Изобретение относится к изготовлению резинотехнических изделий и предназначено для формования и вулканизации резиновых оболочек с наружными бортами в разъемной пресс- форме . Целью изобретения является повышение качества оболочек за счет сокращения разъемов пресс-формы.
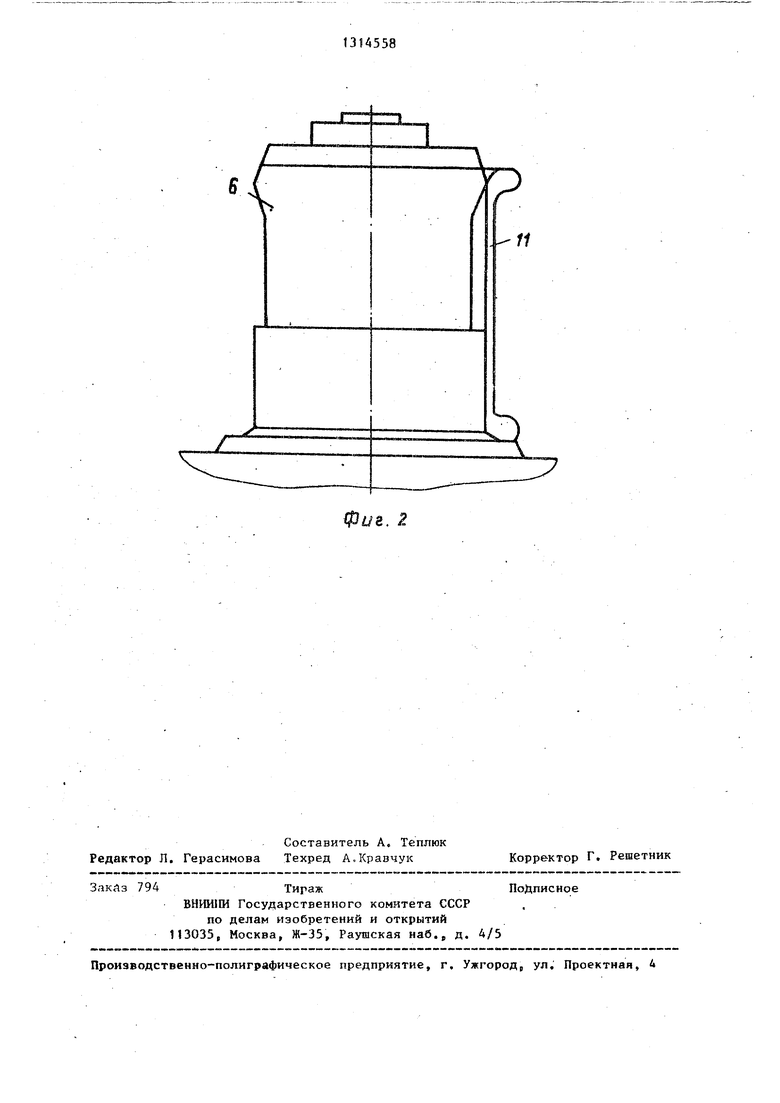
На фиг, 1 изображено описываемое устройство в процессе формования, слева - формование одного из бортов, Справа - формование всей 0 олочки; на фиг, 2 показан диафрагмеиный узел устройства, слева - в исходном положении, справа - в загруженном.
Устройство для изготовления.рези- нокордных оболочек содержит образу- юпсие формующую полость подвижную
щий пар. Верхняя часть 1 продолжает опускаться, сжимая пружины 4, при этом одновременно опускаются шток 7 механизма управления, связанные с
5 ним ограничительный цилиндр 8, а так же сектора 3, Начинает формоваться каркас 12 оболочки в зоне заформован ного борта 13 на уровне высоты радиа льно замкнутого профиля А частью ди
10 афрагмы Б, прилежащей к борту 13.
Оставшаяся часть диафрагмы 6 под дей ствием формующего пара прижимается к цилиндру 8. В процессе формования . при опускании верхней части 1 с торами 3 и ограничительным цилиндром 8 оставшаяся часть каркаса 12, прилежащая к борту 14, подталкивается и од новременно втягивается в сомкнутые сектора 3 через горловину 10 с по35
верхнюю 1, неподвижную нижнюю 2 час- 30 мощью того, что контакт диафрагмы 6 ти и средний элемент в виде секторов 3, подвижно смонтироЕ1анных совместно с пружинами 4 на штангах 5, шарнир- но закрепленньт на неподвижной нижней части 2, и диафрагменный узел с взаимодействуют с нижней частью 2, эластичной диафрагмой 6 и штоком 7 формуя второй борт (в данном случае механизма управления диафрагмой. Кон- центрично нижней части 2 установлен ограничительный цилиндр В, который жестко связан со штоком 7 посредством -30 траверсы 9. Сектора 3 имеют разъем по вертикали и образуют в Сомкнутом положении радиально замкнутый профиль А пресс-формы. В сведенном положении /секторов 3 между их нижним торцом и расположенным напротив верхним торцом ограничительного цилиндра 8 образуется кольцевая горловина 10. При работе устройства осуществляется способ изготовления резинокорд- ных оболочек следующим образом. На вытянутую штоком 7 механизма управления диафрагму 6 устанавливают заготовку оболочки 11, содержащую каркас 12, верхний 13 и нижний 14 наруж- 45 устройства, ные борта (см фиг, 1), Посредством привода Смыкают сектора 3, за счет поворота штанг 5. Сектора 3 при этом пружинами 4 удерживаются в верхнем полржении и образуют с верхним торцом ограничительного цилиндра горловину 10. Верхняя часть 1 опускается, взаимодействует с секторами 3, которые поджимаются к верхней части 1 пружинами 4, при этом между верхней частью 1 и секторами 3 формуется пер40
с заготовкой оболочки 11 происходит только на уровне высоты радиально замкнутого профиля А. В конечной фазе закрытия пресс-формы сектора 3
нижний 14) оболочки 11 ,(см. фиг.2 справа). Затем в полость диафрагмы 6 подается вулканизующий пар. По окончании процесса вулканизации из полос ти диафрагмы 6 сбрасываются параметры и пресс-форма раскрывается в обратной последовательности. Готовое изделие снимается.
Первоначальное формование частью диафрагмы Б на уровне высоты радиаль но замкнутого контура А обеспечивает равномерное распределение диафраг мы в оболочке (без складок). Описыва емый способ позволяет формовать оболочки в пресс-формах С минимальным . количеством разъемов, что положитель но влияет на качество готовых оболочек, а также на надежность работы
Формула изобретения
вый (в данном случав верхний 13) борт оболочки 11. (см. фиг., 2 слева). В полость диафрагмы 6 подается формую1. Способ формования резинокорд- 50 ных оболочек, при котором предварительно собранную з.аготовку оболочки помещают в разъемную пресс-форму, формуют борта заготовки, в.процессе смыкания пресс-формы осуществляют 35 формование каркаса оболочки с помощью эластичной диафрагмы, а затем производят вулканизацию заготовки с оболочки, отличающий, ся тем, что, с целью повьпяения качестщий пар. Верхняя часть 1 продолжает опускаться, сжимая пружины 4, при этом одновременно опускаются шток 7 механизма управления, связанные с
ним ограничительный цилиндр 8, а также сектора 3, Начинает формоваться каркас 12 оболочки в зоне заформован - ного борта 13 на уровне высоты радиа- льно замкнутого профиля А частью ди
афрагмы Б, прилежащей к борту 13.
Оставшаяся часть диафрагмы 6 под действием формующего пара прижимается к цилиндру 8. В процессе формования . при опускании верхней части 1 с секторами 3 и ограничительным цилиндром 8 оставшаяся часть каркаса 12, прилежащая к борту 14, подталкивается и одновременно втягивается в сомкнутые сектора 3 через горловину 10 с помощью того, что контакт диафрагмы 6 взаимодействуют с нижней частью 2, формуя второй борт (в данном случае устройства,
с заготовкой оболочки 11 происходит только на уровне высоты радиально замкнутого профиля А. В конечной фазе закрытия пресс-формы сектора 3
мощью того, что контакт диафрагмы 6 взаимодействуют с нижней частью 2, формуя второй борт (в данном случае устройства,
нижний 14) оболочки 11 ,(см. фиг.2 справа). Затем в полость диафрагмы 6 подается вулканизующий пар. По окончании процесса вулканизации из полости диафрагмы 6 сбрасываются параметры и пресс-форма раскрывается в обратной последовательности. Готовое изделие снимается.
Первоначальное формование частью диафрагмы Б на уровне высоты радиаль- но замкнутого контура А обеспечивает равномерное распределение диафрагмы в оболочке (без складок). Описываемый способ позволяет формовать оболочки в пресс-формах С минимальным . количеством разъемов, что положительно влияет на качество готовых оболочек, а также на надежность работы
мощью того, что контакт диафрагмы 6 взаимодействуют с нижней частью 2, формуя второй борт (в данном случае устройства,
Формула изобретения
0 мощью того, что контакт диафрагмы 6 взаимодействуют с нижней частью 2, формуя второй борт (в данном случае -30 45 устройства,
1. Способ формования резинокорд- 50 ных оболочек, при котором предварительно собранную з.аготовку оболочки помещают в разъемную пресс-форму, формуют борта заготовки, в.процессе смыкания пресс-формы осуществляют 35 формование каркаса оболочки с помощью эластичной диафрагмы, а затем производят вулканизацию заготовки с оболочки, отличающий, ся тем, что, с целью повьпяения качест313
ва оболочки, сначала формуют первый борт оболочки, затем последовательно формуют каркас оболочки, начиная от заформованного борта, после этого формуют второй борт заготовки оболочки.
2. Устройство для формопания рези нокордных оболочек, содержащее образующие форггующую полость, подвижную берхнюю, неподвижную нижнюю части и средний элемент в виде секторов, установленных с пружинами на штангах, которые посредством шарниров смонтированы .на неподвижной нижней части, и дяафрагменный узел, связанный со
145584
штоком механизма управления диафрагмой, отличающееся тем, что, с целью повышения качества обо лочки, оно снабжено аксиально под- с вижным ограничителем диафрагмы, уста новленным концентрично последней н связанным со штоком механизма управления диафрагмы.
3. Устройство по п. 2, отличающееся тем, что верхний торец ограничителя диафрагмы расположен на уровне нижнего торца среднего элемента, а пружины размещены меяаду
шарнирами и секторами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 1999 |
|
RU2157317C1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1035906A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК РЕЗИНОКОРДНЫХ ОБОЛОЧЕК В ПРЕСС-ФОРМЕ | 2017 |
|
RU2668868C1 |
| Устройство для формования резинокордных оболочек | 1985 |
|
SU1260225A1 |
| Устройство для формования и вулканизации резинокордных оболочек | 1986 |
|
SU1382648A1 |
| Устройство для формования и вулканизации резинокордных оболочек | 1983 |
|
SU1106674A1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1086638A1 |
| Устройство для вулканизации покрышек пневматических шин | 1987 |
|
SU1435461A2 |
| Устройство для изготовления резиновых оболочек | 1981 |
|
SU994288A1 |
| Пресс-форма для вулканизации тороидальных оболочек | 1982 |
|
SU1063621A1 |

Изобретение относится к изготовлению резинотехнических изделий и предназначено для формования и вулканизации резинокордных оболочек с наружными бортами в разъемной пресс- форме. Цель изобретения - повышение качества оболочек. Для этого концент - рично диафрагме 6 установлен ахсиаль- но подвижный ограничитель 8. Ограничитель 8 связан со штоком 7 механизма управления диафрагмой. При изготовлении оболочки сначала формуют ее первый борт 13. Затем при опускании верхней части 1 и штока 7 с ограничителем 8 осуш,есТЕЛяют последовательное формование каркаса 12 оболочки, начиная от заформованного борта 13. После этого формуют второй борт 14 оболочки. 2 с. и 1 з.п. ф-лы, 2 ил. (О сд ел 00
фи.Г
Составитель А, Теплюк Редактор Л. Герасимова Техред А.Кравчук
ЗакАз 794ТиражПодписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
jm-nn U- ИЦ fr 1Г ч--- - --..
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фив. 2
Корректор Г. Решетник
| Пресс-форма для вулканизации резино-кордной оболочки | 1979 |
|
SU790488A1 |
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство СССР № 826655, кл | |||
| Солесос | 1922 |
|
SU29A1 |
