Изобретение относится к маширю- строению, в частности к конструкции систем управления оборудованием для обработки давлением.
Целью изобретения является повышение качества прессуемых плат путем непрерывного выравнивания скорости их нагрева.
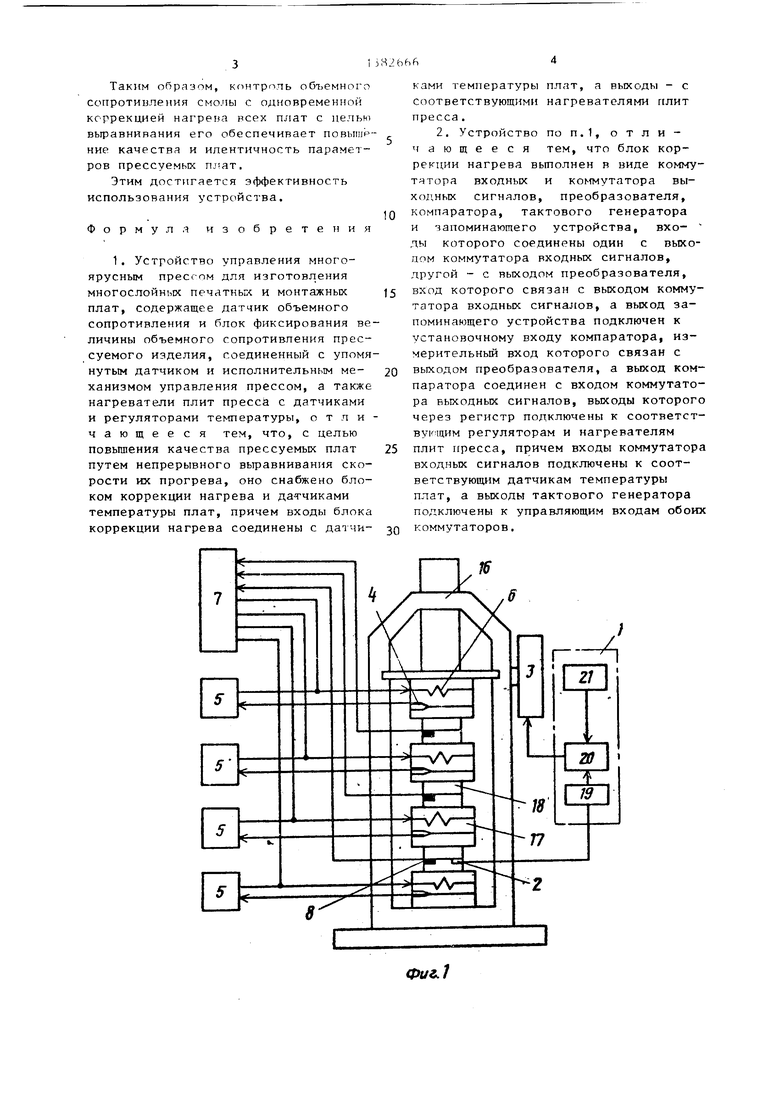
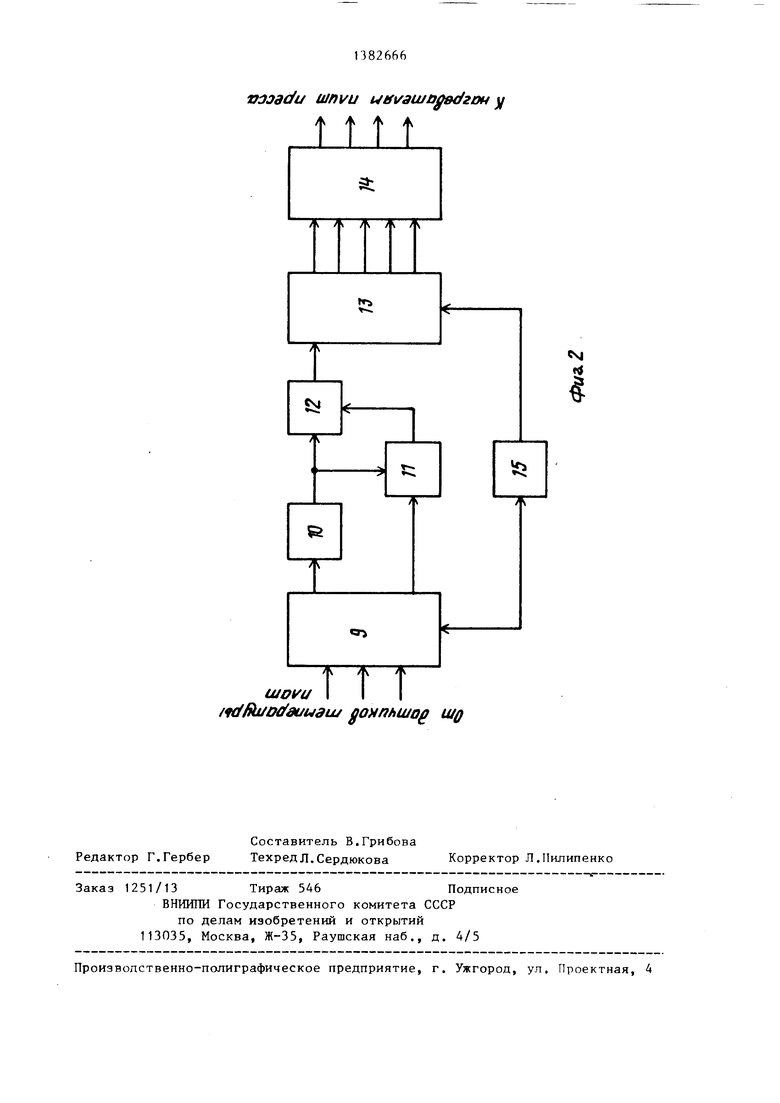
На фиг.1 приведена функциональная схема устройства; на фиг.2 раскрыто исполнение блока сравнения.
Устройство управления многоярусным прессом содержит блок I фиксирования величины объемного сопротивления, датчик 2 объемного сопротивления, исполнительный механизм 3, датчики 4 температуры плит пресса, регуляторы 5 температуры, нагреватели 6
прихоля1Г1ие от датчиков 8 температуры, поступают на входной К(1ммутатор 9, которьй та период цикла поочередно
подключает их к преобразователю 10 сигналов. Период цикла опрелеляется частотой тактового генератора 15 (обычно 5-1Пс). При опросе датчика платы с наименьшей скоростью прогрева (в силу конструктивных особенностей прессов это обычно от платы, расположенной на нижней плите) коммутатор выдает команду на запись сигнала с этого датчика в аналоговое
запоминающее устройство 11. При последующем опросе датчиков других плат компаратор 12 сравнивает сигналы, поступающие с запоминающего устрой ства 11 и с датчика температуры, под
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования температурным режимом прессования | 1990 |
|
SU1754479A1 |
| Устройство для терморегулирования пресс-формы | 1982 |
|
SU1033258A1 |
| Многоканальный регулятор температуры | 1982 |
|
SU1091139A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ НАГРЕВАТЕЛЯМИ АППАРАТУРЫ КОСМИЧЕСКОГО АППАРАТА | 2014 |
|
RU2571728C1 |
| Система управления процессом прессования в машине литья под давлением | 1983 |
|
SU1098661A1 |
| Многоканальный регулятор | 1988 |
|
SU1564586A1 |
| Устройство для регулирования температуры пресс-форм | 1980 |
|
SU868719A1 |
| Устройство для управления вращением шпинделя балансировочного станка | 1988 |
|
SU1610339A1 |
| Устройство для регулирования температуры | 1986 |
|
SU1403025A1 |
| Дифференциальный микрокалориметрический термостат | 1981 |
|
SU1023295A1 |
Изобретение относится к машиностроению, в частности к конструкции систем управления оборудованием для обработки давлением. Цель - повышение качества прессуемых плат путем непре- рьшного выравнивания скорости их нагрева. Цель достигается за счет осна- щения пресса дополнительными датчиками температуры, размещаемыми непосредственно в прессуемых платах, т.е. между плитами пресса, которые также оснащены нагревателями, датчиками и регуляторами температуры. Имеется датчик объемного сопротивления смо лы - наполнителя платы, который подает команду на включение второй ступени давления в момент начала фазы отвердения смолы. Блок коррекции нагрева связан с дополнительньми датчиками температуры и вырабатывает сигнал коррекции нагрева для обеспечения выравнивания скорости нагрева всех плит пресса. 1 з.п. ф-лы, 2 ил. с о (Л
плит пресса и блок 7 коррекции нагре- 20 ключенного коммутатором в данный мова датчиков температуры плат, расположенные между плитами пресса.
Блок 7 коррекции нагрева (фиг.2) содержит коммутатор 9 входных сигналов, преобразователь 10 сигналов дат- 25 нагревателя данной плиты, который
чиков 8 температуры, запоминающее устройство 11, компаратор 12, коммутатор 13 выходных сигналов, регистр 14 и тактовый генератор 15.
В зависимости от конкретного исполнения пресс 16 оснащается различным количеством рабочих плит 17, в которых монтируются нагреватели 6 и датчики 4 температуры.
На фиг.1 приведен пример исполне- НИН одновременного прессования трех плат 18, размещенных между четьфьмя плитами пресса 16.
Блок 1 фиксирования величины объемного сопротивления содержит формирователь 19 сигналов датчика 2, исполнительное реле 20 и реле 21 времени.
Устройство работает следующим образом.
После смыкания плит 17 пресса 16, т.е. прикладывания первой ступени давления, блоком 1 производится непрерывное измерение величины объемного сопротивления связующего вещества в платах 18. Температура склеиваемых заготовок плат 18, расположенных на разных ярусах пресса, начинае повышаться с неодинаковой скоростью в зависимости от их массы, расположения, мощности нагревателей и других факторов. Информация о температуре плат с датчиков 8 поступает в блок 7 коррекции нагрева, где эти сигналы.
мент времени. Если величина сигнала с контролируемого датчика меньше сигнала с запоминающего устройства, компаратор выдает сигнал на включение
0
0
5
5
0
5
через выходной коммутатор 13 поступает на выходной регистр 14 и включает соответствующий нагреватель 6. Если сигнал с опрашиваемого датчика больше сигнала с запоминающего устройства, соответствующий нагревателъ отключается. После опроса всех датчиков цикл повторяется. Таким образом, происходит выравнивание скорости нагрева склеиваемых плат, обеспечивающее одинаковые условия прогрева и склеивания всех плат. Используемые в устройстве регуляторы 5 с датчиками 4 температуры плит обеспечивают только поддержание максимальной рабочей температуры плит пресса.
Датчик 2 объемного сопротивления, размещенный непосредственно в печатной плате, непрерывно контролирует состояние смолы и при достижении заданного значения определяет начало фазы отвердения смолы.
I
Этот сигнал поступает на вход блока 1 фиксирования величины объемного сопротивления. Блок 1 содержит формирователь 19 сигналов датчика, исполнительное реле 20 и реле времени 21. Сигнал с выхода блока 1 поступает на исполнительный механизм 3 пресса, обеспечивая подачу второй ступени давления, при которой заканчивается технологический процесс прессования плат.
Таким образом, контроль объемного сопротивления смолы с одновременной коррекцией нагрева всех плат с пелью выравнивания его обеспечивает повьпир-- ние качества и идентичность параметров прессуемых п.пат.
Этим достигается эффективность использования устройства.
Формула изобретения
компаратора, тактового генератора и запоминающего устройства, вхо- ды которого соединены один с выходом коммутатора входных сигналов, другой - с выходом преобразователя,
вход которого связан с выходом коммутатора входных сигналов, а выход запоминающего устройства подключен к установочному входу компаратора, измерительный вход которого связан с
выходом преобразователя, а выход компаратора соединен с входом коммутатора выходных сигналов, выходы которого через регистр подключены к соответст- вук-щим регуляторам и нагревателям
плит пресса, причем входы коммутатора входных сигналов подключены к соответствующим датчикам температуры плат, а выходы тактового генератора подключены к управляющим входам обоих
коммутаторов.
Фиъ.
vujac/u uinvu i tf /awogB(/2Dn у
t t t t
I I I / КШйС зииэш дояпншо u/ff
j
| Устройство управления прессом дляизгОТОВлЕНия МНОгОСлОйНыХ пЕчАТНыХи МОНТАжНыХ плАТ | 1976 |
|
SU635690A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
