(Л
00
оо
01
4
О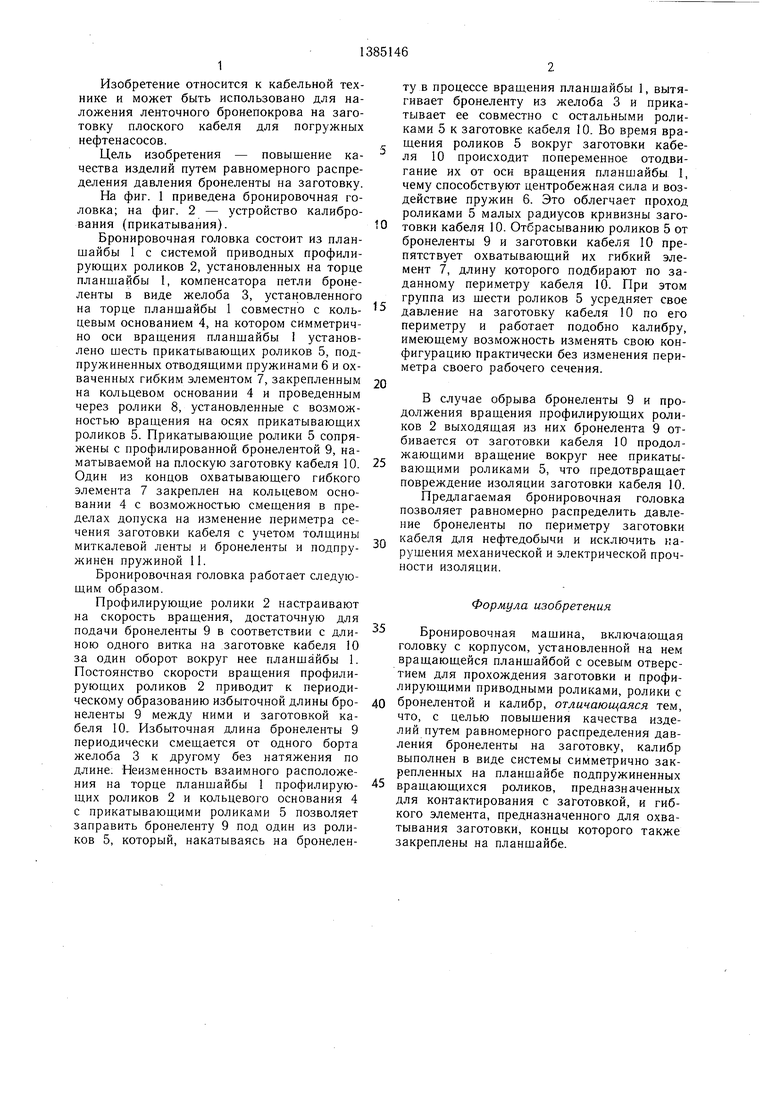
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубчатых гофрированных деталей и устройство для его осуществления | 1987 |
|
SU1588470A1 |
| Устройство для обмотки сердечника длинномерным материалом | 1986 |
|
SU1362701A1 |
| Устройство для навивки спирали | 1977 |
|
SU671906A1 |
| Система обнаружения дефектов поверхности бронированного кабеля (2) | 2023 |
|
RU2801809C1 |
| Устройство для изготовления двухслойных пластмассовых гофрированных труб | 1987 |
|
SU1500503A1 |
| Бронеобмотчик | 1976 |
|
SU609124A1 |
| Система обнаружения дефектов поверхности бронированного кабеля | 2023 |
|
RU2808438C1 |
| Способ обнаружения дефектов поверхности бронированного кабеля | 2023 |
|
RU2807987C1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| НАВИВОЧНАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ ПРОВОЛОЧНЫХ ВАЛОВ | 1970 |
|
SU283974A1 |
Изобретение относится к электротехнике, в частности к оборудованию для изготовления кабельных изделий. Цель изобретения - повышение качества изделий путем равномерного распределения давления на заготовку. Бронировочная головка состоит из планшайбы 1 с системой приводных профилируюших роликов 2, установленных на планшайбе 1, компенсатора петли бро- неленты в виде желоба 3, шести прикатывающих роликов 5, охваченных гибким элементом 7. Прикатываюшие ролики 5 сопряжены с профилированной бронелентой, наматываемой на плоскую заготовку кабеля 10. Один из концов гибкого элемента 7 закреплен с возможностью смещения в пределах допуска на изменение периметра сечения кабеля и подпружинен пружиной 11. 2 ил.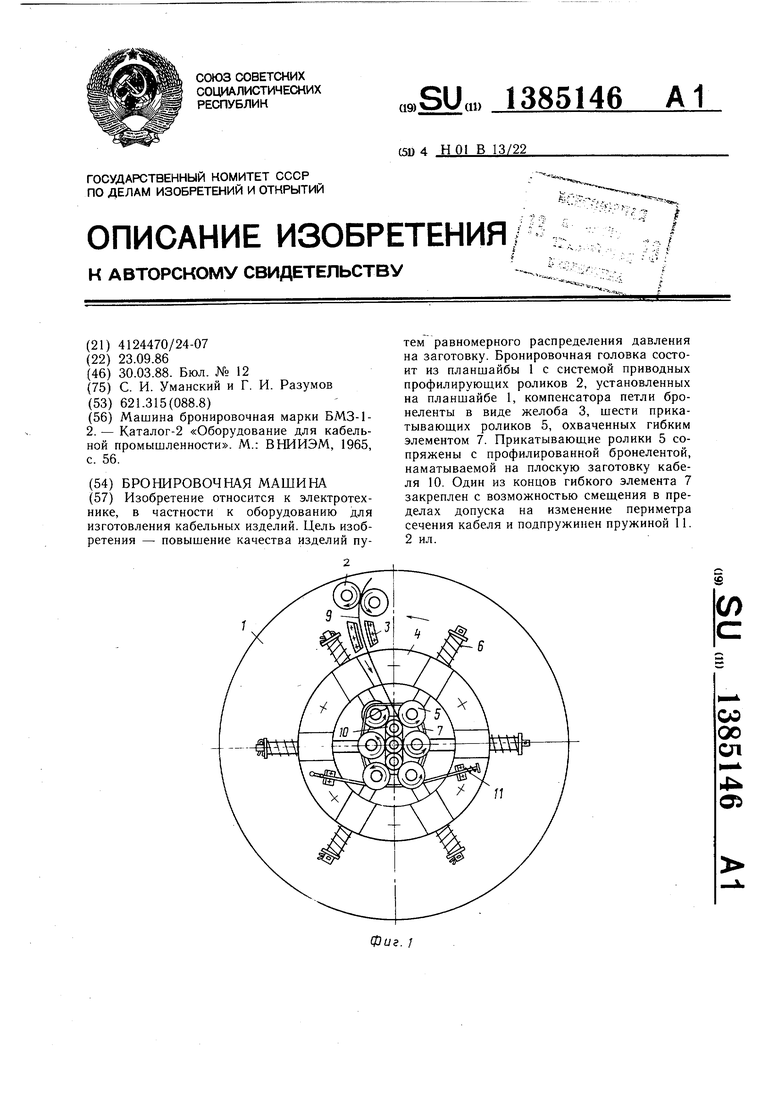
Фиг. 1
Изобретение относится к кабельной технике и может быть использовано для наложения ленточного бронепокрова на заготовку плоского кабеля для погружных нефтенасосов.
Цель изобретения - повышение качества изделий путем равномерного распределения давления бронеленты на заготовку.
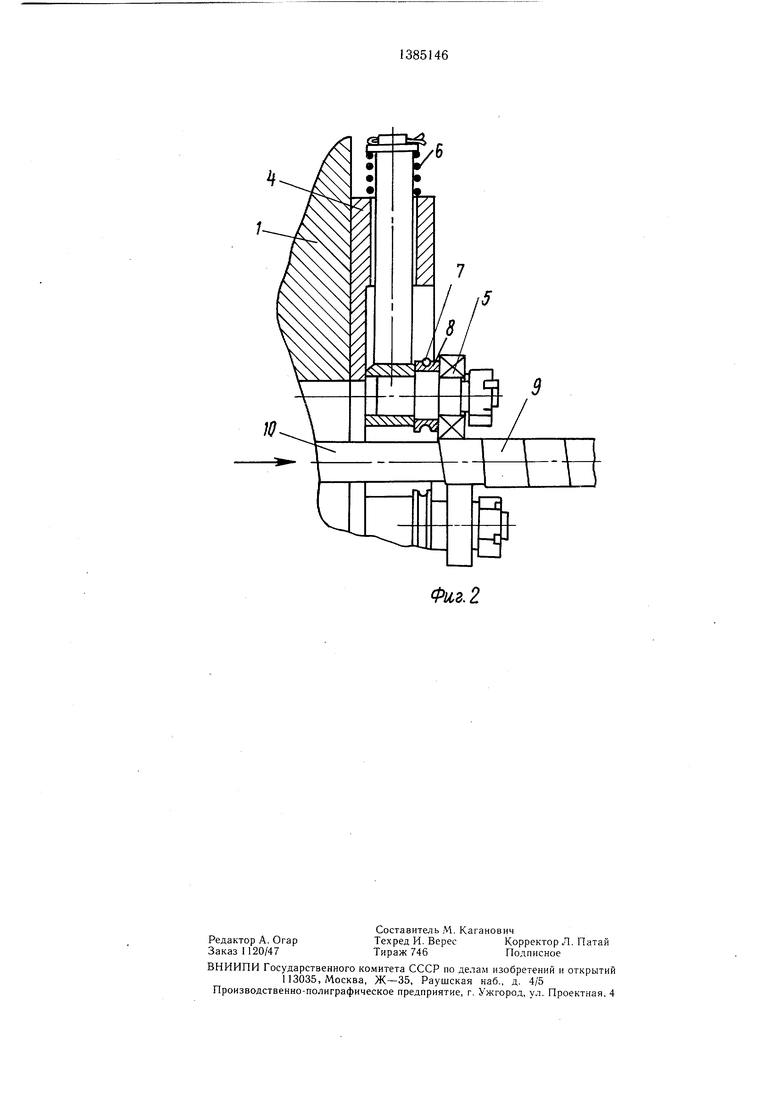
На фиг. 1 приведена бронировочная головка; на фиг. 2 - устройство калибрования (прикатывания).
Бронировочная головка состоит из планшайбы 1 с системой приводных профилирующих роликов 2, установленных на торце планшайбы 1, компенсатора петли бронеленты в виде желоба 3, установленного на торце планшайбы 1 совместно с кольцевым основанием 4, на котором симметрично оси вращения планшайбы 1 установлено шесть прикатываюших роликов 5, подпружиненных отводяшими пружинами 6 и охваченных гибким элементом 7, закрепленным на кольцевом основании 4 и проведенным через ролики 8, установленные с возможностью вращения на осях прикатывающих роликов 5. Прикатывающие ролики 5 сопряжены с профилированной бронелентой 9, наматываемой на плоскую заготовку кабеля 10. Один из концов охватывающего гибкого элемента 7 закреплен на кольцевом основании 4 с возможностью смещения в пределах допуска на изменение периметра сечения заготовки кабеля с учетом толщины миткалевой ленты и бронеленты и подпружинен пружиной 11.
Бронировочная головка работает следующим образом.
Профилирующие ролики 2 настраивают на скорость вращения, достаточную для подачи бронеленты 9 в соответствии с длиною одного витка на заготовке кабеля 10 за один оборот вокруг нее планщайбы 1. Постоянство скорости вращения профилирующих роликов 2 приводит к периодическому образованию избыточной длины бронеленты 9 между ними и заготовкой кабеля 10. Избыточная длина бронеленты 9 периодически смещается от одного борта желоба 3 к другому без натяжения по длине. Неизменность взаимного расположения на торце планшайбы 1 профилирующих роликов 2 и кольцевого основания 4 с прикатывающими роликами 5 позволяет заправить бронеленту 9 под один из роликов 5, который, накатываясь на бронеленту в процессе вращения планшайбы 1, вытягивает бронеленту из желоба 3 и прикатывает ее совместно с остальными роликами 5 к заготовке кабеля 10. Во время вращения роликов 5 вокруг заготовки кабе ля 10 происходит попеременное отодвигание их от оси вращения планщайбы 1, чему способствуют центробежная сила и воздействие пружин 6. Это облегчает проход роликами 5 малых радиусов кривизны заго0 товки кабеля 10. Отбрасыванию роликов 5 от бронеленты 9 и заготовки кабеля 10 препятствует охватывающий их гибкий элемент 7, длину которого подбирают по заданному периметру кабеля 10. При этом группа из щести роликов 5 усредняет свое
давление на заготовку кабеля 10 по его периметру и работает подобно калибру, имеющему возможность изменять свою конфигурацию Практически без изменения периметра своего рабочего сечения.
0
В случае обрыва бронеленты 9 и продолжения вращения профилирующих роликов 2 выходящая из них бронелента 9 отбивается от заготовки кабеля 10 продолжающими вращение вокруг нее прикатывающими роликами 5, что предотвращает повреждение изоляции заготовки кабеля 10.
Предлагаемая бронировочная головка позволяет равномерно распределить давление бронеленты по периметру заготовки Q кабеля для нефтедобычи и исключить нарушения механической и электрической прочности изоляции.
5
Формула изобретения
Бронировочная машина, включающая головку с корпусом, установленной на нем вращающейся планшайбой с осевым отверстием для прохождения заготовки и профилирующими приводными роликами, ролики с
бронелентой и калибр, отличающаяся тем, что, с целью повышения качества изделий путем равномерного распределения давления бронеленты на заготовку, калибр выполнен в виде системы симметрично закрепленных на планшайбе подпружиненных
вращающихся роликов, предназначенных для контактирования с заготовкой, и гибкого элемента, предназначенного для охва- тывания заготовки, концы которого также закреплены на планшайбе.
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| М.: ВНИИЭМ, 1965, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
