со 00 з со 4 с
Изобретение относится к обработке металлов давлением, а именно к кон струкциям бойков для ковки металлов и сплавов.
Цель изобретения - повышение ка- честна поковок путем интенсификации проработки металла по сечению, поковки.
На фиг.1 изображен кузнечный ин- струмент, общий вид} на фиг.2 ниж- НИИ боек, вид сверху.
Кузнечный инструмент состоит из верхнего 1 и нижнего 2 вырезных бой- ков с углами выреза об . Рабочие поверхности 3 и 4 каждого из бойков образованы плоскостями, расположенными под разными углами ot, и oi , ot, и (2 относительно вертикальных плоскостей I-I и II-II, проходящих через линию пересечения плоскостей рабочих поверхностей. При этом Ы, ot( 20...25°; 70...65°..
Заготовку 5 помещают между верхним 1 и нижним 2 вырезными бойками и деформируют. При воздействии на. заготовку рабочими поверхностями 3, плоскости которых наклонены под углом 20...25,к вертикальным плоскостям I-I и II-II, происходит вьщавлиг вание металла в угол выреза и одна часть очага деформации поворачиваетс по отношению к другой, на которую воздействуют рабочие поверхности 4, плоскости которых наложены под углом 70...65° к вертикальным плоскостям I-I и II-II. Это связано с тем, что угол, равный 20...25 , меньше угла трения, и за счет снижения козффици ента трения появляется возможность преимущественного течения металла в угол выреза. Угол меньше 20° снижает технологические возможности инструмента, что связано соскальзьшанием заготовки в угол . Угол больше 25 примерно равняется углу трения, что уменьшает возможность преимущественного течения металла в угол выреза. При воздействии на заготовку рабочими поверхностями 4, плоскости которых наклонены под углом 70-65 к вертикальным плоскостям I-I и I1-II, происходит преимущественное течение металла в пространство между бойками
0
5
0
5
(осадка). Результаты приведены в таблице..
Выбор углов 70...65° связан с тем, что при таком угле общий угол выреза инструмента составляет 90, а это дает возможность проковать металл через квадрат. Выдавливание в угол выреза одной части очага деформации и течение металла в пространство между бойками другой части позволяет создать однонаправленное течение .металла по всему сечению заготовки и тем самым создать пластический сдвиг.При этом симметричное расположение вертикальных плоскостей, проходящих через линию пересечения плоскостей ра- бочих поверхностей относительно вертикальной плоскости симметрии бойков, способствует созданию такого пластического -сдвига, который дает возможность интенсифицировать проработку металла по сечению поковки и тем самым повысить качество.
Пример. Заготовки из свинца с координатной сеткой шагом 5x5 мм бьшо деформировано в вырезных бойках предложенной конструкции.
Размеры заготовки 50x50x140 мм.
Ф о
рмула изобретения
5
0
5
0
Кузнечньй инструмент, содержащий верхний и нижний вырезные бойки, рабочие поверхности которых расположены перекрестно симметрично относительно плоскости их разъема, а рабочая поверхность каждого из бойков образована плоскостями, расположенными под разными углами относительно вертикальной плоскости, проходящей через линию их пересечения, о т л и - чающийся тем, что, с целью повышения качества поковок путем интенсификации проработки металла-по сечению поковки, вертикальные плоскости, проходящие через линию пересечения плоскостей рабочих поверхностей бойков, расположены симметрично и на равном расстоянии от общей вер- тикальноЙ плоскости симметрии бойков, при этом меньший угол с вертикальной плоскостью каждого из бойков равен 20...25, а больший - 70...65.
75 Соскальзывание
70 Поворот очага деформации
65 Поворот очага деформации
60 Незначительный поворот очага деформации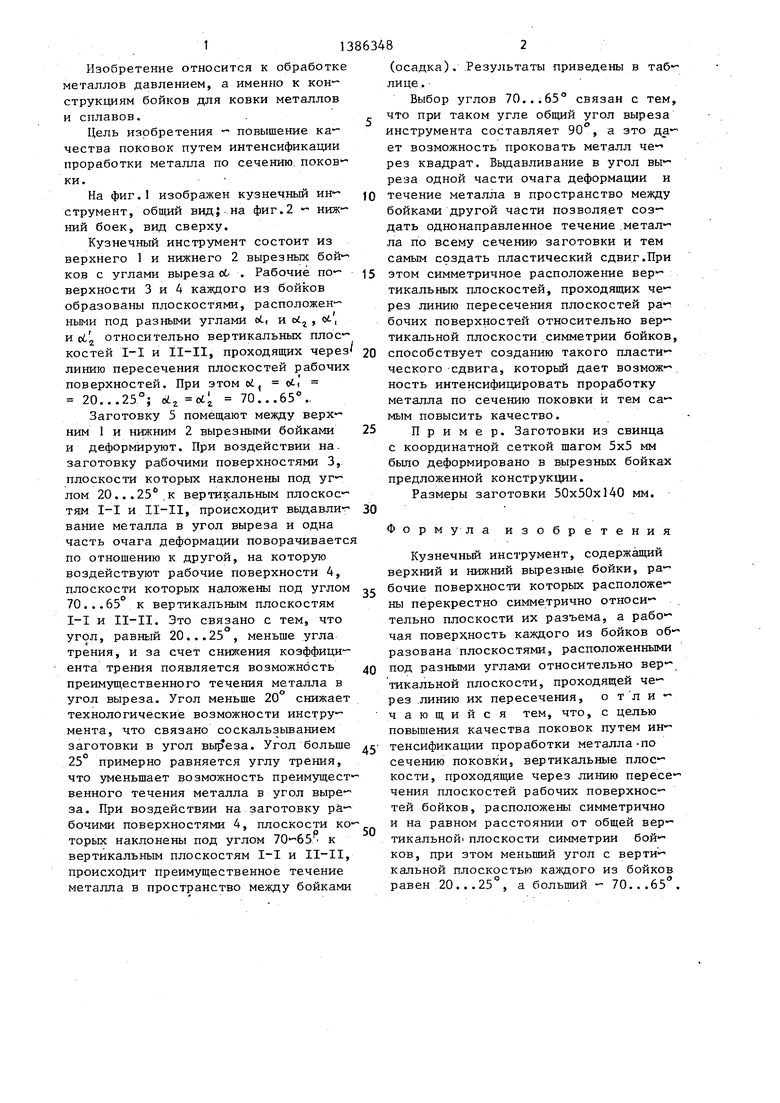

| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечный вырезной боек | 1979 |
|
SU867510A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1731396A1 |
| Кузнечный вырезной боек | 1979 |
|
SU1049157A1 |
| ИНСТРУМЕНТ ДЛЯ КОВКИ | 1973 |
|
SU393018A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Инструмент для ковки заготовок | 1978 |
|
SU902968A1 |
| Кузнечный инструмент для протяжки | 1985 |
|
SU1359992A1 |
| Кузнечный вырезной боек | 1980 |
|
SU897378A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| Инструмент для кузнечной протяжки | 1986 |
|
SU1412873A1 |

Изобретение относится к обработ ;ке металлов давлением, а именно к конструкциям бойков для ковки метал- лов и сплавов. Цель - повышение ка чества поковок путем интенсификации проработки металла по сечению поковки. Кузнечный инструмент состоит из верхнего и нижнего вырезных бойков. Рабочие поверхности бойков образова- ны плоскостями, расположенными под разными углами к плоскости, проходя- щей через линии их пересечения. Меньший угол равен 20...25°. Больший угол равен 70...65 . Плоскости, проходящие через линию пересечения плоскостей рабочих поверхностей, параллельны и смещены симметрично относительно плоскости, проходящей через ось бойков. В процессе ковки возникают дополнительные плоскости сдвига, которые способствуют более полной проработке металла по сечению заготовки. 2 ил., 1 табл. (Л
цзиг.1
ffiuz.Z
| Инструмент для ковки металлов и сплавов | 1973 |
|
SU471143A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
