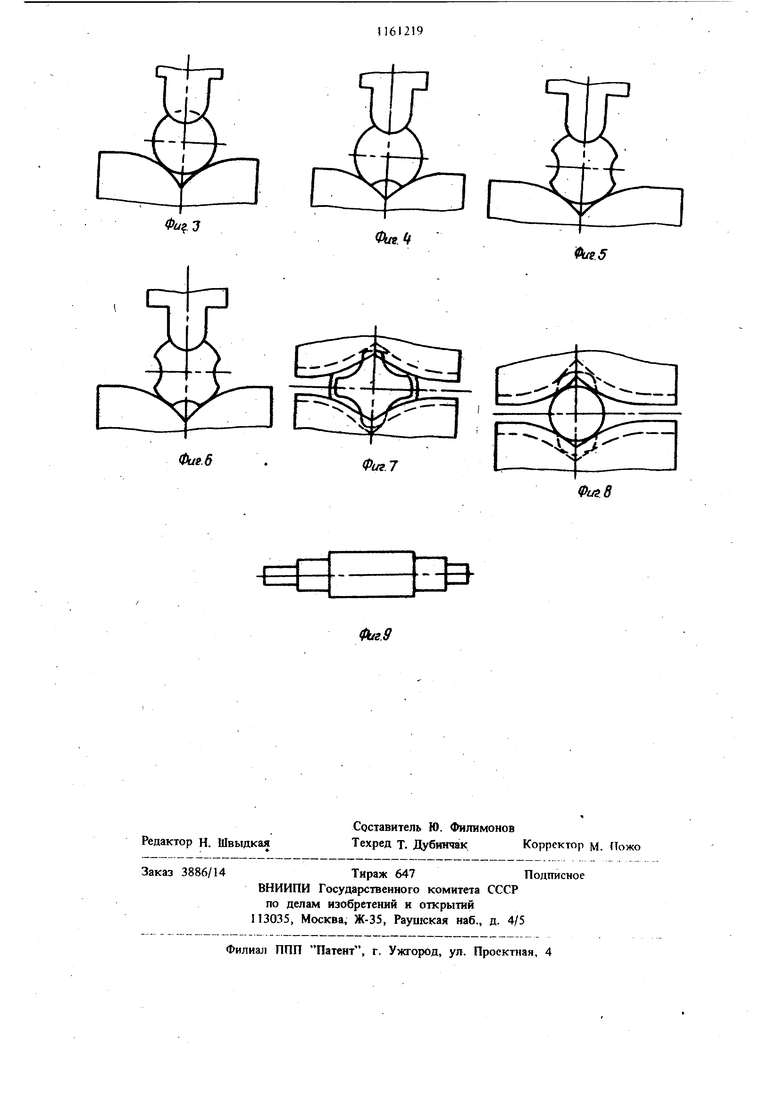
Изобретение относится к обработке металлов давлением, а именно к способам ковки слитков, и может быть использовано в кузн но-прессовых цехах машиностроительных и металлургических заводов. Целью изобретения является повышение качества получаемых поковок. На фиг. 1 схематически изображена исходная заготовка-слиток; на фиг.. 2 - то же, после биллeтиpoвки, на фиг. 3 - обжатие биллета в верхнем выпуклом и нижнем вырезном бойках; на фиг. 4 - то же, после кантовки на 180°; на фиг. 5 - то же, после кантовки на на фиг. 6 - то же, после кантовки на на фиг. 7 - протяжка в вырезных бойках после кантовки поковки с четырехлучевым поперечным сечением на 45° с получением эллипсообразного поперечного сечения; на фиг. 8 - то же, до получения поковки круглого поперечного сечения; на фяпг. 9 - конечная поковка. Способ ковки заготовок осуществляют следующим образом. Нагретую в печи заготовку-слиток круглог поперечного сечения подвергают протяжке в комбинированных бойках, верхний из которых выпуклый, а нижний вырезной, с кантовками 180, 90, 180. Верхний боек выполнен с цилиндрической рабочей поверхно тью, определяемой из соотношения 0,3 и R g/ О 0,4, где R - радиус бойка, DO - исходный диаметр заготовки. Применяемые относительные обжатия 13-20% соответствуют максимальной величине рабочег хода пресса. Полученную поковку четырехлучевого поперечного сечения подвергают Протяжке в вырезных бойках с кантовкой после первого прохода на 90° с получением промежуточной поковки, имеющей поперечное сечение в форме зллипса. Сочетание верхнего выпуклого и нижнего вырезнбго бойков позволяет при устойчивом и симметричном относитбльнб, вертикальной оси положении заготовки и параметрах проце са 0,3 R / D д 0,4, относительное об жатие 13-20% с каждой стороны создать благоприятную схему напряженно-деформированного состояния за счет бокового подпора рабочей поверхности вырезных бойков и вогнутых поверхностей заготовки, а также получить значительную деформационную проработку за счет уширения металла в пространство между бойками и в вырез нижнего бойка. Обжатие четырехлучевой в поперечном сечении заготовки в вырезных бойках через зллипс позволяет реализовать благоприятную с точки .зрения деформационной проработки схему, близкую к ковке через пластину. При уменьцюнии соотношения ниже 0,3 при обжатии в вырезных бойках возможны зажимы. При увеличении соотношения Rg/D выше 0,4 теряется симметричность формь четырехлучевой в поперечном сечении заготовки. Степень обжатия 13-20% позволяет при 0,3 Rg/Do 0,4 уже после первых двух обжатий достигнуть минимально необходимой величины деформации. Пример. Ковали поковку ротора массой 31 т из слитка массой 59 т стали 25Х2Н4МФА. Первоначально нагретый до 1200°С слиток со средним диаметром 1870 мм и длиной тела - 2000 мм например, биллетировали в комбинированных бойках: верхний плоский, нижний вырезной до диаметра биллета 1800 мм. Полученный биллет подвергали протя;|ске в комбинированных бойках, верхний из которых выпуклый с цилиндрической рабочей поверхностью радиусом 730 мм, нижний вырезной с oL- 120, с обжатиями 150, 200 и 300 мм, равными максимальному ходу пресса по ступеням и кантовками 180 , 90, 180(фиг.2-5). После получения поковки чегырехлучевого поперечного сечения протяжку - осуществляли в вырезных бойках, например oi- 135°. Обжатие производили вдоль грани блока с проходом на всю ее длину до получения злпип соидального сечения (фиг. 6). Прокованный блок подвергали нагреву до 1200°С и, используя Подсечки и комбинированные бойки, производили доковку поковки ротора до заданных размеров (фиг. 7). Использование изобретения по сравнению с базовым объектом, в качестве которого принят прототип, позволяет повысить качество получаемых поковок.
%. J
Фие.б
Фиг.7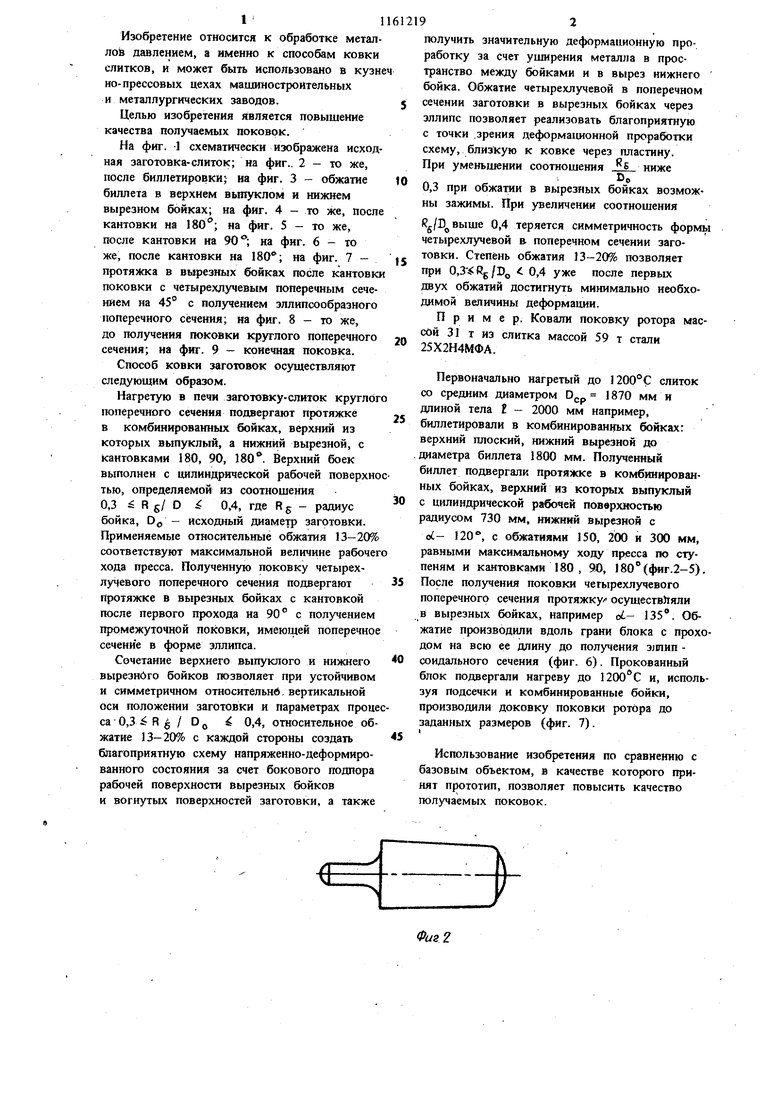
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки цилиндрических поковок | 1985 |
|
SU1291265A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| Способ ковки плит | 1984 |
|
SU1247145A1 |
| Способ изготовления пластин ковкой | 1984 |
|
SU1234024A1 |
| Способ изготовления поковок круглого сечения | 1982 |
|
SU1142203A1 |
| Способ ковки слитка | 1984 |
|
SU1234025A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ ковки поковок типа пластин | 1972 |
|
SU584953A1 |
СПОСОБ КОВКИ ЗАГОТОВОК, включающий предварительную протяжку заготовки с использованием верхнего выпуклого бойка с кантовками 180, 90, 180 . и последующую протяжку в вырезных бойках с кантовкой после первого прохода на 90 до получения поковки и круглого поперечного сечения, отличающийс я тем, что, с целью повышения качества получаемых поковок, предварительной протяжке подвергают заготовку круглого поперечного сечения с получением поковки с четырехлучевым поперечным сечением при использовании верхнего бойка с дилиндрической рабочей поверхностью, определяемой из соотношения 0,3 Rg/ D i 0,4, где Rg - радиус бойка; D - исходный диаметр заготовки при относительном обжатии 1320% по каждому из четырех направлений, а последующую протяжку осушествляют с (Л получением промежуточной поковки, имеющей поперечное сечение в форме зллипса.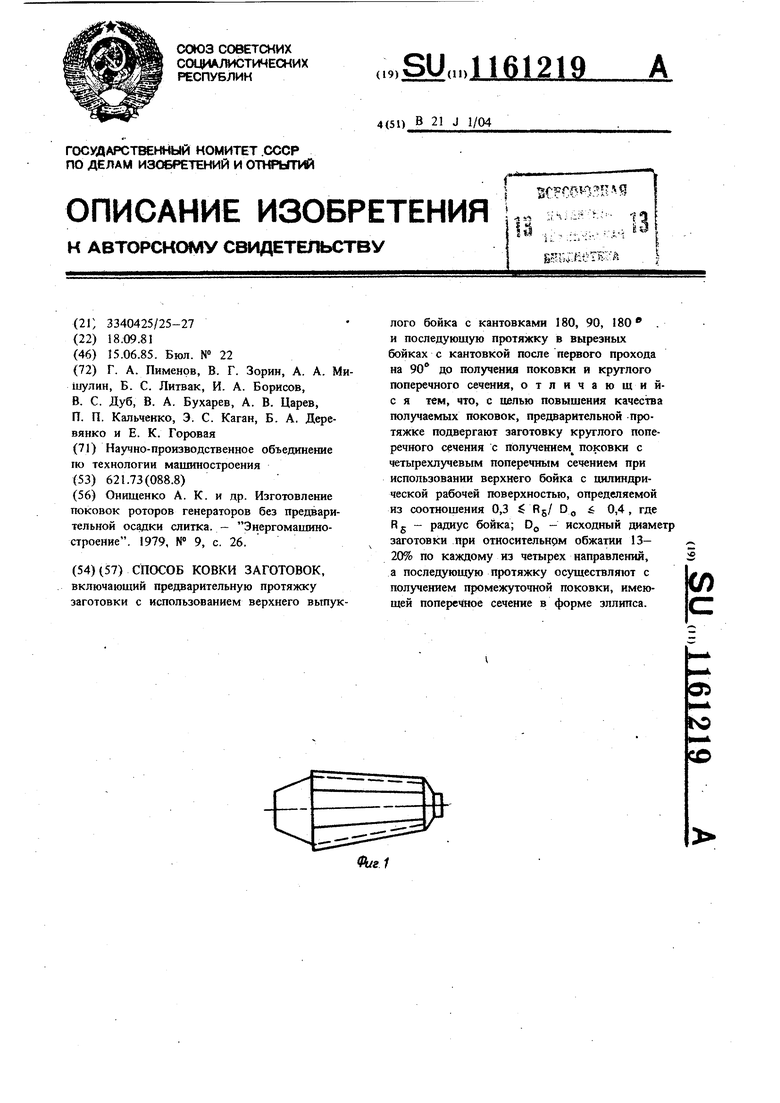
| Онищенко А | |||
| К | |||
| и др | |||
| Изготовление поковок роторов генераторов без предварительной осадки слитка | |||
| - Энергомашиностроение | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
