Изобретение относится к литейному производству и может быть использовано при изготовлении легкоплав-ких моделей со сферическими внутреиними нолостя.ми, например, с поднутрением, при производстве точного литья.
По основному авт. св. № 442008 известна пресс-форма для изготовления моделей, содержащая подвижную нолуформу с укрепленными на ней двухступенчатыми стержнями с эластичными сердечниками и наконечниками и неподвижную полуформу, снабженную промежуточной плитой, на которой закреплены упорные втулки, взаимодействующие с сердечниками. Сердечни ки имеют форму эллипса, усеченного с двух сторон.
Перед запрессовкой модельной массы в полость формы сжимают эластичные сердечники, которые приобретают форму внутренних полостей моделей. При раскрытии формы нагрузка с сердечников снимается и они, выпрямляясь, приобретают первоначальную фор.му и извлекаются из моделей.
Недостатком такой пресс-формы является снижение стойкости сердечников в результате нотери их упругих свойств при многократном действии нагрузки, что приводит к появлению брака моделей.
С целью устранения указанного недостатка в предлагаемой пресс-форме подвижная полуформа снабжена жестко закрепленными на ней гильзами, охватывающими двухступенчатые стержни и имеющими ограничительные бурты, соединенные с сердечниками, причем
стержни выполнены подпружиненными с возможностью продольного перемещения, а наконечники стержней снабжены фланцами с ограничительными буртами, соединенными с сердечниками со стороны неподвижной полуформы. Кроме того, торцы эластичных сердечников выполнены в виде цилиндрических поясков с кольцевыми пазами прямоугольной формы, а ограничительные бурты гильз и фланцев наконечников стержней снабжены
Г-образными выступами.
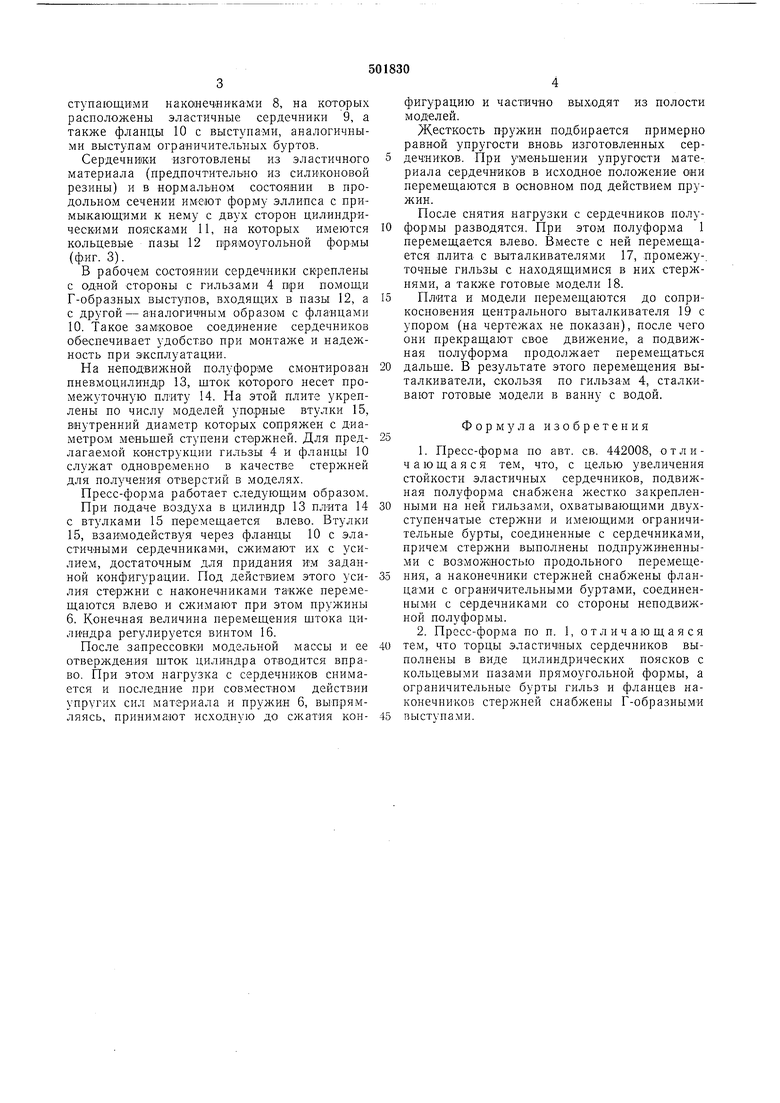
На фиг. 1 представлена описываемая прессфорМа в момент прессования; на фиг. 2 - то же, в момент раскрытия; на фиг. 3-узел I на фиг. 1 (узел крепления фланцев наконечНИКОВ с эластичными сердечниками, прессформа закрыта).
Пресс-форма включает две полуформы: подвижную 1 и неподвижную 2. На подвижной полуформе расположены резьбовые щтыри 3,
на которые навернуты полые гильзы 4, снабженные ограничительными буртами 5 с Г-об разными выступами.
В гильзах 4 размещены с возможностью относительного перемещения под действием
пружин 6 двухступенчатые стержни 7 с выступающими наконечниками 8, на которых расположены эластичные сердечники 9, а также фланцы 10 с выступами, аналогичными выступам ограиичительБых буртов.
Сердечники изготовлены из эластичного материала (предпочтительно из силиконовой резины) и в нормальном состоянии в продольном сечении имеют форму эллипса с примьжающими к нему с двух сторон цилиндрическими поясками 11, на которых имеются кольцевые пазы 12 пipЯiMoyгoльнoй формы (ф.иг. 3).
В рабочем состоянии сердечники скреплены с одной стороны с гильзами 4 ори помощи Г-образных выступов, входящих в пазы 12, а с другой - аналогичным образом с фланцами 10. Такое замковое соединение сердечников обеспечивает удобство при монтаже и надежность при эксплуатации.
На неподвилсной полуформе смонтирован пневмоцилиндр 13, шток которого несет промежуточную плиту 14. На этой плите укреплены по числу моделей упорные втулки 15, внутренний диаметр которых сонряжен с диаметром меньшей ступени стержней. Для предлагаемой конструкции гильзы 4 и фланцы 10 служат одновременно в качестве стержней для получения отверстий в моделях.
Пресс-форма работает следующим образом.
Нри пода-че воздуха в цилиндр 13 плита 14 с втулками 15 перемещается влево. Втулки 15, взаимодействуя через фланцы 10 с эластичными сердечниками, сжимают их с усилием, достаточным для придания им заданной конфигурации. Под действием этого усиЛИЯ стержни с наконечниками также перемещаются влево и сжимают при этом пружины 6. Конечная величина перемещения штока цилиндра регулируется винтом 16.
После запрессовки модельной массы и ее отверждения шток цилиндра отводится вправо. При этом нагрузка с сердечников снимается и последние при совместном действии упругих сил материала и пружин 6, выпрямляясь, принимают исходную до сжатия коифигурацию и частично выходят из полости моделей.
Жесткость пружин подбирается примерно равной упругости вновь изготовленных сердечников. При уменьшении упругости материала сердечников в исходное положение они перемещаются в основном под действием пружин.
После снятия нагрузки с сердечников полуформы разводятся. При этом полуформа 1 перемещается влево. Вместе с ней перемещается плита с выталкивателями 17, цромежу-. точные гильзы с находящимися в них стержпями, а также готовые модели 18.
Плита и модели перемещаются до соприкосновения центрального выталкивателя 19 с упором (на чертежах не показан), после чего они прекращают свое движение, а подвижная полуформа продолжает перемещаться дальше. В результате этого перемещения выталкиватели, скользя по гильзам 4, сталкивают готовые модели в ванну с водой.
Формула изобретения
1.Пресс-форма по авт. св. 442008, отличающаяся тем, что, с целью увеличения стойкости эластичных сердечников, подвижная полуформа снабжена жестко закрепленными на ней гильзами, охватывающими двухступенчатые стержни и имеющими ограничительные бурты, соединенные с сердечниками, причем стержни выполнены подпружиненными с возможностью продольного перемещения, а наконечники стержней снабжены фланцами с ограничительными буртами, соединенными с сердечниками со стороны неподвижной полу фор мы.
2.Пресс-форма по п. 1, отличающаяся тем, что торцы эластичных сердечников выполнены в виде цилиндрических поясков с кольцевыми пазами прямоугольной формы, а ограпичительные бурты гильз и флапцев наконечников стержней снабжены Г-образными выступами.
9 10 16 Puz.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления многоплавких моделей с поднутреннием | 1980 |
|
SU973213A2 |
| Пресс-форма для изготовления легкоплавких моделей с поднутрениями | 1980 |
|
SU876262A1 |
| Пресс-форма | 1973 |
|
SU442008A1 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма | 1976 |
|
SU718214A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU772707A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1068221A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |

f015 fff /« /J
A/ /
12
//
