00 00 оо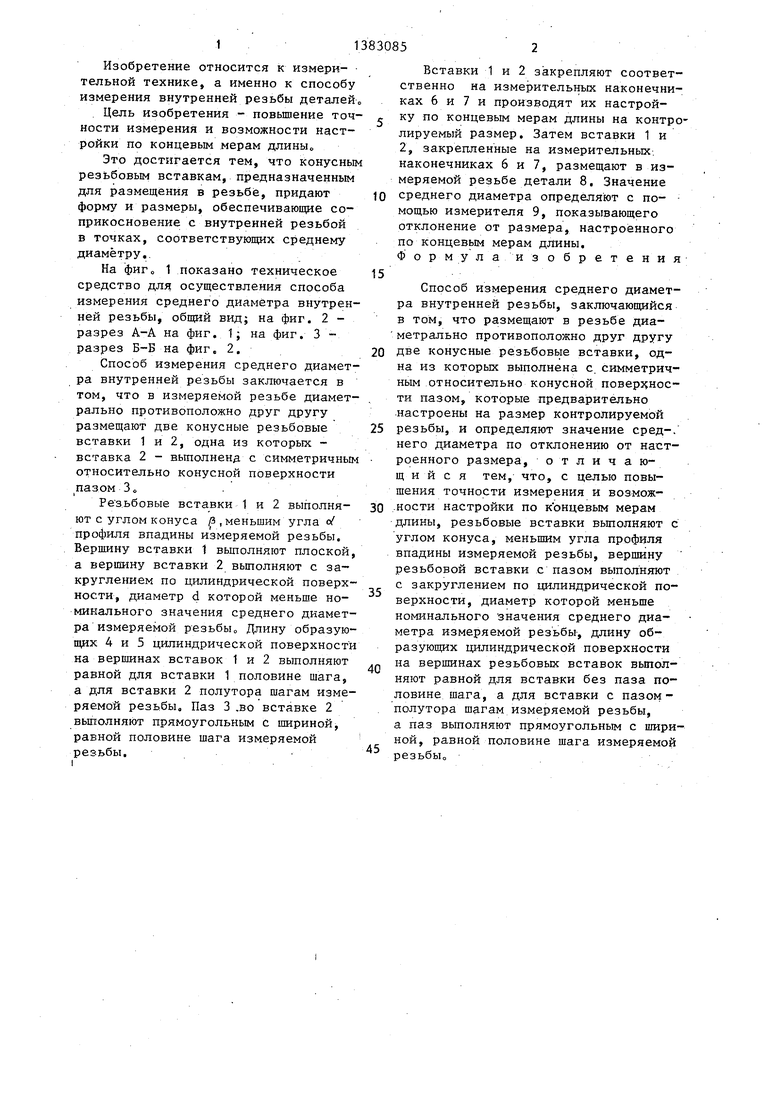
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения среднего диаметра внутренней резьбы | 1988 |
|
SU1532799A1 |
| Способ измерения среднего диаметра внутренней резьбы | 1988 |
|
SU1557446A1 |
| Способ контроля параметров внутренней резьбы | 1988 |
|
SU1615542A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065132C1 |
| ВСТАВКИ К РЕЗЬБОВОМУ МИКРОМЕТРУ | 2011 |
|
RU2476821C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ | 1993 |
|
RU2065568C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| Устройство для измерения внутренних резьб и зубчатых зацеплений | 1989 |
|
SU1696834A1 |
| СПОСОБ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ КОНИЧЕСКИХ РЕЗЬБОВЫХ КАЛИБРОВ-ПРОБОК | 1997 |
|
RU2127863C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
Изобретение относится к измерительной технике. Целью изобретения является повышение точности измерения и возможности настройки по концевым мерам длины. Это достигается тем, что конусньм резьбовым вставкам, предназначенным для размещения в резьбе, придают форму и размеры, обеспечивающие соприкосновение с внутренней резьбой в точках, соответствующих среднему диаметру. Форма и размеры резьбовых вставок обусловлены формой и размерами измеряемой резьбы. Резьбовые вставки позволяют производить их настройку по концевым мерам длины. 3 ил. i (Л
оо
ел
Изобретение относится к измерительной технике, а именно к способу измерения внутренней резьбы деталей
Цель изобретения - повьшение точности измерения и возможности настройки по концевым мерам длины
Это достигается тем, что конусным резьбовым вставкам, предназначенным для размещения в резьбе, придают форму и размеры, обеспечивающие соприкосновение с внутренней резьбой в точках, соответствующих среднему диаметру,.
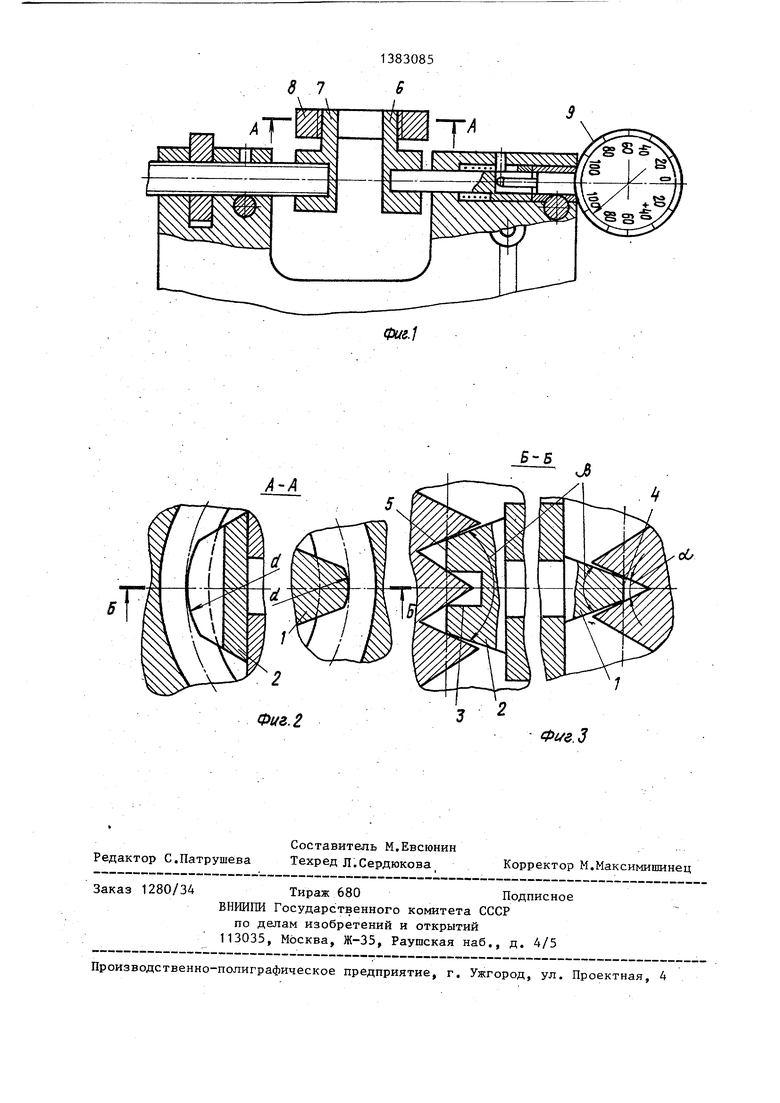
На фиг о 1 показано техническое средство для осуществления способа измерения среднего диаметра внутренней резьбы, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Способ измерения среднего диаметра внутренней резьбы заключается в том, что в измеряемой резьбе диаметрально противоположно друг другу размещают две конусные резьбовые вставки 1 и 2, одна из которых - вставка 2 - выполненд с симметричным относительно конусной поверхности пазом 3„ .
Резьбовые вставки 1 и 2 выполняют с углом конуса , меньшим угла о( профиля впадины измеряемой резьбы. Вершину вставки 1 вьтолняют плоской, а вершину вставки 2 вьтолняют с закруглением по цилиндрической поверхности, диаметр d которой меньше номинального значения среднего диаметра измеряемой резьбы Длину образующих 4 и 5 цштиндрической поверхности на вершинах вставок 1 и 2 выполняют равной для вставки 1 половине шага, а для вставки 2 полутора шагам измеряемой резьбы. Паз 3 .во вставке 2 выполняют прямоугольным с шириной, равной половине шага измеряемой резьбы.
0
5
0
5
0
5
0
5
Вставки 1 и 2 закрепляют соответственно на измерительных наконечниках 6 и 7 и производят их настройку по концевым мерам длины на контролируемый размер. Затем вставки 1 и 2, закрепленные на измерительных, наконечниках 6 и 7, размещают в измеряемой резьбе детали 8. Значение среднего диаметра определяют с по- - мощью измерителя 9, показывающего отклонение от размера, настроенного по концевьгм мерам длины. Формулаиз обретения
Способ измерения среднего диаметра внутренней резьбы, заключающийся в том, что размещают в резьбе диа- метрально противоположно друг другу две конусные резьбовые вставки, одна из которых выполнена с. симметричным относительно конусной поверз нос- ти пазом, которые предварительно .настроены на размер контролируемой резьбы, и определяют значение сред-, него диаметра по отклонению от настроенного размера, отличающий с я тем, что, с целью повышения точности измерения и возмож- .ности настройки по концевым мерам длины, резьбовые вставки вьшолняют с углом конуса, меньшим угла профиля впадины измеряемой резьбы, вершину резьбовой вставки с пазом выполняют с закруглением по цилиндрической поверхности, диаметр которой меньше номинального значения среднего диаметра измеряемой резьбы, длину образующих цилиндрической поверхности на вершинах резьбовых вставок вьтолняют равной для вставки без паза половине шага, а для вставки с пазом - полутора шагам измеряемой резьбы, а паз выполняют прямоугольным с шириной, равной половине шага измеряемой резьбЫо
8 1
А-А
B-s
.
Фие.З
| Григорьев И.А., Дворецкий Е.Р | |||
| Контроль размеров в машиностроении | |||
| М.: Машгиз, 1959, с | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| АВТОМАТ ДЛЯ ПУСКА В ХОД ПОРШНЕВОЙ МАШИНЫ | 1920 |
|
SU299A1 |
| Там же, с | |||
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
| Способ изготовления гибких труб для проведения жидкостей (пожарных рукавов и т.п.) | 1921 |
|
SU268A1 |
