1
Изобретение относится к пайке деталей и может применяться в различных областях машиностроения, приборостроения и т.д.
Целью изобретения является улучшение качества паяного шва и его прочности при пайке деталей со сложным профилем соединяемых поверхностей.
Согласно предлагаемому способу в процессе нагрева изделия под пайку в момент достижения температуры пере хода сплава - припоя из аморфного состояния в кристаллическое ( температура кристаллизации аморфного сплава) в диапазоне температур от -100 с до Т +100°С снижают скорость нагрева под пайку с 30-50 до 0-20 С/мин с одновременным прикладыванием к соединяемом поверхностям давления величиной 1-10 МПа.
При этом в связи с резким повышением при указанных температурах пластичности аморфных сплавов п1)и приложении внешней нагрузки происходит вязкое течение нерас- плавившегося (припоя .аморфное состояние) с заполнением неровностей сложного профиля соединяемых пайкой поверхностей.
Уменьшение скорости нагрева в интервале Т аморфного припоя ±100 до 10-20 с/мин приводит к созданию однородного температурного поля в зоне пайки и процесс перехода аморфного состояния припоя в кристаллическое протекает одновременно с равномерным распределением припоя между соедит няемьми поверхностями. Температура перехода зависит от типа припоя и скорости нагрева.
Уменьшение скорости нагрева при температуре ниже Т р-100 С нецелесообразно, так как эта температура ниже температуры начала повышения пластичности аморфного припоя. Также нецелесообразно уменьшение скорости нагрева при температуре вьш1е , так как это приводит к увеличению продолжительности времени пайки без улучшения качества паяного соединения.
30767
Повьш1ение скорости нагрева вьш1е 20 с/мин снижает качество паяного шва, так как это приводит к получению неоднородной .температурной зоны
5 и ухудшению условий перехода припоя из аморфного состояния в кристаллическое. Нецелесооб разно снижение скорости ниже 10 С/мин, так как это вызывает неоправданное увеличение про10 должителькости пайки без существенного улучшения качества шва.
Дополнительное приложение давления в интервале припоя ±100 С вызывает пластическую деформацию при15 поя и сближение паяемых поверхностей, что позволяет получать шов без иепро- паев, раковин и других дефектов паяных соединений. Давление ниже 1 МПа недостаточно для пластического де20 формирования припоя, а приложение давления выше 10 МПа не приводит к дальнейшему улучшению качества паяного соединения.
Пример. Проводили пайку фор25 мообразукнцего инструмента с конусной поверхностью, состоящего из бандажа, изготовленного из ст.40Х и рабочей вставки с формообразуюифф каналом из СТ.ЗХ2В8Ф. Между бандажом и вставкой
3Q помещался аморфный припой в виде ленты.
Состав припоя,%, приведен ниже.
Хром6,0-8,0
Бор2,7-3,5
35 Кремний4,0-5,0
Железо2,5-3,5 Углерод 0,6
НикельОстальное
Температура кристаллизации 362 С; температура пайки 1050-1150 С.
Пайку проводили в высокочастот- ; ном генераторе ВЧГ-60 с приспособлением для приложения давления до IО МПа.
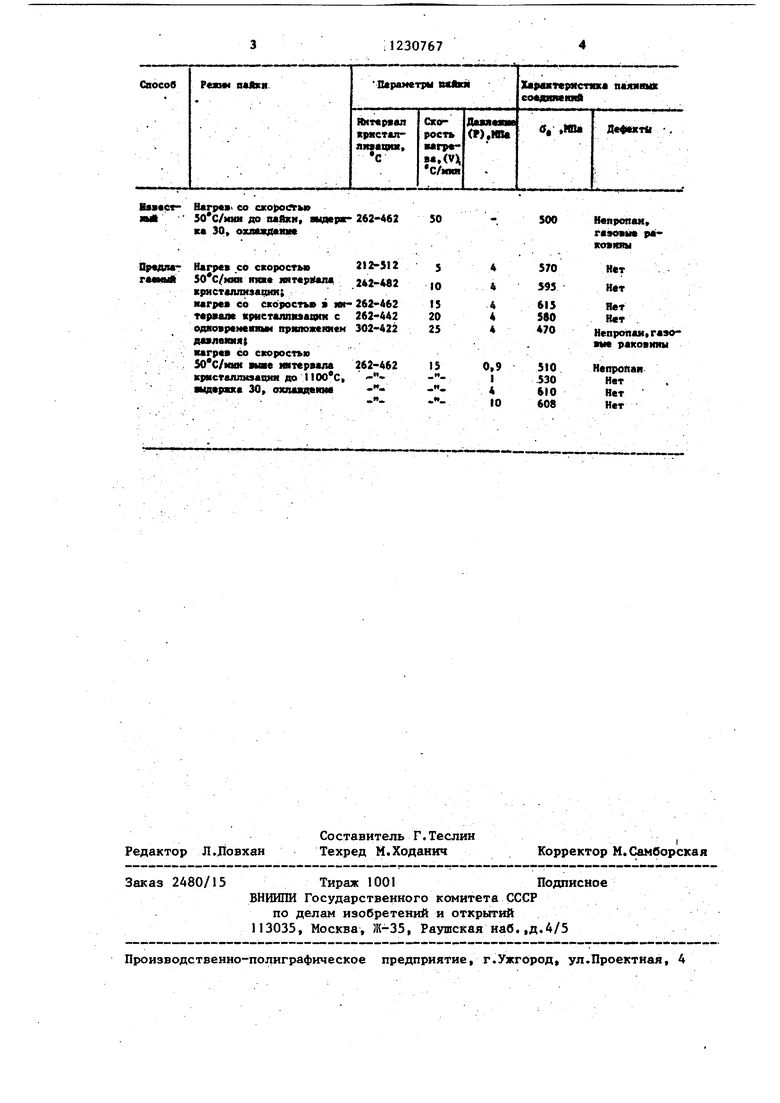
Скорость нагрева варьировалась от 5 до 50°С/мин, при этом в интервале кристаллизации прикладывалось давление .от 0,9 до 11 МПа. Из зоны паянного шва вьфезапи образцы для механи- 5® ческих испытаний и металлографических исследований. Pe3yjibTaTj i испытаний представлены в таблице.
BsBcerB«rp«i CO acopoatb
до пвйхн, 262-462
к« 30, охяидашм
p«flmНагрев со скорость
SO c/Ntm mat яят«р|(ал«
кристшишэация;
нагрс со скорость Miтсрвалс кристйллюафт с
ояноврсмеявми припожеяясм
даялаяищ
агра ёо скоростью
ЗО С/мш кше имтервала
кристаллизация до МОО С
цдархка 30, охпаядеимв
Редактор Л.Яовхан
Составитель Г.Теслин Техред М.Ходанич
Заказ 2480/15Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, ЗК-35, Раушская наб.,д.4/5
Пpoизвoдcтвeннo-пoJIИГpaфичecкoe предприятие, г.Ужгород, ул.Проектная, 4
Корректор М.Самборская
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки деталей | 1986 |
|
SU1386395A1 |
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
| СПОСОБ ПАЙКИ СОТОВЫХ ПАНЕЛЕЙ | 2003 |
|
RU2242341C1 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК | 2003 |
|
RU2252846C1 |
| Способ термической обработки паяных магнитопроводов | 1983 |
|
SU1135774A1 |
| БЫСТРОЗАКАЛЕННЫЙ ПРИПОЙ ИЗ СПЛАВА НА ОСНОВЕ ТИТАНА-ЦИРКОНИЯ | 2013 |
|
RU2517096C1 |
| ТВЕРДЫЕ ПРИПОИ НА ОСНОВЕ НИКЕЛЯ - ХРОМА | 1996 |
|
RU2167751C2 |
| Способ пайки | 1982 |
|
SU1118494A1 |
| Припой для пайки титана и его сплавов | 1988 |
|
SU1580722A1 |
| Способ пайки деталей с неравномерными широкими зазорами | 1981 |
|
SU988478A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США № 4250229, кл.428-606, 1981. | |||
