Предложено приспособление для модернизации известных ручных станков, наматывающих обои. Намотка обоев осуществляется на пруток, который вставляется и вынимается вручную.
Приспособление, выполненное согласно изобретению, лишено этого недостатка. Сущность изобретения заключается в том, что для полной механизапии процесса приспособление выполнено состоящим из поводка, приводимого в движение через систему передач от редуктора. Редуктор соединяется с приводом стайке при включении однооборотной муфты, сблокированной с ножом для резки бумажного полотна. Поворот разрезного прутка в заданное положение, облегчающее заводку конца бумажного полотна в его щель, осуществляется направляющими при взаилюдействии их со смонтированным на поводке клином.
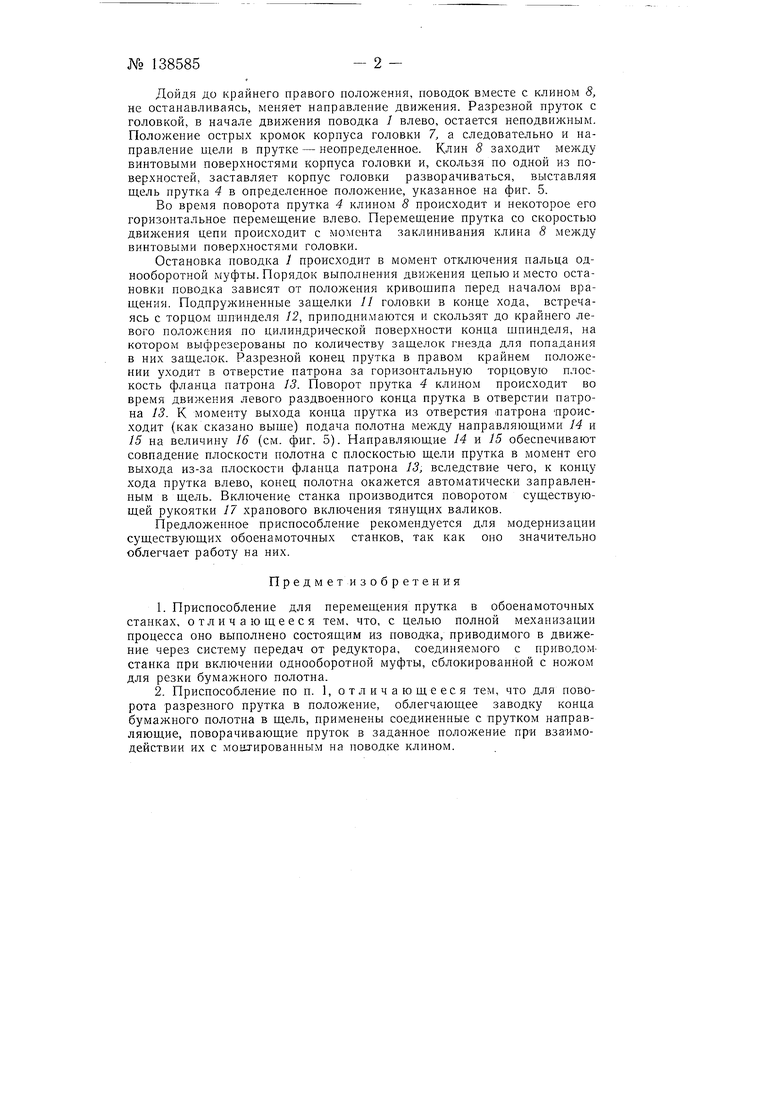
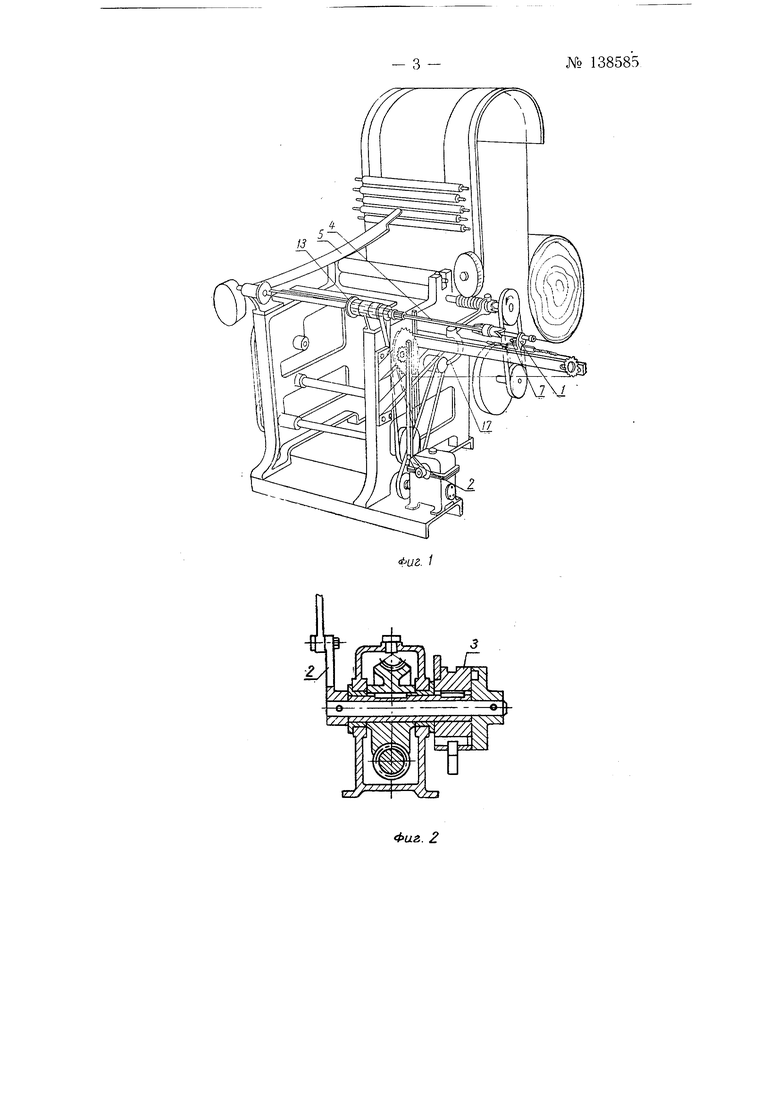
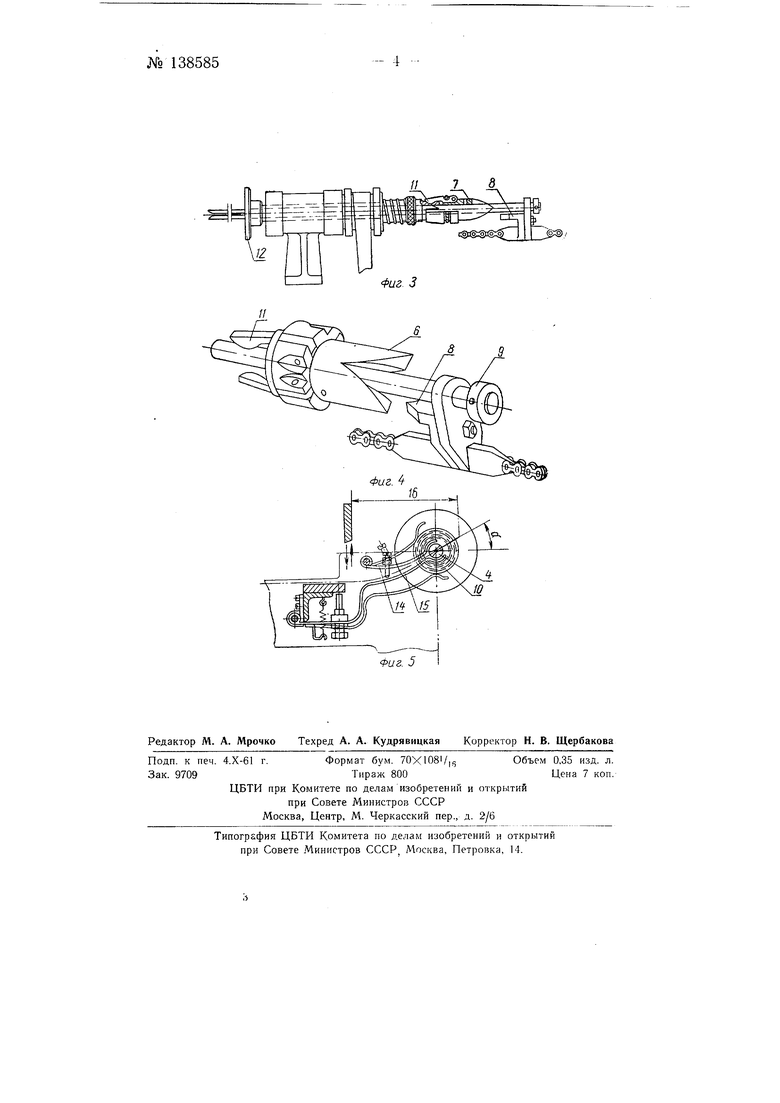
На фиг. 1 изображено предложенное приспособление совместно с обоенамоточным станком в общем виде; на фиг. 2-редуктор в разрезе на фиг. 3 - деталь, поясняющая взаимодействие клина с направляющими ; па фиг. 4 - то же, что и на фиг. 3; на фиг. 5 - схема положения прутка, в момент заводки конца бумажного полотна.
Приспособление состоит из поводка /, совершающего возвратно поступательные движения через систему передач от кривошипа 2 смонтированного на оси однооборотной муфты 3, сквозь отверстие которого (поводка /) пропущен разрезной пруток 4. Муфта 3 сблокирована с ножом 5 для резки бумажного полотна. Поворот прутка 4 в нужное для заводки конца бумажной ленты положение осуществляется направляющими 6 головки 7 при взаимодействии их с клином 5.
Из начального перед движением головки 7 положения поводок 1, двигаясь вправо, встречает кольцо 9 и заставляет пруток 4 перемещаться и вытягивает его из рулончика 10.
№ 138585- 2 Дойдя до крайнего правого положения, поводок вместе с клином 8, не останавливаясь, меняет направление движения. Разрезной пруток с головкой, в начале движения поводка 1 влево, остается неподвижным. Положение острых кромок корпуса головки 7, а следовательно и направление щели в прутке - неопределенное. Клин 8 заходит между винтовыми поверхностями корпуса головки и, скользя по одной из поверхностей, заставляет корпус головки разворачиваться, выставляя щель прутка 4 в определенное положение, указанное на фиг. 5.
Во время поворота прутка 4 клином 8 происходит и некоторое его горизонтальное перемещение влево. Перемещение прутка со скоростью движения цепи происходит с момента заклинивания клина 8 между винтовыми поверхностями головки.
Остановка поводка 1 происходит в момент отключения пальца однооборотной муфты. Порядок выполнения движения цепью и место остановки поводка зависят от положения кривощипа перед началом вращения. Подпружиненные защелки // головки в конце хода, встречаясь с торцом шпинделя 12, приподнимаются и скользят до крайнего левого положения по цилиндрической поверхности конца щпинделя, на котором выфрезерованы по количеству защелок гнезда для попадания в них защелок. Разрезной конец прутка в правом крайнем положении уходит в отверстие патрона за горизонтальную торцовую плоскость фланца патрона 75. Поворот прутка 4 клином происходит во время движения левого раздвоенного конца прутка в отверстии патрона 13. К моменту выхода конца прутка из отверстия патрона происходит (как сказано выше) подача полотна между направляющими М и /5 на величину 16 (см. фиг. 5). Направляющие 14 и 15 обеспечивают совпадение плоскости полотна с плоскостью щели прутка в момент его выхода из-за плоскости фланца патрона }3, вследствие чего, к концу хода прутка влево, конец полотна окажется автоматически заправленным в щель. Включение станка производится поворотом существующей рукоятки 17 храпового включения тянущих валиков.
Предложенное приспособление рекомендуется для модернизации существующих обоенамоточных станков, так как оно значительно облегчает работу на них.
Предметизобретения
1.Приспособление для перемещения прутка в обоенамоточных станках, отличающееся тем, что, с целью полной механизации процесса оно выполнено состоящим из поводка, приводимого в движение через систему передач от редуктора, соединяемого с приводомстанка при включении однооборотной муфты, сблокированной с ножом для резки бумажного полотна.
2.Приспособление по п. 1, отличающееся тем, что для поворота разрезного прутка в положение, облегчающее заводку конца бумажного полотна в щель, применены соединенные с прутком направляющие, поворачивающие пруток в заданное положение при взаимодействии их с монтированным на поводке клином.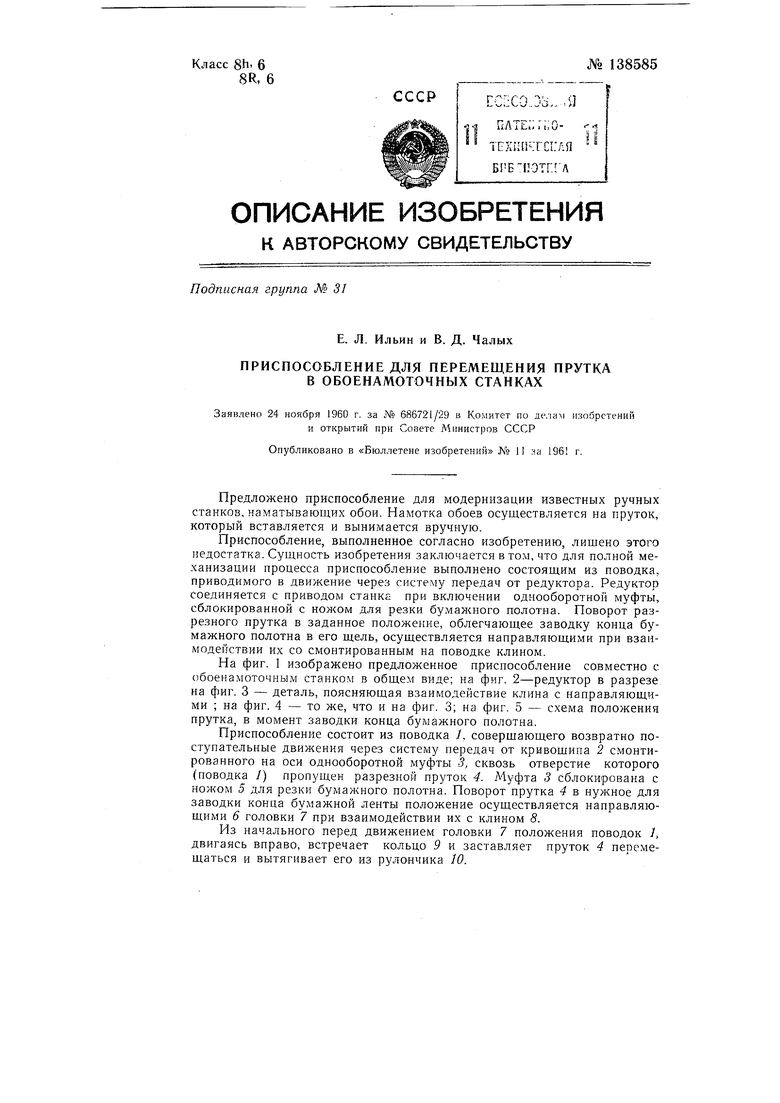
| название | год | авторы | номер документа |
|---|---|---|---|
| Пачковязальная машина | 1960 |
|
SU140725A1 |
| Пневматический патрон для подачи и крепления прутка | 1959 |
|
SU129452A1 |
| Приспособление для вкладки промокательной бумаги одновременно с шитьем проволокой тетради | 1935 |
|
SU48170A1 |
| ПРИСПОСОБЛЕНИЕ К АВТОМАТИЧЕСКИМ ТОКАРНЫМ СТАНКАМ ДЛЯ ПОДАЧИ МАТЕРИАЛА | 1931 |
|
SU38565A1 |
| Приспособление для отвода упора втулочных штампов, предназначенных для рубки прутков | 1956 |
|
SU106502A1 |
| Штамп для резки пруткового материала | 1976 |
|
SU618215A1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| Приспособление для подачи дерева в двойных шипорезных станках | 1927 |
|
SU8597A1 |
| Прибор для засверливания центров на различного рода изделиях | 1929 |
|
SU23729A1 |
| Приспособление для подачи пруткового материала в револьверных станках | 1929 |
|
SU23724A1 |
Е2У
Фиг. 2
I Ift. - NplL- L fc.
II 7 8
Фиг. 3
