САЭ ОО О5 ОО
Сл
Изобретение относится к области пайки, в частности к изготовлению режущего инструмента методом пайки.
Целью изобретения является повышение температуры распая паяного шва твердости, прочности и эластичности швао
Сущность способа заключается в том, что после нагрева собранных под пайку деталей с припоем в виде ленты с аморфной структурой до температуры пайки и выдержки при этой температуре, паяный узел охлаждают до затвердевания припоя, а затем проводят изотерх шческую вьщержку при температуре в гфеделах М „ + 100 - 600 с в течение .10-15 мин, где Мц - температура мартенситного превращения паяного материала, В процессе изотермической выдержки протекают диффузионные процессы между припоем и паяемыми деталями, в результате которых происходит перераспределение элементов в паяном шве и прилегающих зонах паяемых деталей с требуемым изменением свойств,
П р и м е р, В пазы державок из Ст. 30 помещали ленточный припой Ni-Si-Mn-Rc аморфной структурой и пластины из быстрорежущей стали РбМ5, Собранные под пайку детали помещали в индуктор высокочастотного генератора ВЧГ-60 и нагревали до температуры пайки , После пайки, отключив генератор, проводили охлаждние инструмента до 1000°С и переносили его в печи СНОЛ для диффузион-. ной выдержки при различных температурах и вьщержках. После окончания выдержки проводили нагрев паяных деталей в соляной ванне и закалку инструмента по следующим режимам: Т эак
, вьщержка 4 мин, охлаждение в масло, трехкратный часовой отпуск 550°С,
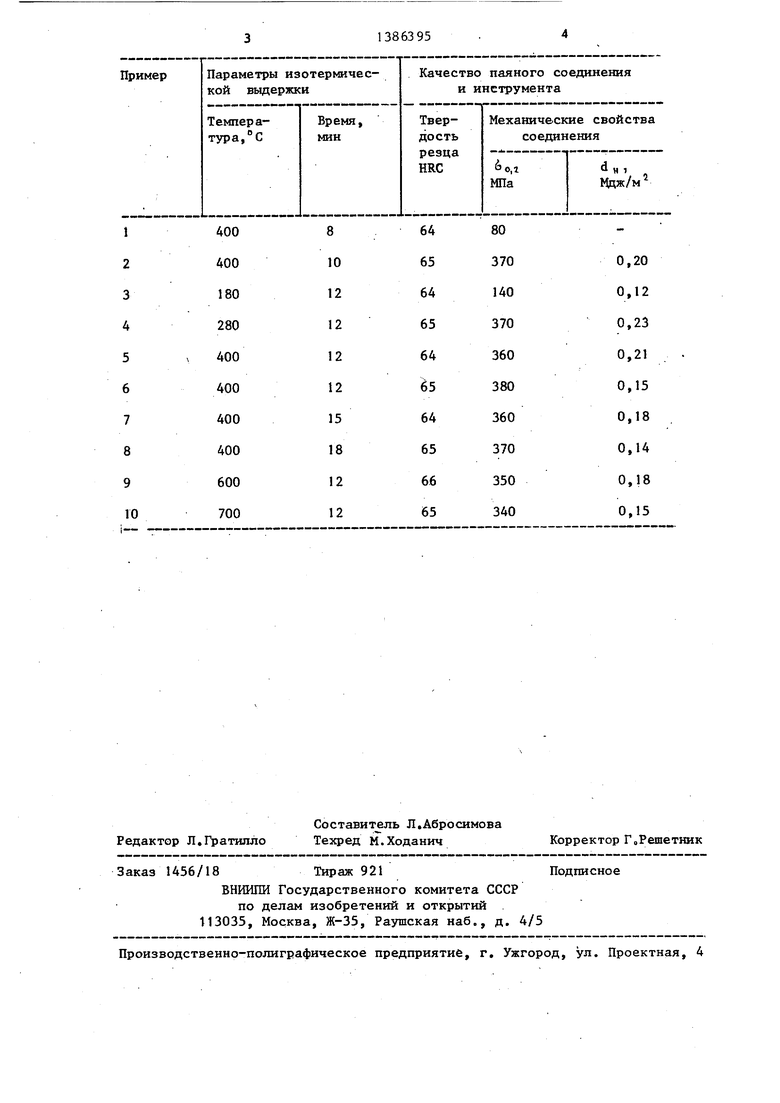
Результа11ы опытов представлены
в таблице о
Как видно из таблицы, при температуре изотермической выдержки 180°С (пример 3) низкая пластичность шва, низкая пластичность шва также при выдержках, выходящих за пред ёлы вьщержки 10-15 мин (примеры 1-8),
Использование предлагаемого способа позволяет упростить процесс пайки сборного инструмента и обеспечивает хорошее качество паяного соединения. При этом исключается необходимость проведения таких операций, как предварительное крепление паяемых деталей и отжиг инструмента перед закалкойо
Формула изобретения
Способ пайки деталей преимущественно быстрорежущего инструмента, включающий размещение припоя между паяемыми поверхностями в виде ленты с аморфной структурой, нагрев до температуры пайки, охлаждение до затвердения припоя и закалку, отличающийся тем, что, с целью по- повьшения температуры распая паяного шва, твердости, прочности и пластичности шва за счет проведения закалки при температуре выше температуры пайки, после пайки производят изотермическую выдержку при температуре
в пределах
(М, + 100) - 600 С
в течение 10-15 мин, где М ц - температура начала мартенситного превращения паяемого материала
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| СПОСОБ КОНТАКТНО-РЕАКТИВНОЙ ПАЙКИ СТАЛЕЙ | 1992 |
|
RU2042481C1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
| Способ пайки | 1982 |
|
SU1118494A1 |
| СПОСОБ ПАЙКИ ДВУХСЛОЙНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104838C1 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ДЕТАЛЕЙ, ВЫПОЛНЕННЫХ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ, ПЕРЕД ИХ СОЕДИНЕНИЕМ В ПАЯНО-СВАРНУЮ КОНСТРУКЦИЮ | 2011 |
|
RU2464142C1 |
| Способ термической обработки паяного инструмента | 1982 |
|
SU1052553A1 |
| Способ изготовления инструмента | 1982 |
|
SU1139759A1 |
Изобретение относится к области пайки, в частности к изготовлению режущего инструмента методом пайки. Цель - повьппение температуры распая паяного шва, твердости, прочности и пластичности шва После пайки инструмента с использованием аморфного припоя паяный узел охлаждают до затвердевания припоя. Проводят изотермическую вьщержку при температуре в пределах от до 600°С в течение 10-15 мин, где М„- температура мартенситного превращения паяного материала. Это позволяет повысить температуру распая. Способ позволяет упростить процесс пайки режущего инструмента и исключить предварительное крепление паяемых деталей и отжиг инструмента перед закалкой о 1 табл. с 
| Способ пайки деталей | 1984 |
|
SU1230767A1 |
