезда 3 и 4 отверстий 44 и 45 формы при смыкании ее полуматриц 1 и 2.
В отверстиях плит 16 и 17 кассеты размещены пружинн 48, которые одновременно взаимодействуют г. толкателями 25 и планками 26 и 27, Для новки и съема кассеты в ее верхней плите 16 установлен рым-болт 49„ Нагрев формы может обеспечиваться кагр вателями (не показаны), размещенными в плитах 10 и 11,
Форма работает следующим образом.
В исходном состоянии формы перед началом работы (фиг.З) вертикальные направляющие 37 кассеты находятся в положении, при котором под действием пружин 40 торцы втулок 13 и 36 поджаты друг к другу. Пружины 40 находятся в предварительно сжатом состоянии, Полуматрицы 1 и 2 разведены на расстояние, при котором обеспечивается осмотр рабочих поверхностей формы и свободное нанесение на них разделительной смазки. Сборка кассеты с держателями 6 и 7 выполняется в следующей последовательности.
Предварительно выполняется соединение держателей 6 и 7 с арматурными гайками. Затем поворотом гаек 32 на 90 планки 26 и 27 под действием пружин 48 перемещаются по направляющим 28 и занимают положение, показанное пунктирными линиями на фиг.Зо После этого каждый из держателей 6 и 7 своими хвостовиками 19 и 20 устанавливается в пазы 23 и 24 плит 16 и 17, Планки 26 и 27 перемещаются в исходное положение (фиг.1 и 3) и поворотом гаек 32 на 90 фиксируют их. При этом бурты 21 и 22 хвостовиков 19 и 20 держателей 6 и .7 входят в отверстия 29 и 30 планок 26 и 27, предотвращая выпада8826
ние держателей 6 и 7 из кассеты при любом ее положении. Для упрощения и ускорения процесса сборки держателей 6 и 7 с кассетой последняя с отжатыми планками 26 и 27 может опускаться на держатели, предварительно установленными в приспособлении - шаблоне, с последующей фиксацией держателей (-, и 7 посредством перемещения ппанок 26 и 27 и фиксации их гайками 32.
Собранная кассета устанавливается на вертикальные направляющие 37
5 и фиксируется на их выступах 39. После этого подвижная полу.-штрица 2 с плитой 11 перемещается по направпе- нига к неподвижной полуматрице 1, втулки 1.2, установленные на направ0 ляющих колонках 5S входят в стия втулок 13 плит 11, торцы втулок 13 и 36 приходят в согрикосно- вение и втулки 36 вместе с вертикальными направляющими 37, кассетгн
5 с установленными на ней держателями 6 и 7 также начинают перемещаться к неподвижной полуматрице 1.
При дальнейшем перемещении полуматрицы 2 выступы 14 держателей 6
0 7 контактируют со скосами 6 и 47 торцовых плит 42 и 43. Держатели 6 и 7 перемещаются в вертикальной плоскости (вниз5 вверх), утапливают толкатели 25 в плиты 16 и 17 кассеты. При полностью сомкнутой форме выступы 14 с дисками 15 держателей 6 и 7 охватывают торцовые плиты 42 и 43 обеих полуматриц 1 и 2, а цилиндрическая поверхность этих держателей
0 устанавливается в отверстия 44 и 45 торцовых пли 42 и &3«
При сомкнутых полуматрицах 1 и . . по литниковому каналу 8 снизу подается эпоксидный компаунд, который
5 через отверстия 9 в дисках 15 держателей 7 поступает в гнезда формы и заполняет их„ Воздух из формы вытесняется через каналыt предусмотренные в ее верхней части (не показаны).
0 После отверждения компаунда форма размыкается. При этом под действием пружин 40 кассета, а вместе с ней и отливки перемещаются по направляющим колонкам 5 до соприкосновения торцов
5 втулок 12 и 36. Кассета с отливками останавливается.
При дальнейшем перемещении полуматрицы 2 она выходит из контакта с отливками и останавливается в поло5
жении, при котором обеспечивается свободный осмотр состояния ее поверхности и нанесение смазки. Посредством рым-болта 49 каесета вместе с отливками снимается с направляющих 37 и подается на рабочее место, где происходит отделение отливок с держяте лями 6 и 7 от кассеты.
Отделение выполняется после поворота гаек 32 на 90° и перемещения i планок 26 и 27 под действием пружин 48 в положение, указанное пунктирными линиями на фиг„3«
На место отдельных отливок с дер- жателями устанавливается новый комплект держателей 6 и 7 с арматурными гайками 50 и процесс повторяется.
Предлагаемое конструктивное решение позволяет в несколько раз увели- чить производительность труда при сборке и разборке кассет с держателями и отливкамиs упростить конструкцию оснастки для выполнения этих опе
0
раций и ее обслуживание при одновременном сокращении количества кассет.
Формула изобретения
Многоместная форма по авт.св. № 1549767, отличающаяся тем, что, с целью повышения удобства обслуживания и производительности, каждый детжатель снабжен хвостовиком с буртом, а кассета снабжена подпружиненными планками, размещенными с наружной стороны каждой плиты кассеты и установленными на вертикальных направляющих, которые закреплены в плитах кассеты, и установленными в плитах шпильками с фиксирующими гайками, при этом в плитах выполнены поперечные пазы для размещения хвостовиков держателей, а в планках выполнены отверстия для фиксации буртов -держателей и пазы для прохода фиксирующих гаек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоместная форма | 1987 |
|
SU1549767A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая пресс-форма | 1989 |
|
SU1680543A1 |
| Блок-форма для изготовления изделий с резьбами | 1990 |
|
SU1722856A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1211075A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
Изобретение относится к области переработки пластмасс, преимущественно термореактивных компаундов, методом скоростного литья и является усовершенствованием формы по авт. св.№ 1549767. Цепью изобретения является повышение удобства обслуживания и производительности. Эта цель достигается там, что каждый держатель формы снабжен хвостовиком 19(20) с буртом 21(22), а кассета снабжена подпружиненными планками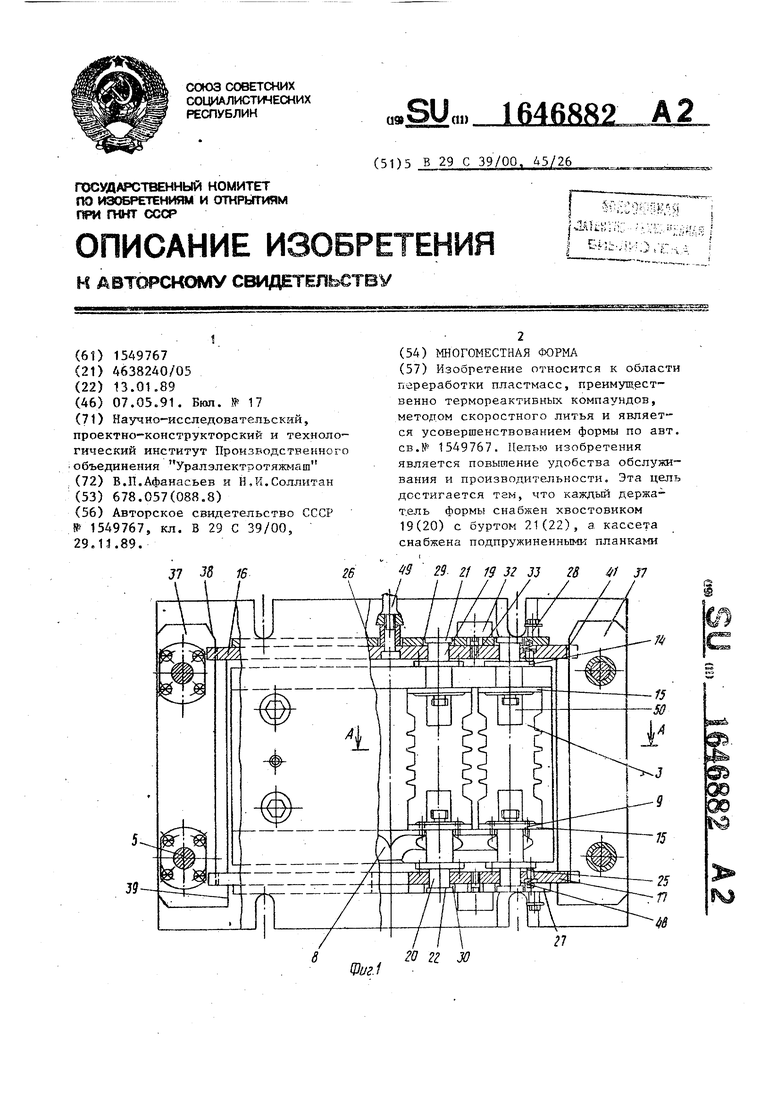
Составитель И,Фролова Редактор Е.Папп Техред Л,Олийнык Корректор А.Обручар
Заказ 1372
Тираж 400
Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва9 Ж-358 Раушская наб„, д, 4/5
ФаЗ,3
Подписное
| Многоместная форма | 1987 |
|
SU1549767A1 |
| Солесос | 1922 |
|
SU29A1 |
