1 . Изобретение относится к литью под давлением и может быть использо вано для управления процессом прессования в машине литья под давлением (ЛПД) по оперативно выявляемым косвенным показателям качества получаемой продукции. Наиболее близкой к изобретению по технической сущности является си тема управления процессом прессования в машине ЛПД, содержащая датчик импульсов перемещения и первое реле, которое срабатывает, если число импульсов перемещения, соответст .,вующее скорости подачи, находится в заданных пределах, реле отключает ся, если скорость выходит из заданных пределов. Второе реле срабатывает, если время нарастания давления (ВИД) в конце прессования находится в заданных пределах, а отключается второе реле при выходе ВИД из заданных-пределов. Отливка признается негодной, если отключится хотя бы одно из этих .двух реле. В известной системе одним из важнейших косвенных показателей качества получаемой продукции является показатель ВИД, который вьгавляется оперативно, т.е. в текущем цикле литейной машины, путем анализа характера изменения давления на прессуемый материал. Наряду с другим оперативно выявляемым косвенным показателем (скорость) качества получаемой продукции, показатель ВНД используется системой уп равления для разбраковки продукции, подналадки машины и т.д. l . Недостатком известной системы управления является наличие сбоев в ее работе, вызванных грубыми промахами в определении ВНД, причем сбои в работе системы управления ведут к разрегулировке машины ЛПД и к появлению брака. Промахи в определении ВНД возникают при фиксации как нача ла, так и конца ВНД и вызываются при определении начала ВНД - наличи ем помеховых всплесков давления, а 1ФИ определении конца ВНД - нестабильностью давления, устанавливающегося по окончании прессования. Грубые промахи в определении конца времени нарастания давления могут быть обусловлены нестабильностью давления, устанавливающегося по око чании прессования, что вызывается, в свою очередь, нестабильностью дав 61 ления в гидроаккумуляторе перед началом запрессовки и приводит либо к недопустимо преждевременному останову счетчика ВНД, либо к безостановочной его работе, причем то и другое тоже ведет к грубым промахам в определении ВНД, сбоям в работе системы управления и появлению брака. Целью изобретения является повышение производительности. Поставленная цель достигается тем, что в систему управления процессом прессования в мащине литья под давлением, содержащую блок измерения скорости пресс-поршня, задатчик диапазона допустимого изменения скорости пресс-иоршня, устройство сравнения текущего значения скорости с заданным, блок определения давления на прессуемый материал, задатчик нижнего и верхнего уровней давления, компараторы нижнего и верхнего уровней давления, счетчик времени нарастания давления и формирователь управляющих воздействий, введены формирователь сигналов обнуления счетчика времени нарастания давления, блок определения давления в гидроаккумуляторе перед началом запрессовки и блок автоматической подстройки задатчика верхнего уровня давления, при этом вход формирователя сигналов обнуления счетчика подсоединен к выходу компаратора нижнего уровня давления, выход формирователя сигналов обнуления счетчика подсоединен к обнуляющему входу счетчика времени нарастания давления, а выход блока определения давления в гидроаккумуляторе подсоединен к входу блока автоматической подстройки задатчика верхнего уровня давления. На чертеже представлена блок-схема системы управления процессом прессования в машине литья под давлением. Система управления процессом прессования содержит задатчик 1 нижнего уровня давления, блок 2 определения давления на прессуемый материал и компаратор 3 нижнего уровня давления, предназначенньй для сравнения давления на прессуемый материал с заданным. Выход компаратора соединен с входом Запуск счетчика 4 времени нарастания давления. Кроме того, выход компаратора соединен с входом формирователя 5 обнуляющих сигналов, выход которого соединен с обнуляющим входом того же счетчика времени нарастания давления . Для коррекции задатчика верхнего уровня система содержит блок 6 опре деления давления в гидроаккумуляторе, выход которого соединен с входом блока 7 автоматической подстройки, который предназначен для подстройки задатчика 8 верхнего уровня. Выход задатчика соединен с компаратором 9 верхнего уровня, который предназначен для сравне.шя значения давления на прессуемый материал с заданием верхнего уровня давления. Выход компаратора 9 соединен с входом Стоп счетчика времени нарастания давления, вьпсод которого сЬединен с формирователем 10 управляющих воздействий на машину литья под давлением. Система управления содержит также блок 11 измерения скорости прессования, задатчик 12 диапазона до пустимого изменения скорости и устройство 13 сравнения скорости, пред назначенное для сравнения измеренно величины скорости с заданием. Входы устройства сравнения скорости подсоединены к выходам задатчика и измерителя скорости, а выход устройст ва сравнения скорости подключен к входу формирователя управляющих воз действий. Выходы формирователя управляющих воздействий подключены к соответствующим исполнительным устройствам машины литья под давлением предназначенным для ее подналадки. Блок 2 определения давления на прессуемьй материал включает в себя датчик давления (до 30 МПа) и преоб разователь сигнала зтого датчика в унифицированный сигнал ГСП, напри мер, постоянный ток от О до 5 мА ил напряжение постоянного тока от О до 1 В и т.п. Управляемьй задатчик (блок 7) верхнего уровня представляет собой любой серийно выпускаемый приборный реохорд или многооборлтньй потенцио метр с электроприводом, возможно пр менение различных коммутаторов, командных приборов и т.п. Измеритель (блок 11) скорости прессования представляет собой лю614бой датчик скорости пресс-поршня и преобразователь сигнала этого датчика в унифицированньй сигнал ГСП (частота, ток, напряжение и т.д.). Система управления работает следующим образом. Когда давление, измеряемое блоком 2, достигает уровня, установленного на задатчике 1, срабатывает компаратор 3, запускающий счетчик 4. Если компаратор сработает от положительного фронта помехового всплеска давления, то при обратном срабатывании компаратора (по отрицательному фронту помехового всплеска давления на прессуемьй материал) блок 5 выработает сигнал обнуления счетчика. И только при истинном повьш1ении давления счетчик (предварительно обнуленный, как описано) запустится для измерения параметра ВИД. Остановлен счетчик ВИД будет тогда, когда давление на прессуемый материал превысит значение, установленное на задатчике 8, причем это задание каждый раз корректируется по давлению в гидроаккумуляторе перед началом запрессовки, измеренному с помощью блока 6. Требуемая величина коррекции определяется в блоке 7, с помощью которого подстраивается задатчик 8. Величина скорректированного задания подается на вход компаратора 9 верхнего уровня, на другой вход которого подается сигнал об изменяющемся давлении на прессуемьй материал, измеряемом блоком 2. Как только измеренное давление превысит заданное, счетчик 4 ВИД остановится. Значение времени нарастания давления при этом запоминается на счетчике, и по его величине формирователь 10 управлякядих воздействий выработает сигналы подналадки машины литья под давлением (с учетом того, в допустимых ли пределах находилась скорость пресс-поршня, измеряемая блоком 11. Значения скорости сравнивается с заданием, записанным в задатчике 12, с помощью устройства 13 сравнения, с выхода которого сигнал о том, в норме ли скорость, подается на вход формирователя 10 управляющих воздействий). Благодаря введению новых блоков (формирователь сигналов обнулений счетчика ВИД, блок определения давления в гидроаккумуляторе перед на$10986616
чалом запрессовки и блок автомати- устраняются грубые промахи в опредеческой подстройки задатчика давле- леяин времени йарастания давления,котонин верхнего уровня) и новых связей рые обычно ведут к сбоям в работе систепредлагаемых блоков с существующими, мы управления и к появлению брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления процессом прессования в машине литья под давлением | 1985 |
|
SU1284659A1 |
| Система управления процессом прессования в машине литья под давлением | 1985 |
|
SU1284660A1 |
| Устройство для определения момента затвердевания отливки и устройство для определения момента кристаллизации металла | 1987 |
|
SU1503991A1 |
| Устройство для определения момента затвердевания отливки | 1987 |
|
SU1488121A1 |
| Машина литья под давлением | 1985 |
|
SU1273210A1 |
| Система управления процессом прессования в машине литья под давлением | 1984 |
|
SU1186375A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО КОНТРОЛЯ И ЗАРЯДА АККУМУЛЯТОРНЫХ БАТАРЕЙ | 1992 |
|
RU2061963C1 |
| Узел прессования машины литья под давлением | 1981 |
|
SU1013094A1 |
| Устройство для управления давлением пресса в процессе получения сыра | 1985 |
|
SU1325428A1 |
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1980 |
|
SU910354A1 |
СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ПРЕССОВАНИЯ В МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ, содержащая блок измерения скорости пресс-поршня, задатчик диапазона допустимого изменения скороста пресс-поршня, устройство сравнения текущего значения скорости с заданным, блок определения давления на прессуемый материал, задатчик нижнего и верхнего уровней давления, компараторы нижнего и верхнего уровней давления, счетчик времени нарастания давления и формирователь управляющих воздействий, отличающаяся тем, что, с целью повышения производительности, в нее введены формирователь сигналов обнуления счетчика времени нарастания давления, блок определения давления в гидроаккумуляторе перед началом запрессовки и блок автоматической подстройки задатчика верхнего уровня давления, при этом вход формирователя сигналов обнуления счетчика подсоединен к выходу компаратора нижнего уровня давления, выход формирователя сигнщ тов обнуления счетчика подсоединен к обнуS ляющему входу счетчика времени нарастания давления, а выход блока определения давления в гидроаккумуляторе подсоединен к входу блока автоматической подстройки задатчика :верхнего уровня давления.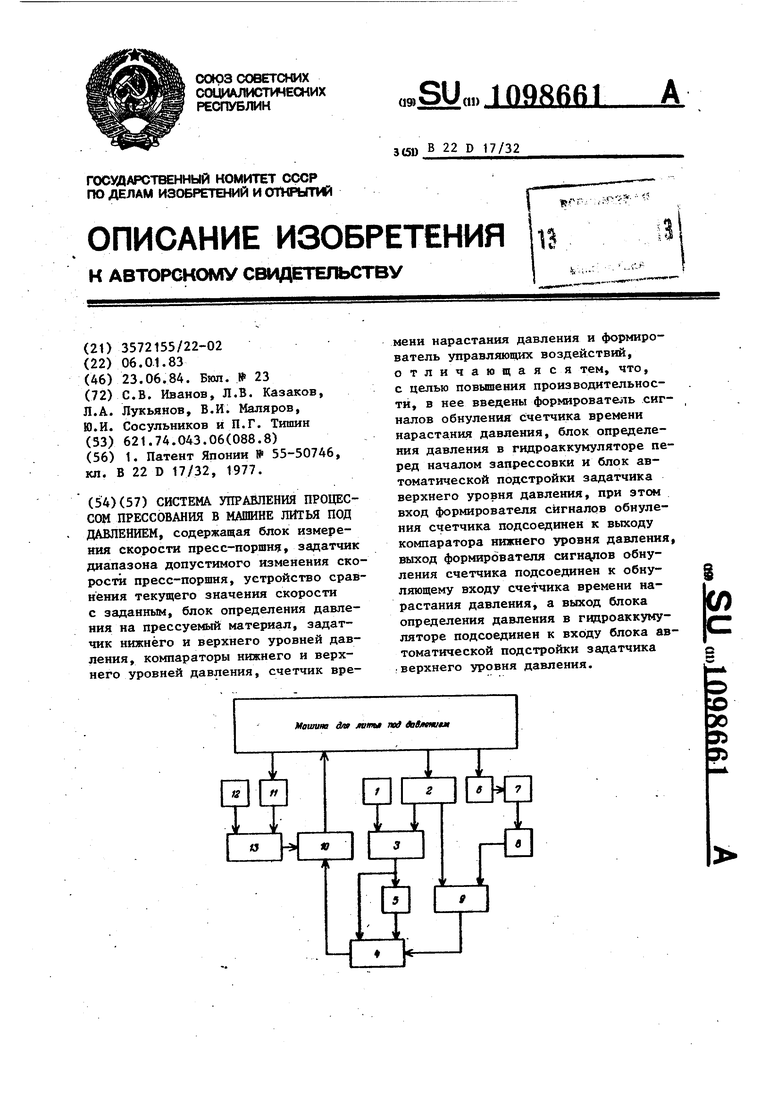
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
