Изобретение относится к электротехнике, а именно к производству электромагнитных герметичных реле, и может быть применено в радиотехнической, приборостроительной и электронной промышленности.
Цель изобретения - расширение технологических возможностей и повышение производительности.
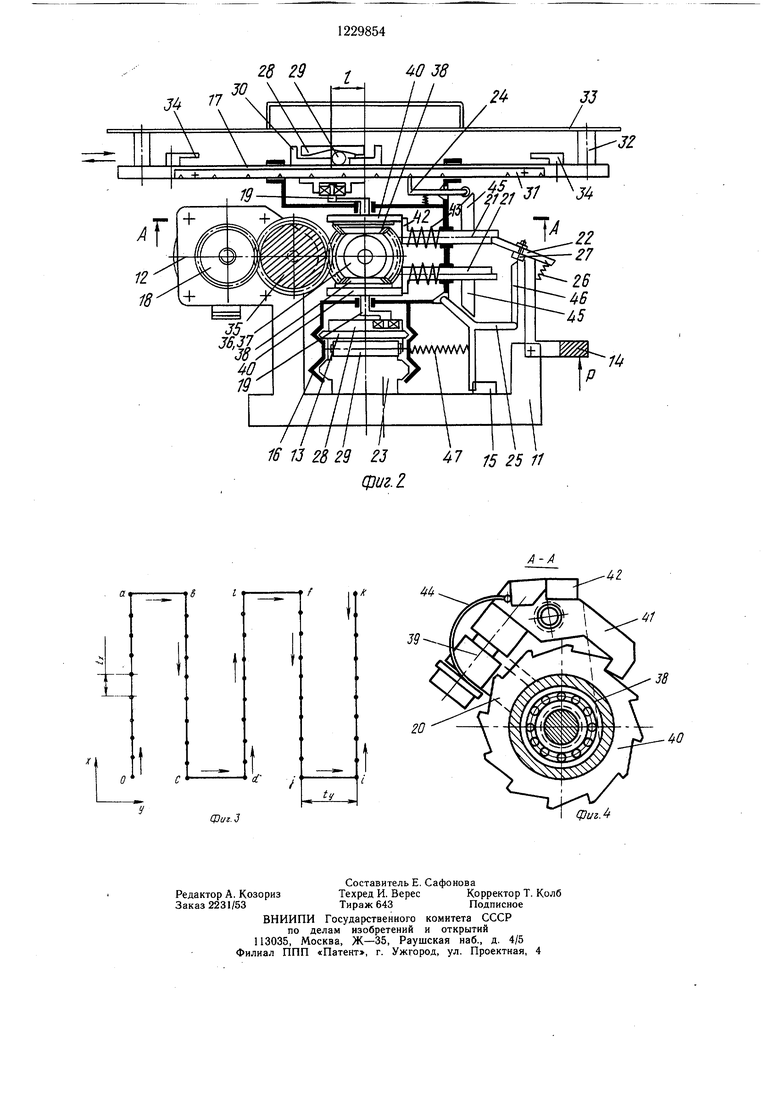
На фиг. 1 изображена схема расположения механизмов устройства; на фиг. 2 - кинематическая схема координатного механизма; на фиг. 3 - траектория движения к-ассеты; на фиг. 4 - разрез А-А на фиг. 2.
Устройство для сборки герметичного реле содержит корпус 1 (фиг. 1) многопозиционный поворотный стол 2 с закрепленными на нем приспособлениями 3 для фиксации собираемых узлов (например, магнитной 4 и контактной 5 систем), сварочные головки 6, механизм 7 для выгрузки готовых изделий и привод (не показан).
Механизм 7 для выгрузки готовых изделий состоит из манипулятора 8 с электромеханическим захватом 9 и координатного механизма 10.
Координатный механизм 10 (фиг. 2) содержит плиту 11, на которой установлены мотор-редуктор 12, нижние неподвижные салазки 13, балка 14 и гребенка 15, каретку 16, верхние подвижные салазки 17, зубчатую передачу 18, верхний и нижний кривошипы 19, однооборотную муфту 20, верхний и нижний штоки 21 управления салазками и нож 22.
Нижние салазки 13 содержат направляющую 23, вдоль которой может перемещаться каретка 16, несущая на себе верхние салазки 17, развернутые под прямым углом к нижним салазкам 13. Кроме того, на каретке 16 закреплены верхний 24 и нижний 25 фиксаторы.
В балке 14, являюш.ейся местом приложения управляющего усилия Р, шарнирно закреплен нож 22, расположенный параллельно нижним салазкам 13 на всей длине хода каретки 16. Нож 22 постоянно поджат пружиной 26 к нижнему штоку 21. На нож 22 установлены регулируемые упоры 27, которые устанавливаются в точках перехода с ряда на ряд (точки 1-я и 10-я, фиг. 3).
Как нижние салазки 13, так и верхние салазки 17 содержат ползун 28 с подпружиненным роликом 29 и вилкой 30, являющейся реверсируемой муфтой свободного хода. Кроме того, верхние салазки 17 содержат направляющую 31, выполненную в виде гребенки, аналогично гребенке 15, на которой расположены кронштейны 32 для установки кассет 33, в гнезда которой устанавливаются готовые изделия (реле).
На направляющих 23 и 31 установлены регулируемые упоры 34, которые служат для реверсирования хода каретки 16 и салазок 17. Мотор-редуктор 12 через зубчатую передачу 18, состоящую из зубчатого ва5
5
ла 35, цилиндрического 36, центрального конического 37 и верхнего и нижнего 38 конических колес, связан с кривошипами 19. Кривошипы 19, имеющие бесступенчатую регулировку эксцентриситета е через одно- оборотную муфту 20 (фиг. 2 и 4), образованную зубчатым колесом 38 и поводком 39, с закрепленными на них храповиком 40 и собачкой 41, связаны со штоками 21.
Храповик 40 жестко закреплен на ступице 0 зубчатого колеса 38, а поводок 39 с установленной на нем собачкой 41 - на оси кривошипа 19. Как нижний, так и верхний штоки 21 управления салазками имеют жесткие упоры 42, находящиеся в зацеплении с одно- оборотной муфтой 20, и пружины 43 сжатия.
Устройство для сборки герметичного реле работает следующим образом.
Узлы (например магнитная 4 и контактная 5 системы), подлежащие сварке, вручную собираются и укладываются в приспособ- 0 ления 3, находящееся на позиции I загрузки (фиг. 1), затем включается привод (не показан). Автоматически осуществляется фиксация установленного в приспособление 3 реле и поворот поворотного стола 2 на один щаг. На позиции I загружается и фиксируется следующее реле, а на других позициях осуществляются следующие операции: II - контрольная; III и IV - сварочные (происходит сварка системы магнитной 4 и контактной 5 систем последовательно по две точки, как показано на фиг. 1); V - происходит выгрузка сваренного реле и установка его в кассету; VI - резервная.
Манипулятор 8, входящий в механизм 7 для выгрузки готовых изделий, электромеханическим захватом 9 забирает реле после сварки из приспособления 3, переносит его в одну точку над координатным механизмом 10, опускается и ставит реле в гнездо кассеты. Подачу каждого очередного гнезда кассеты на позицию загрузки осуществляет координатный механизм 10. Так как послед- 0 НИИ подключается через электрический разъем к электросхеме предлагаемого устройства, то мотор-редуктор 12 включается одновременно с включением основного привода. От мотор-редуктора 12 (фиг. 2) через зубчатый вал 35, цилиндрическое колесо 36 и центральное коническое колесо 37 вращение передается на верхние и нижние зубчатые колеса 38, свободно вращающиеся на осях кривошипов 19. На кронштейны 32 верхних салазок 17 устанавливается кассета 33 так, чтобы она находилась первой или последней ячейкой в точке прихода захвата 9 манипулятора 8.
После того, как манипулятор 8 при помощи захвата 9 перенес и установил первое реле в первое гнездо кассеты 33, от привода 5 предлагаемого устройства подается управляющее усилие Р на балку 14, шарнирно связанную с ножом 22. Так как нож 22 постоянно поджат пружиной 26 к нижнему штоку 21,
0
5
0
то движение передается на нижний кривошип 19, через однооборотную муфту 20. При нажатии ножом 22 на шток 21 он уходит влево и утапливает упор 42, стоящий на пути движения поводка 39 (фиг. 4), который под действием пружины 44 входит в зацепление с храповиком 40, приводя в движение кривошип 19. Одновременно шток 21 упором 45 (фиг. 2) давит на ролик фиксатора 25, убирая его из паза гребенки 15. Каретка 16 освобождается.
Совершая один полный оборот, кривошип 19 сначала перемещает ползун 23 на расстояние, равное удвоенному эксцентриситету и шагу загрузки реле, а затем возвращает в исходное положение. При движении в прямом направлении подпружиненный ролик 29 заклинивается между наклонной плоскостью ползуна 28 и направляющей 23 или 31 салазок 13 или 17. Обратный ход ползуна 28 является холостым. Каретка 16 перемещается на один щаг. Шток 21 под дей- ствием пружины 43 возвращается в исходное положение. Поводок 39 наезжает на жесткий упор 42, освобождая храповик 40. Одновременно упор 45 ОСВОБОЖДАЕТ ФИКСА2 менно упор 45 освобождает фиксатор 25 и он входит в зацепление со следующим пазом гребенки 15. Каретка 16 совершает один шаг по оси X, подав очередное гнездо кассеты под загрузку, и так девять шагов до точки а (фиг. 3). В точке а в момент вхождения фиксатора 25 в паз гребенки 15 происходит поджим через упор 27 вилкой 46 ножа 22 к верхнему штоку 21. Через одно- оборотную муфту 20 происходит включение в работу верхнего кривошипа 19. Аналогично каретке 16 ползун 28 перемещает, на один щаг верхние салазки 17, т. е. в точку b по оси Y. Одновременно ползун 28, расположенный на нижних салазках 13, наезжает вилкой 30 на упор 34 и переключает ролик 29 на работу в обратном направлении, т. е. происходит реверсирование хода каретки 16. Нож 22 под действием, пружины 26 опускает- ся на нижний щток 21 и последующие девять включений вызывают перемещение каретки 16 по оси X вниз до точки с. В точке с, как и в точке а происходит поджим ножа 22 к верхнему штоку 21 и перемещение верхних салазок на один щаг по оси Y до точки е. Происходит также реверсирование хода каретки 16 и она снова перемещается по оси X до точки е и т. д. через точки /,/ и / до точки
k. После остановки в точке k производят смену кассеты 33, выводят вилку 46 из-под упора 27 и дальнейшее перемещение происходит в обратном направлении до точки о. Здесь также производят смену кассет 33. Точность позиционирования обеспечивается выбором зазора между пазом гребенки 15 или 31 и призмой фиксатора 25 или 24 под действием возвратной пружины 47.
Таким образом, по сравнению с известным предлагаемое устройство позволяет автоматизировать процесс выгрузки и установки реле после сварки двух систем в кассету, т. е. расширить технологические возможности устройства; выгружать и устанавливать готовые реле в кассету, не подвергая их механическим воздействиям, что позволяет избежать брака готовых реле, которые при сбросе в тару навалом составляют около 2% общего объема выпуска, а также повышать производительность устройства путем ликвидации ручной установки реле в кассету.
Формула изобретения
Устройство для сборки герметичного реле, содержащее корпус, многопозиционный поворотный стол с закрепленными на нем приспособлениями для фиксации собираемых узлов, сварочные головки, механизм для выгрузки готовых изделий и привод, отличающееся тем, что, с целью расширения технологических возможностей и повышения производительности, в механизм для выгрузки готовых изделий введен координатный механизм, включающий в себя плиту, мотор-редуктор, нижние салазки с направляющей, балку, гребенку, каретку с фиксаторами, верхние салазки, зубчатую передачу, верхний и нижний кривошипы, однооборотную муфту, штоки управления салазками и нож, причем нижние салазки, мотор-редуктор, балка и гребенка жестко закреплены на плите, на нижних салазках установлена каретка с фиксаторами с возможностью перемещения вдоль их направляющей, верхние салазки установлены на каретке и развернуты под прямым углом к нижним салазкам, мотор- редуктор через зубчатую передачу связан с кривошипами, которые кинематически связаны через однооборотную муфту со штоками управления салазками, в балке шар- нирно закреплен нож.
28 29
11 . iA
.
/
2
33
L
rhi
г 4.
//7.
16132829 2547 152511
фиг..
J/
А -t- А
A.j;Aj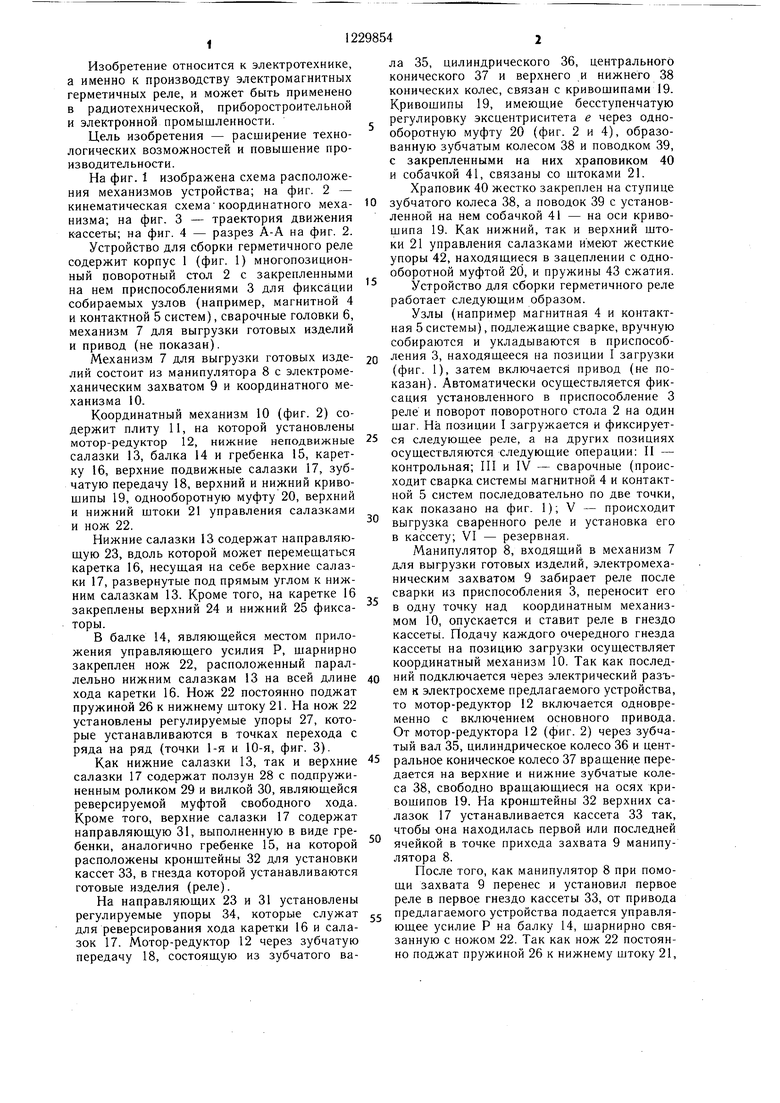

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| Устройство для сборки и сварки | 1983 |
|
SU1207697A1 |
| Накопитель | 1984 |
|
SU1206053A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Станок для набора игл в кассету | 1982 |
|
SU1087578A1 |
| Устройство для сборки проволочных контактов | 1988 |
|
SU1554040A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Устройство для контроля и сортировки радиодеталей по электрическим параметрам | 1990 |
|
SU1706073A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
Изобретение относится к электротехнике, а именно к производству электромагнитных герметичных реле. Цель изобретения - расширение технологических возможностей и повышение производительности. В механизм 7 для выгрузки готовых изделий введен координатный механизм 10. Магнитная 4 и контактная 5 системы, подлежащие сварке вручную, собираются и укладываются в приспособление 3, находящееся на позиции I загрузки. Автоматически осуществляется фиксация установленного в приспособлении 3 реле и поворот стола 2 на один шаг. На позиции I загружается и фиксируется следующее реле, а на последующих позициях осуществляются следующие операции: контрольная, сварочные (сварка магнитной системы 4 и контактной системы 5 последовательно по две точки), выгрузка сваренного реле и установка его в кассету. Манипулятор 8, входящий в механизм 7 для выгрузки готовых изделий, электромеханическим захватом 9 забирает реле после сварки из приспособления 3, переносит его в одну точку над координатным механизмом 10, опускается и ставит реле в гнездо кассеты. ГТодачу каждого очередного гнезда кассеты на позицию загрузки осуществляет координатный механизм. Изобретение раскрывает выполнение координатного механизма. Оно обеспечивает -возможность автоматизировать процесс выгрузки и установки реле после сварки двух систем в кассету, выгружать и устанавливать готовые реле в кассету, не подвергая их механическим воздействиям, что позволяет избежать брака готовых реле, повысить производительность устройства за счет ликвидации ручной установки реле в кассету. 4 ил. (Л to ьо со 00 01 4
фиг.З
1
Фиг.
Редактор А. Козориз Заказ 2231/53
Составитель Е. Сафонова Техред И. ВересКорректор Т. Колб
Тираж 643Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОДЗЕМНЫХ РАБОТ | 1919 |
|
SU524A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
