Изобретение относится к оборудованию для отделения эластомерных материалов от металла путем термодиффузионного разрушения адгезионного слоя, их соединения высокочастотным индукционным нагревом металла и предназначено преимущественно для отделения резиновых элементов от металлической арматуры вышедших из строя и дефектных резинометаллических пальцев шарниров гусениц транспортных средств.
Установка может быть использована для отделения резин от металлической арматуры резинометаллических манжет, состоит из высокочастотного генератора и шестипозиционного полуавтомата, содержащего нагревательное устройство с высокочастотным индуктором, устройство для съема вилочной съемник, карусель для перемещения от позиции к позиции. Карусель и рабочие устройства приводятся в действие пневмоприводом. Манжета устанавливается на оправку и загружается вручную, затем она подводится к позиции, на которой установлен нагреватель, поднимается в зону нагрева с помощь пневмоцилиндра, где находится 10-60 с, после чего опускается и поворачивается на позицию съема к карусели. [1]
Основные недостатки с точки зрения применения известной установки для РМП сводятся к следующему:
относительная сложность конструктивного выполнения средств перемещения манжеты от позиции к позиции;
время на вспомогательные операции, в частности на перемещение изделия значительно больше времени разрушения адгезионного слоя.
Практически без существенной переработки конструкции данной установки использовать ее для отделения резины от металлической арматуры резинометаллических изделий, в частности РМП длиной более 100 мм, нецелесообразно, да и невозможно.
Известна и другая установка для отделения арматуры от резинометаллических изделий, содержащая смонтированные на станине нагревательное устройство с индуктором, устройство для отделения резины от металлической арматуры и средство для перемещения резинометаллических изделий через индуктор [2]
Основные недостатки известной установки в части использования ее для отделения резины от металлической арматуры РМП состоят в следующем: ручная загрузка РМП на средство перемещения их от позиции, ручной съем резиновых деталей с металлической арматуры.
Наличие этих недостатков не позволяет обеспечить максимально возможную производительность и удобство работы на установке и ее обслуживания.
Задачей изобретения является повышение производительности установки.
Это достигается тем, что установка снабжена магазином-накопителем резинометаллических изделий с механизмом поштучной выдачи их на средство для перемещения резинометаллических изделий через индуктор, которое выполнено в виде трехсекционного лотка и механизма перемещения резинометаллических изделий по лотку, причем первая секция лотка расположена перед индуктором и выполнена в виде призмы с щелью вдоль ее горизонтальной оси, толкателя, установленного в щели, и механизма для его перемещения, вторая секция лотка расположена в индукторе и выполнена в виде тонкостенного желоба с профилем, соответствующим профилю резинометаллического изделия, третья секция лотка расположена после индуктора и выполнена в виде шарнирно смонтированной на оси вращения призмы и привода для ее поворота, а устройство для отделения резины от металлической арматуры выполнено в виде смонтированных на станине дорна с приводом для перемещения лотка для приема и отбора металлической арматуры от установки, идентичного третьей секции трехсекционного лотка, левого и правого кронштейнов, закрепленной между ними горизонтальной колонны и двух плит, установленных с возможностью перемещения вдоль колонны, причем первая плита снабжена средством для стопорения ее на колонне и расположенной в центре плиты кондукторной втулкой, вторая плита снабжена средствами для крепления дорна и для кинематической его связи с приводом перемещения, а левый кронштейн снабжен разделительной втулкой для отделения резины от металлической арматуры, смонтированной соосно дорну и в центре левого кронштейна, кроме того, установка снабжена установочными опорами для приема изделия после индуктора и его фиксации, смонтированной между левым кронштейном и первой плитой.
Индуктор выполнен съемным и установлен на основании, которое закреплено на второй секции лотка. Установочные опоры смонтированы с возможностью перемещения в вертикальной плоскости. На рабочих поверхностях первой и второй секций лотка смонтированы ролики качения.
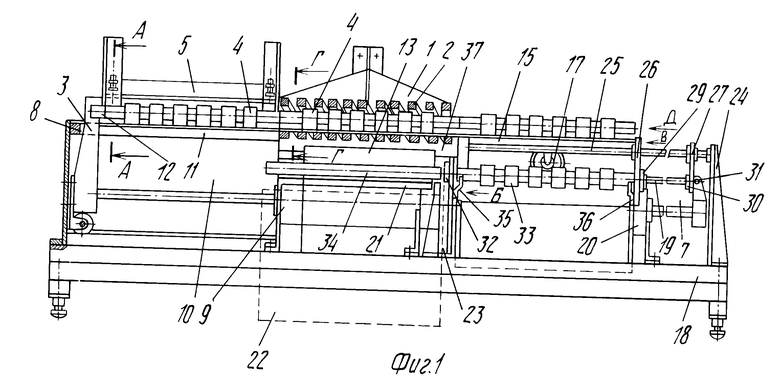
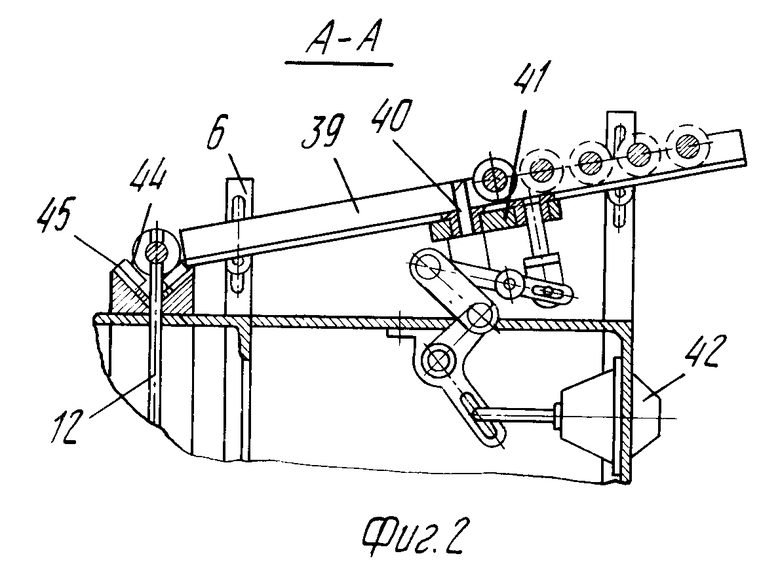
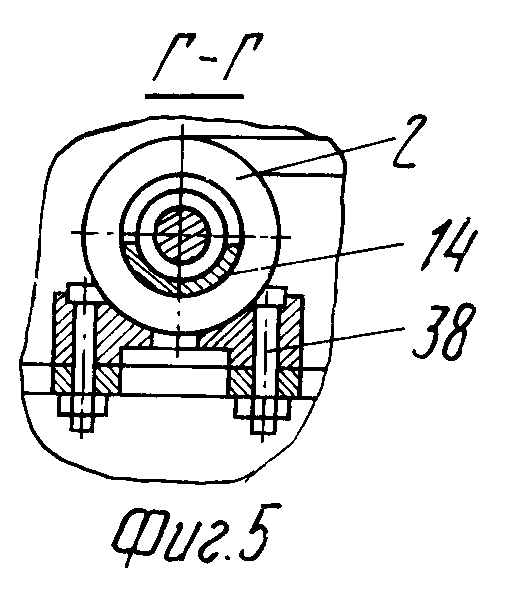
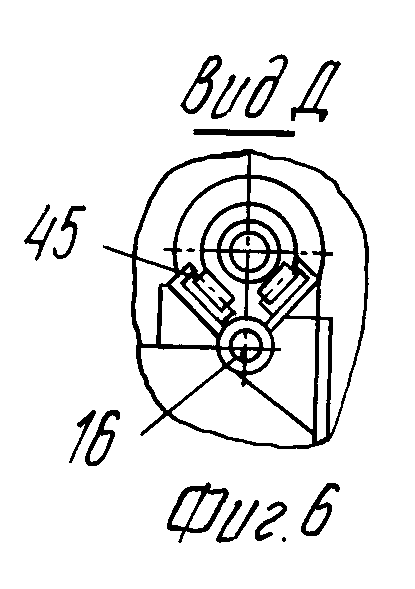
На фиг.1 изображена установка, вид спереди; на фиг.2 разрез А-А на фиг. 1; на фиг.3 вид по стрелке Б на фиг.1; на фиг.4 вид по стрелке В на фиг.1; на фиг.5 разрез Г-Г на фиг.1; на фиг.6 вид по стрелке Д на фиг.1.
Установка содержит нагревательное устройство 1 с индуктором 2, питаемым от высокочастотного генератора (не показан) токами высокой частоты, средство 3 перемещения РМП через нагревательное устройство, предназначенное для термодиффу- зионного разрушения адгезионного слоя, соединяющего резиновые элементы и металлическую арматуру. На средство 3 перемещения изделия 4 поступает из магазина-накопителя 5 гравитационного типа. Средство перемещения содержит трехсекционный лоток 8 и механизм 9 перемещения по лотку. Первая секция 10 лотка 8 расположена перед индуктором 2 и выполнена в виде призмы с щелью 11 вдоль ее горизонтальной оси, в щели лотка расположен толкатель 12, соединенный с механизмом 9 перемещения его в призме.
Вторая секция 13 расположена в индукторе 2 и выполнена в виде тонкостенного желоба 14 с профилем, идентичным профилю изделия. Третья секция 15 лотка расположена после индуктора и выполнена в виде призмы, установленной на шарнире 16 с осью вращения вдоль призмы, секция кинематически соединена с приводом 17 ее опрокидывания.
Устройство 7 для отделения резиновых элементов от металлической арматуры представляет собой модуль, содержащий смонтированные на станине 18 дорн 19 с приводом 20, лоток 21 для приема и передачи арматуры в контейнер 22 и горизонтальную колонну, закрепленную между кронштейнами 23, 24. На направляющих 25 колонны размещены с возможностью перемещения две плиты 26 и 27. Первая плита 26 имеет элементы 28 стопорения ее на колонне и кондукторную втулку 29, расположенную в центре плиты и предназначенную для направления дорна. Вторая плита 27 установлена на направляющих 25 подвижно, имеет элементы 30, 31 крепления дорна и кинематической связи его с приводом 20 перемещения. Кронштейн 23 имеет в центре соосно дорну 19 разделительную втулку 32 для отделения резиновых элементов 33 от металлической арматуры 34 при движении дорна вперед.
Между кронштейнами 23 и плитой 26 смонтированы установочные опоры 35, 36 для приема изделия после индуктора 2 и фиксации его на позиции разделения. Лоток 21 для приема и передачи арматуры выполнен аналогично третьей секции 15 лотка средства 3 перемещения.
Нагревательное устройство 1 состоит из индуктора 2, размещенного на основании 37, которое крепится винтами 38 к второй секции 13 лотка 8. Внутри индуктора находится тонкостенный желоб 14, прикрепленный к основанию 37 и выполненный из диэлектрического материала. Нагревательное устройство быстросъемное.
Магазин-накопитель 5 выполнен в виде двух закрепленных на стойках 6 наклонных направляющих 39, на которых накапливаются изделия, предназначенные для обработки. Механизм поштучной выдачи состоит из двух отсекателей и двух сбрасывателей 40, смонтированных в общем корпусе 41 и кинематически связанных со штоком пневмоцилиндра 42. Для обработки изделий различных размеров установочные опоры 35 и 36, размещенные между кронштейнами 23 и плитой 26, имеют возможность перемещаться в продольных пазах 43, выполненных в корпусе опор в вертикальной плоскости. Поверхности, по которым перемещаются изделия первой 10 и второй 13 секции и трехсекционного лотка 21, оснащены роликами 44 качения, оси 45 вращения которых закреплены по краям рабочих поверхностей лотков. Для защиты окружающей среды от специфических вредностей и загрязнений установка смонтирована в закрытом кожухе и оснащена фильтровентиляционной системой производительностью до 800 м3/ч.
Установка работает следующим образом.
РМП из контейнера (не показан) поступают на наклонные направляющие 39 гравитационного магазина-накопителя 5, по которым они под собственным весом подаются к сбрасывателю 40 механизма поштучной выдачи. С пульта управления работой установки подается команда на электромагнитный пневмораспределитель пневмоцилиндра 42 механизма поштучной выдачи, в результате чего отсекатель перемещается вверх, отсекая один РМП от cтопки, а cбраcыватель уходит вниз, позволяя тем cамым РМП скатываться в первую секцию 10 трехсекционного лотка 8. Поданный на первую секцию лотка РМП своим весом замыкает контакт концевого выключателя ВК1, который подает команду на срабатывание электромагнитного пневморас- пределителя, управляющего работой пневмоцилиндра 9 перемещения РМП, при этом толкатель 12, соединенный со штоком пневмоцилиндра, передвигаясь в щели лотка, перемещает РМП в зону индуктора 2 второй секции 13 лотка. В конце хода штока пневмоцилиндра толкатель 12 замыкает контакт концевого выключателя ВК2, который подает команду на превмораспределитель, последний подачей воздуха на вторую полость пневмоцилиндра возвращает шток (вместе с толкателем) пневмоцилиндра в исходное положение.
В индукторе 2 наружная поверхность металлической арматуры РМП в течение 15-20 с, нагревается до температуры 250.280оС. Происходит термодиффузионное разрушение адгезионного слоя, соединяющего арматуру с резиной. По истечении 15.20 с срабатывает реле времени (РВ), подавая команду на пневмораспределитель пневмоцилиндра 42 механизма поштучной выдачи деталей, который срабатывает, и очередной РМП скатывается в первую секцию 10 трехсекционного лотка и замыкает там контакт концевого выключателя ВК1, который подает команду на срабатывание пневмораспределителя, управляющего работой пневмоцилиндра механизма 9 перемещения РМП от позиции к позиции. Толкатель 12, связанный со штоком пневмоцилиндра, перемещает очередной РМП в зону индукционного нагрева, который одновременно выталкивает своим торцом из индуктора предыдущий РМП. Последний перемещается на третью секцию 15 лотка 8 и замыкает контакт концевого выключателя ВК3. Концевой выключатель подает команду на электромагнитный пневмораспределитель управляющего работой пневмоцилиндра привода 17 опрокидывания третьей секции лотка. Секция поворачивается на угол 60о вокруг оси шарниров 16.
РМП выкатывается при повороте из третьей секции и по направляющим скатывается на установочные опоры 35, 36 устройства 7 для отделения резиновых элементов от металлической арматуры. Переместившись на позицию отделения, РМП своим весом замыкает контакт концевого выключателя ВК4, который подает команду на срабатывание электромагнитного пневмораспределителя, управляющего работой пневмоцилиндра привода 20 перемещения дорна 19. Сработав, пневмоцилиндр перемещает посредством элементов 31 дорн 19 с плитой 27 в осевом направлении по направляющим 25 горизонтальной колонны. Дорн при этом упирается в торец РМП и проталкивает металлическую арматуру 34 через разделительную втулку 32 на лоток 21, служащий для приема арматуры.
Охватывающие резиновые элементы 33 при этом нанизываются на дорн. В конце хода дорна шток пневмоцилиндра замыкает контакт конечного выключателя ВК5, который подает команду на возврат дорна в исходное положение, при этом резиновые элементы упираются во втулку 32 и сбрасываются последней с дорна в приемный поддон (не показан).
При очередном срабатывании реле времени (РВ) подает команду на работу пневмораспределителя, управляющего работой пневмоцилиндра 42 механизма поштучной выдачи деталей. Пневмоцилиндр срабатывает, и очередной РМП подается на первую секцию 10 трехсекционного лотка, одновременно с этим лоток 21 с находящейся в нем металлической арматурой через кинематическую связь с пневмоцилиндром 42 поворачивается, вследствие чего арматура по наклонным направляющим 39 поступает в транспортный контейнер. При последующем срабатывании реле времени РВ цикл повторяется. Установка работает в автоматическом режиме. Далее цикл работы повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Устройство для подачи и перемещения цилиндрических изделий | 1981 |
|
SU954765A1 |
| СПОСОБ РЕСТАВРАЦИИ РЕЗИНОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2125935C1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1982 |
|
SU1013186A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Автоматическая линия для штамповки металлических изделий | 1979 |
|
SU912379A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ПРУЖИН | 1992 |
|
RU2008170C1 |
| Устройство для зажима и поштучной выдачи деталей | 1990 |
|
SU1808604A1 |
| Устройство для калибровки полых изделий | 1981 |
|
SU969355A1 |
| Литьевая машина для переработки полимеров | 1981 |
|
SU1030186A1 |
Использование: для отделения арматуры от резинометаллических изделий. Сущность изобретения: установка для отделения арматуры от резинометаллических изделий снабжена магазином-накопителем резинометаллических изделий с механизмом поштучной выдачи их на средство для перемещения резинометаллических изделий через индуктор. Средство выполнено в виде трехсекционного лотка(Л) и механизма перемещения резинометаллических изделмий по Л, причем первая секция Л расположена перед индуктором (И) и выполнена в виде призмы с щелью вдоль ее горизонтальной оси, толкателя, установленного в щели, и механизма для его перемещения. Вторая секция Л расположена в И и выполнена в виде тонкостенного желоба с профилем, соответствуещим профилю резинометаллического изделия. Третья секция Л расположена после И и выполнена в виде шарнирно смонтированной на оси вращения призмы и привода для ее поворота. Устройство для отделения резины от металлической арматуры выполнено в виде смонтированных на станине дорна с приводом для перемещения Л для приема и отбора металлической арматуры от установки, идентичного третьей секции трехсекционного Л, левого и правого кронштейнов, закрепленной между ними горизонтальной колонны и двух плит (П). Последние установлены с возможностью перемещения вдоль колонны, причем первая П снабжена средством для стопорения ее на колонне и расположенной в центре П кондукторной втулкой, вторая П снабжена средством для крепления дорна и для кинематической его связи с приводом перемещения. Левый кронштейн снабжен разделительной втулкой для отделения резины от металлической арматуры, смонтированной соосно дорну и в центре левого кронштейна. Установка снабжена установочными опорами для приема изделия после И и его фиксации, смонтированными между левым кронштейном и первой П. И выполнен съемным и установлен на основании, которое закреплено на второй секции Л. Установочные опоры смонтированы с возможностью перемещения в вертикальной плоскости. На рабочих поверхностях первой и второй секции Л смонтированы ролики качения. 3 з.п. ф-лы, 6 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ отделения металлической арматуры от резины | 1978 |
|
SU763150A1 |
| Солесос | 1922 |
|
SU29A1 |
