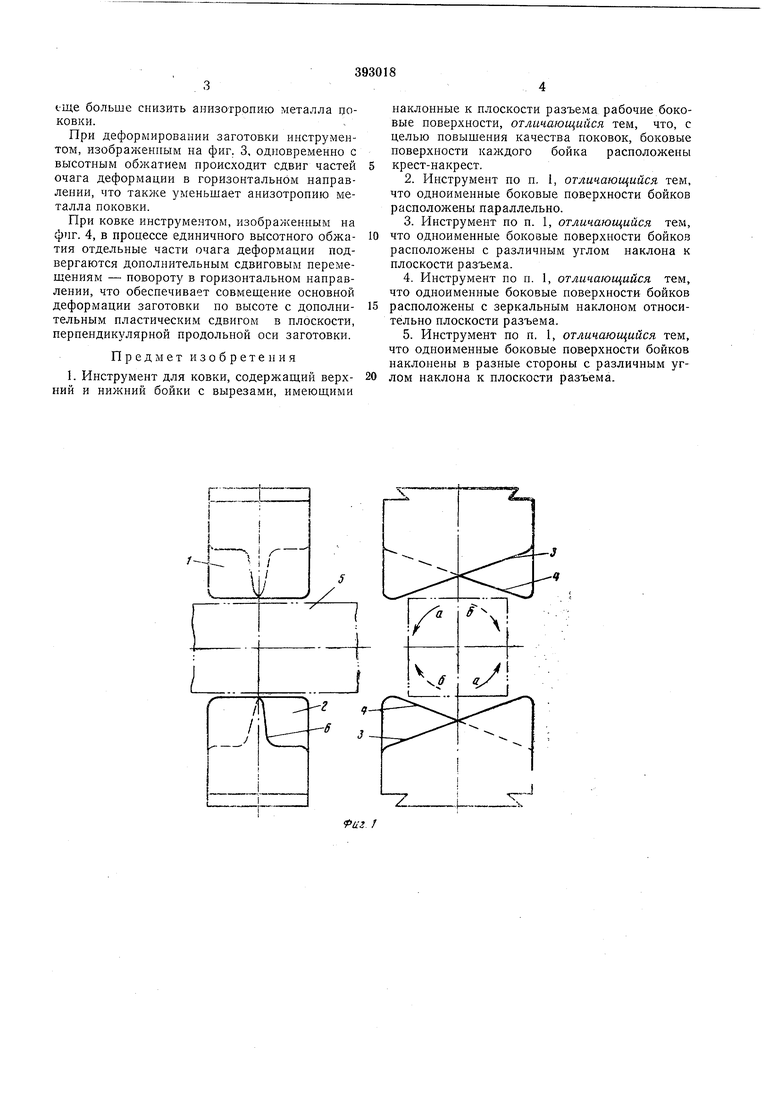
Изобретение относится к области обработки металлов давлением. Известен инструмент для ковки, содержащий верхний и нижний бойки с вырезами, имеюндими иаклонные к плоскости разъема рабочие поверхности. Однако при деформировании заготовки этим инструментом происходит преимущественно продольное течение металла, сопровождающееся заметным волокнообразовапием и анизотронией металла. С целью новышения качества поковок и уве личения универсальности в предлагаемом инструменте боковые поверхности каждого бойка расположены крест-накрест. Кроме того, одноименные боковые поверхности бонков могут быть расположены параллельно, с различным наклоном к плоскости разъема, с зеркальным наклоном относительно плоскости разъема или наклонены в разные стороны с различным углом наклона к нлоскостн разъема. На фиг. 1-4 изображены варианты предлагаемого инструмента для ковки. Инструмент (фиг. 1} содержит верхний 1 и нижний 2 вырезные бойки. Боковые рабочие новерхности 3 vi 4 каждого бойка расположены крест-накрест. Заготовку 5 подают под бойки и обжимают в вертикальном направлении. При воздействии на заготовку боковыми поверхностями 3 одна часть очага деформации поворачивается по иаправлению, указанному стрелками а, а другая, на которую воздействуют боковыми поверхностями 4, - по стрелке б, т. е. одновременно с единичным высотным обжатием заготовки производят пластический сдвиг поворотом одной части очага деформации относительно другой, что позволяет избежать однонаправленного 13олокнообразования, а также снизить анизотропию металла поковки и улучшить проработку металла в зонах затрзднепной деформации. Для предотвращения образования на поковке зажимов по границе обжатой и недеформированной частей на бойках предусмотрены уклоны 6. На предлагаемом ипструменте можно производить протяжку поковок до сколь угодно малого ноперечного сечения с неограниченными обжатиями за один рабочий ход. При деформировании заготовки инструментом, изображенным на фиг. 2, также происходит единнчное высотное обжатие с одновременным поворото, одной части очага деформации относительно другой, но высотные обжатия в поперечном сеченнп заготовки получаются различными при единичном обжатии. Разница в обжатиях устраняется при втором проходе после кантовки на 180°. Это позволяет
t-ще больше снизить анизотропию металла поковки.
При деформировании заготовки инструментом, изображенным на фиг. 3, одновременно с высотным обжатием происходит сдвиг частей очага деформации в горизонтальном направлении, что также уменьшает анизотропию металла поковки.
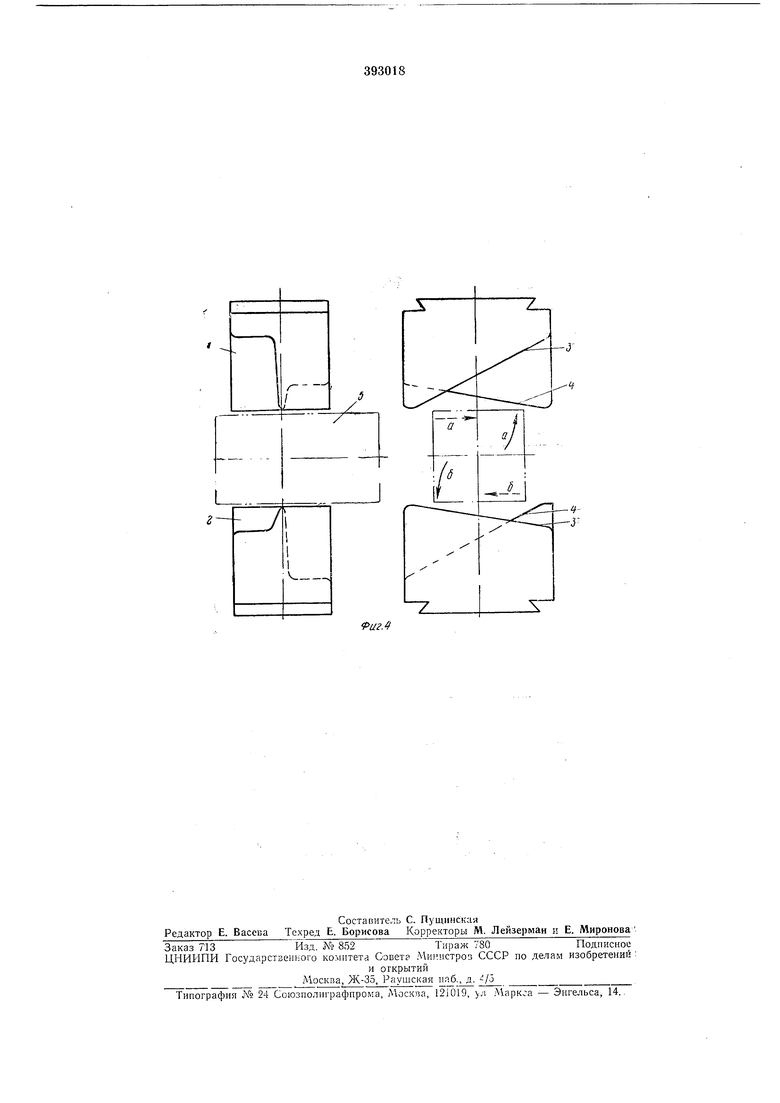
При ковке инструментом, изображенным на фпг. 4, в процессе единичного высотного обжатия отдельные части очага деформации подвергаются дополнительным сдвиговым перемещениям - повороту в горизонтальном направлении, что обеспечивает совмещение основной деформации заготовки но высоте с дополнительным пластическим сдвигом в плоскости, перпендикулярной продольной оси заготовки.
Предмет изобретения
1. Инструмент для ковки, содержащий верхНИИ и нижний бойки с вырезами, имеющими
наклонные к плоскости разъема рабочие боковые поверхности, отличающийся тем, что, с целью повышения качества поковок, боковые поверхности каждого бойка расположены крест-накрест.
2.Инструмент по п. 1, отличающийся тем, что одноименные боковые поверхности бойков расположены параллельно.
3.Инструмент по п. 1, отличающийся тем, что одноименные боковые поверхности бойков расноложены с различным углом наклона к плоскости разъема.
4.Инструмент по п. 1, отличающийся тем, что одноименные боковые поверхности бойков расположены с зеркальным наклоном относительно плоскости разъема.
5.Инструмент по п. 1, отличающийся тем, что одноименные боковые поверхности бойков наклонены в разные стороны с различным углом наклона к плоскости разъема.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 2003 |
|
RU2240199C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Способ ковки заготовок | 1987 |
|
SU1407639A1 |
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| Способ ковки заготовок | 1981 |
|
SU1038037A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2008994C1 |

12
. -ii
f/
