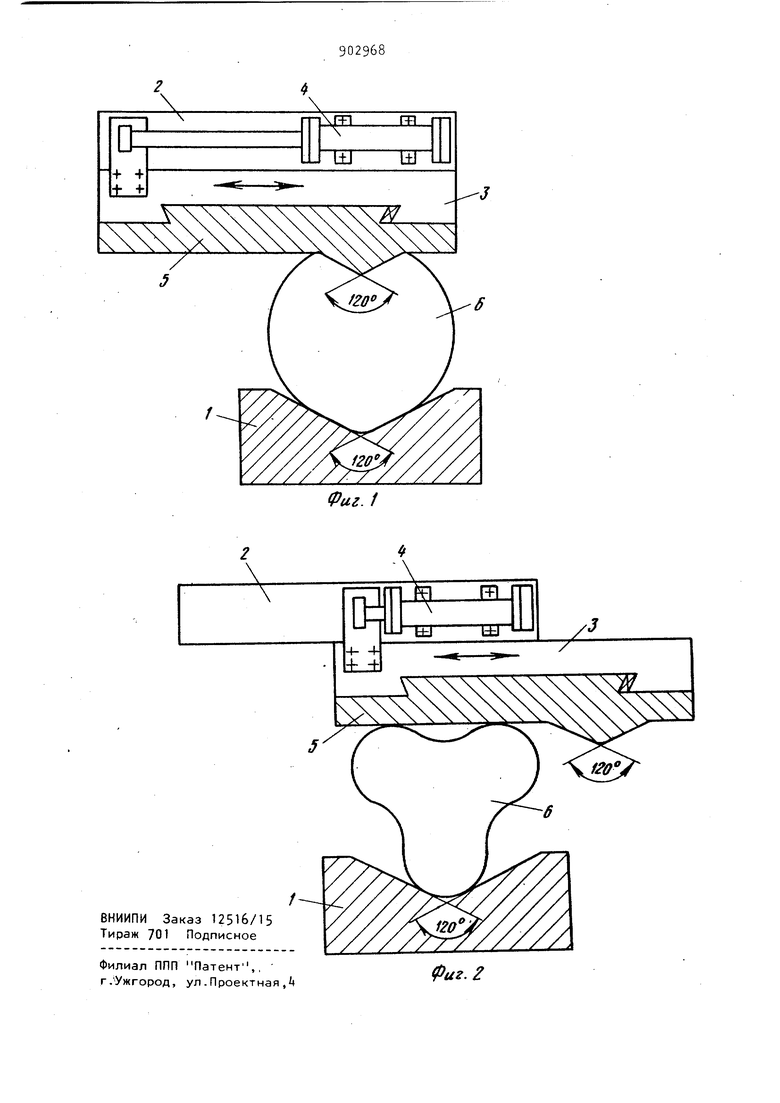
Изобретение относится к области о работки металлов давлением и может быть использовано для ковки заготовок. Известен инструмент для ковки заготовок, содержащий вырезной нижний боек и плоский верхний боек {ТТ. Недостатком известного инструмент для ковки является невысокое качеств получаемых поковок. Цель изобретения - повышение качЁства получаемых поковок. С этой целью в инструменте Для ко ки заготовок, содержащем вырезной нижний боек и плоский верхний боек, плоский верхний боек выполнен с выступом в виде призмы треугольного поперечного сечения, расположенным на его рабочей поверхности со смещением относительно его оси симметрии, при этом угол вершины выступа равен углу выреза .нижнего бойка, ширина основания выступа составляет 0,5-0,6 ширины выреза нижнего бойка, а длина пло кой поверхности верхнего бойка составляет не менее ширины выреза нижнего бойка. На фиг. 1 схематически изображен инструмент для ковки заготовок в момент обработки заготовки выступом верхнего бойка; на фиг. 2 - то же,в момент обработки плоской поверхностью верхнего бойка. Инструмент для ковки заготовок содержит вырезной нижний боек 1, угол выреза которого равен 120. Верхний боек состоит из неподвижной части 2, которая крепится к подвижной траверсе пресса, и подвижной части 3, которая перемещается относительно неподвижной части посредством силового цилиндра k. К подвижной части крепится корпус 5, поверхность которого выполнена комбинированной из двух рабочих частей - выпуклой и плоской. Выпуклая часть выполнена в виде выступа в форме призмы треугольного поперечного сечения с углом при вершине.
равным 120. При использовании описанного инструмента ковку можно производить в следующем сочетании бойков нижний вырезной - верхний выпуклый, нижний вырезной - верхний плоский.
Ширину основания выступа выбирают равной 0,5-0,6 ширины выреза нижнего бойка. При деформировании заготовки 6 выступом верхнего бойка с шириной основания менее 0,5 ширины выреза нижнего бойка очаг интенсивных сдвиговых деформаций смещается от центра заготовки- в боковые стороны по направлению горизонтальной оси, что не обеспечивает достаточную проковку металла в осевой зоне заготовки. При деформировании заготовки выступом верхнего бойка с шириной основания
более 0,6 ширины выреза нижнего бойка очаг интенсивных сдвиговых деформаций смещается от центра заготовки к верхнему бойку по направлению вертикальной оси, что также не обеспечивает достаточную проковку металла в осевой зоне заготовки.
Работа инструмента осуществляется следующим образом.
Нагретую заготовку 6 укладывают на рабочие поверхности нижнего вырезного бойка 1 и, используя выпуклую рабочую часть корпуса 5, осуществляют последовательно прожим со степенью деформации, равной 20-25%, за ход пресса по всей длине заготовки без кантовки. Затем заготовку 6 на 120° и осуществляют еще один полный проход без кантовки. После чего заготовку 6 кантуют еще на 120° и осуществляют также полный проход. При таком прожиме деформация сосредотачивается в осевой зоне заготовки 6, интенсивно перемещая большие объемы металла, примыкающие к поверхности верхнего выпуклого бойка в радиальном направлении к центру. Осевые объемы металла 3 поперечном сечении подвергаются сжатию,что способствует закрытию и заварке пустот, пор и развитых радиальных трещин внутри заготовки. После завершения прожимов заготовки 6 по всей длине с кантовкой на 120 дальнейший процесс ковки до получени заданного сечения поковки ведут известным способом: нижним вырезным бойком и плоской рабочей частью верхнего бойка. При этом замена рабочих частей верхнего бойка осуществляется с помощью силового цилиндра .
Использование данного изобретения позволит повысить качество получаемых поковок.
Формула изобретения
Инструмент для ковки заготовок, содержащий вырезной нижний боек и плоский верхний боек, о т л и ч а ющ и и с я тем, что, с целью повышения качества получаемых поковок, плоский верхний боек выполнен с выступом в виде призмы треугольного поперечного сечения, расположенным на его рабочей поверхности со смещением относительно оси его симметрии, при этом угол вершины выступа равен угл выреза нижнего бойка, ширина основания выступа составляет 0,5-0,6 ширины выреза нижнего бойка, а длина плоской поверхности верхнего бойка составляет не менее ширины выреза нижнего бойка.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 350558, кл. В 21 J 13/02, 1963 (прототип).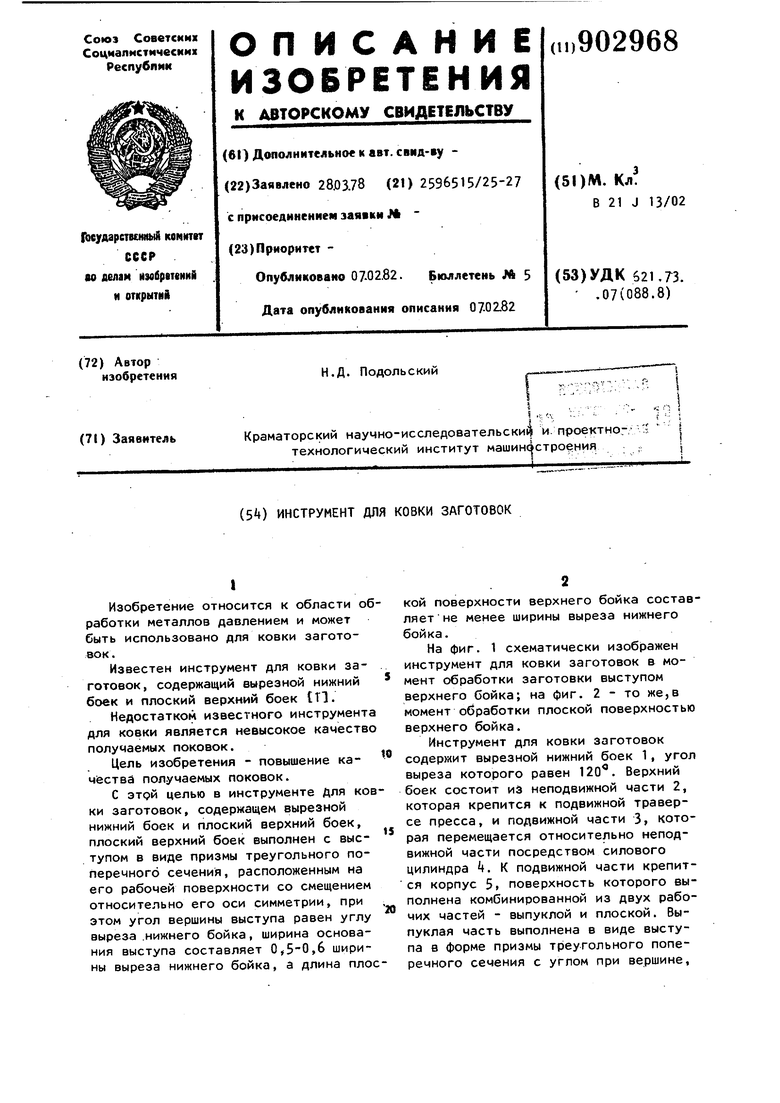
| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечный вырезной боек | 1979 |
|
SU867510A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки плит | 1984 |
|
SU1247145A1 |
| Инструмент для ковки заготовок | 1978 |
|
SU719777A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2006 |
|
RU2326749C1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| Способ изготовления валов | 1983 |
|
SU1207604A1 |