Изобретение относится к -сварке под флюсом конструкционнык материалов, в частности низколегированных стал.ей повьшенной прочности, и може быть использовано для повьппения работоспособности сварных соединений, работакяцих при циклических и ударных нагрузках при отрицательных температурах, .
Целью изобретения является повышение работоспособности сварных соединений при динамических нагрузках и отрицательных температурах путем формирования плавного перехода от
шва к основному металлу повьшением смачиваемости жидким металлом шва основного металла и упрощение технологии их изготовления путем повы- Етеьшя вязкости метапла зоны терми- ческого
Способ заключается в том, что под флюс при сварке последнего слоя подают газовую смесь, состоящую из аргона и кислорода в соотношении . - 95 ; 20-5%, со скорость истечения, определяемой из соотношения QC f Oj5 - 0,7 VCB , где Qc - скорость истечения газовой смеси, л/мин; V ев скорость сварки, м/ч, причем смесь газов подается на границу контакта жидкой ванны с основным металлом
Поток газовой смеси подают под углом 30 - 60° к оси горелки в плос- кости, перпендикулярной направлению движения горелкио
Воздействие газовой смеси осуществляется следующим образом.
Свободный кислород обладает спо- собностью заполнять свободные связи на поверхности жидкости и тем cat&m ослаблять связь поверхностных атомов и молекул жидкости. При этом силы поверхностного натяжения резко уменьшаются, увеличивается смачивающая .способность жидкого металла, улучшается формирование шва в местах перехода к основному металлу. Уменьшение сил поверхностного натяжения способствует проникновению аргона вглубь ваннь и интенсивному ее перемешиванию газовой струей Вследствие разницы парциальных давлений газов в металле и пузьфях аргона создают- ся условия для дегазации, и десульфу- рациио Содержание водорода сникает- ,ся в 2 - 3 раза, а серы - на 15 - 20%, Уменьшается доля неметаллических включений размером больше 2,3 - 2,6 мкм. При этом форма включений изменяется на глобулярную, что снижает степень концентрации напряжений возле неметаллических включений Кроме того, газовая смесь оказывает механическое воздействие на расплавленный металл, что способствует образованию плавных переходов шва к основному металлу. Степень концентрции напряжений при сварке снижается до 1,0 - 1,1, при этом поток газа оказывает и подстуживакяцее действие на металл ЗТВ, что способствует повьш1ению вязкости.
Указанные соотношения получены пля автоматической сварки под флюсом
АН-348-А в сочетании с проволокой Св-08 МК применительно для сварки стали повьш1енной прочности, в частности 09Г2С„
Отклонение содержания аргона в смеси в меньшую сторону, а кислорода соответственно в большую приводит к интенсивному выгоранию легирующих г элементов в металле шва и при этом нельзя обеспечить требуемые механические свойства металла шва стандартными сварочными проволоками.
При отклонении содержания аргона в смеси в большую сторону, а кислорода соответственно в меньшую не происходит снижение сил поверхностного натяжения и повьш1ения смачиваемости расплавленного металла и, как следствие, снижается очищающее действие аргона. Желаемый эффект не достигается.
При отклонении коэффициента и соответственно скорости истечения газовой смеси Q с в меньшую сторону желаемый эффект не достигается из- за недостаточного механического воздействия газовой смеси на расплавленный металл о
При отклонении коэффициента и, соответственно скорости истечения газовой смеси Qc в большую сторону наблюдаются выплески жидкого металла и нарушение, качественного формирования шва, что приводит к повьш1е- нию концентрации напряжений и, сЬот- ветственно к снижению работоспособности сварного соединенияо
При отклонеьши направления подачи газовой смеси на угол меныпе 30 : желаемый эффект не достигается из- за наплывов, некачественного формирования шва, по причине интенсивного вытеснения жидкого металла в местах перехода шва к основному металлу
Ирк отклонении направления подачи газовой смеси на угол больше 60° эффект не достигается из-за подрезов, некачественного формирования по причине вытеснения жидкого металла к центру
Таким образом, соотношения ArtO- 80-95 20-5%, скорость истечения газовой смеси Q 0,5 - 0,7VcB и угол подачи газовой смеси 30 - 60° являются оптимальными,
Пример, Проводилась сварка стыковых соединений стали 09Г2С размером 700-400 42 мм. Химический состав стали4 С 0,1, Si 0,6, Мп 1,6, S 0,03, Р 0,02, Механические свойст- 6:,:340 МПа, 6 540 МПа; ударная вязкость KCU.o-c Дж/см,
Сварочные материалы, обеспечивающие нормативные показатели вязкости и механические свойства ме- талла шва, - сварочная проволока Св - 0,8 MX в сочетании с флюсом АН - 348-А, Режим сварки, гарантирующий ударную вязкость металла шва ЗТВ по границе сплавления, на уровне
KClLsooc 30 Дж/см% 1 СВ 650 - 700А, .ия 36 - 40В, Усе 34 м/ч (погонная энергия составляет хб ккал/см). Сварка выполняется за два прохода (по одному с каждой стороны),
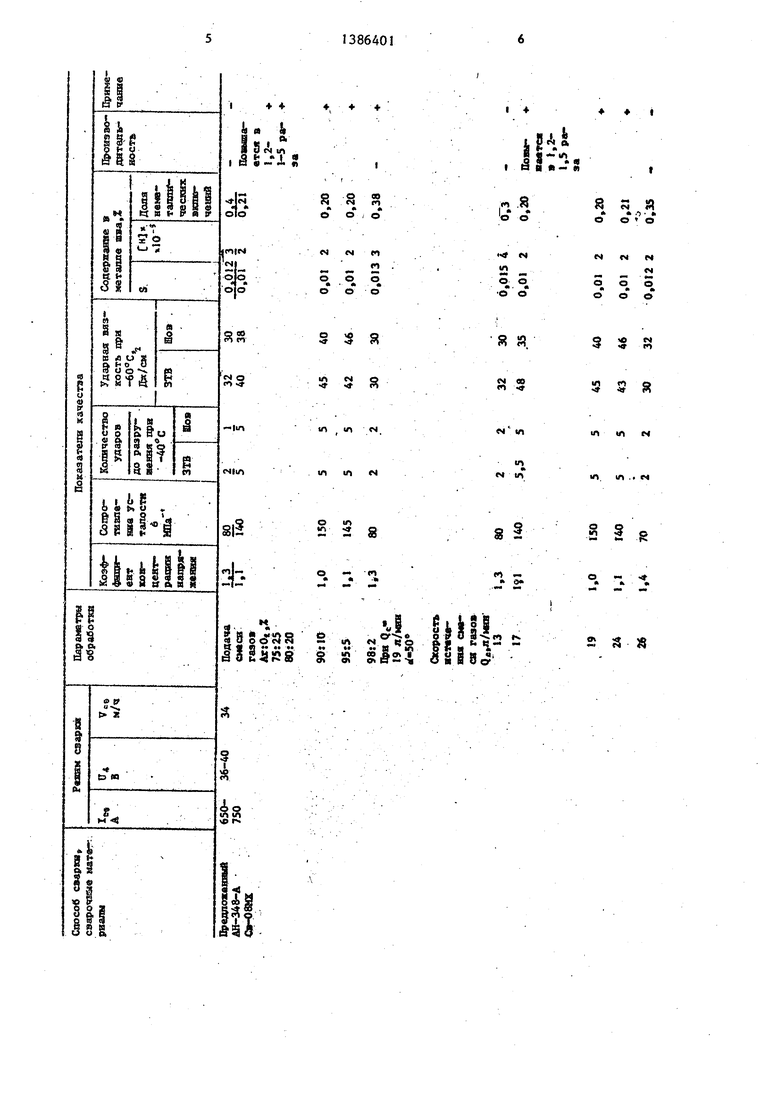
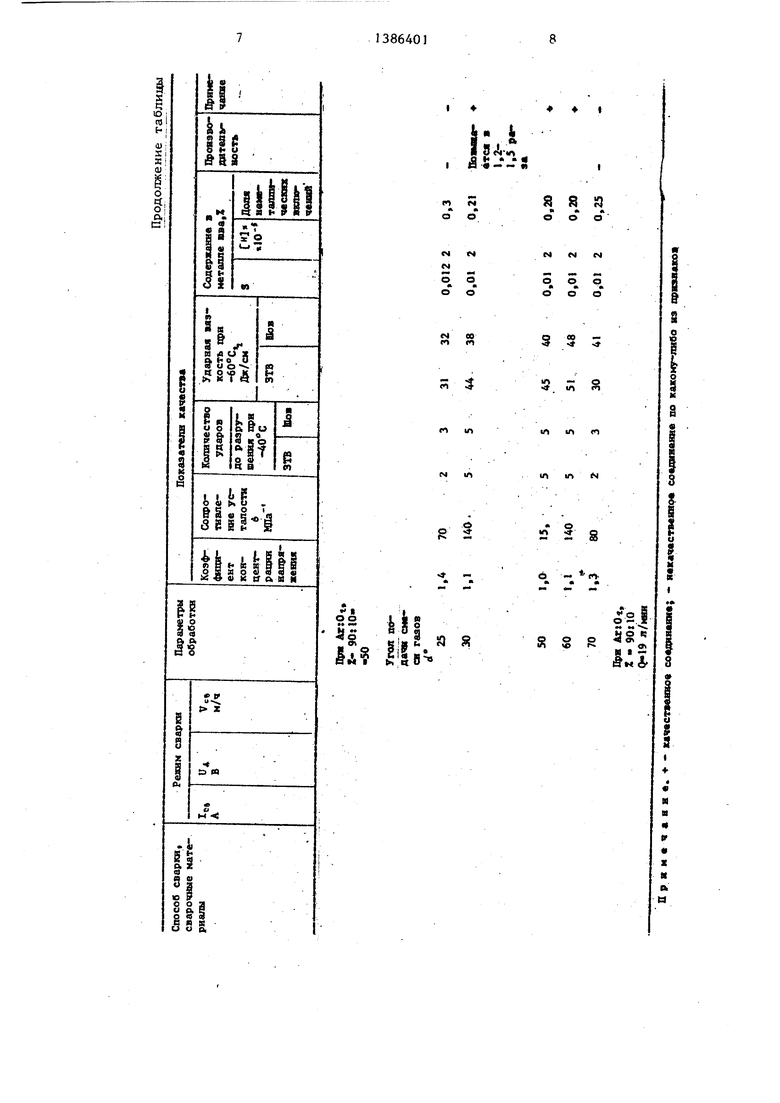
Сварку выполняли с подачей на границу контакта расплавленного металла сварочной ванны и основного металла газовой смеси, состоящей из аргона и кислорода в соотношении Аг : 0 %: 75:25, 80:20, 90:10, 95:5, 98:2, со скоростью истечения, определяемой по формуле Q 0,5 - 0,7 V се , где Vce 34 м/ч;,рс 13, 17, 19, 24 и 26 л/мин, из трубок диаметром 6 мм, расположенных под углом 25, 30, 50, 60, 70 к оси X,
Из сварных соединений вырезались образцы для испытаний на сопротивление усталости и ударных испытаний. Выполнялись металлографические исследования. Результаты испытаний сведены в таблицу.
Использование предлагаемого спосо ба сварки под флюсом сталей повьштен- ной прочности позволяет повысить работоспособность сварных соединений при динамических нагрузках и отрицательных температурах путем формирования плавного перехода от шва к основному металлу повьшением смачиваемости жидким металлом основного металла; упростить технологию изготовления сварных конструкций путем повьш1ения вязкости металла ЗТВ и сокращения производственного цикла в 1,2- 1,5 раза
k
Формула изобретения
Способ сварки под флюсом, преимущественно многопроходной, стыковых соединений сталей повьшгенной прочности, при котором во флюс подают смесь аргона с кислородом, отличающий ся тем, что, с целью повьш1ения работоспособности сварных соединений при динамических нагрузках и отрицательных температурах путем формирования плавного перехода от шва к ОСНОВНОМУ металлу, ния вязкости зоны термического влияния и упрощения технологии изготовления, смесь аргона и кислорода подают при сварке последнего слоя на границу контакта расплавленного металла сварочной ванны и основного металла под углом 30 - 60° к оси горелки в плоскости, перпендикуляр-л ной направлению движения горелки, со скоростью истечения Q mVcB, где
СВ
- скорость.сварки, те(О,5 0,7) при содержании кислорода в смеси 5 - 20%,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой многоэлектродной сварки под слоем флюса продольных стыков толстостенных труб большого диаметра | 2016 |
|
RU2632496C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ СВАРКИ, ИСПОЛЬЗУЮЩИЙ КОМБИНАЦИЮ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ МЕТАЛЛИЧЕСКИМ ЭЛЕКТРОДОМ И ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ, И МАШИНА КОМБИНИРОВАННОГО ДЕЙСТВИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2506148C2 |
| Способ электродуговой сварки | 1985 |
|
SU1294527A1 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| АГЛОМЕРИРОВАННЫЙ ФЛЮС МАРКИ 48АФ-55 | 2005 |
|
RU2295431C2 |
| МЕТАЛЛЫ СВАРНОГО ШВА С ВЫСОКОЙ ВЯЗКОСТЬЮ И ПРЕВОСХОДНЫМ СОПРОТИВЛЕНИЕМ ПЛАСТИЧЕСКОМУ РАЗРЫВУ | 2011 |
|
RU2584621C2 |
| Флюс для сварки углеродистых и низколегированных сталей | 1990 |
|
SU1759229A3 |
| Состав электродной проволоки | 1983 |
|
SU1131121A1 |
| Способ лазерной наплавки (сварки) металлов | 2023 |
|
RU2819484C1 |
| ВЫСОКОПРОЧНАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА, МЕТАЛЛ СВАРОЧНОГО ШВА КОТОРОЙ ОБЛАДАЕТ ВЫСОКИМ СОПРОТИВЛЕНИЕМ ХОЛОДНОМУ РАСТРЕСКИВАНИЮ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2434070C2 |
Изобретение относится к электродуговой сварке под флюсом конструк- ционных материалов, в частности низколегированных сталей повьшецной прочности, и может быть использовано для получения качественных сварных соединений, работамцих дри ци|слических и ударных нагрузках. Цель - повышение работоспособности сварных соединений при динамических нагрузках и отрицательной температуре путем формирования плавного перехода шва к основному металлу повышением смачиваемости жидким металлом сварочной ванны основного металла, а также упрощение технологии изготовления путем повышения вязкости металла зоны термин ческого влияния. Сварку выполняют под флюсомо. При сварке последнего слоя под- флюс на границу контакта расплавленного металла сварочной ванны и основного металла подают газовую смесь, состоящую из аргона и кислорода, при содержании кислорода 5 - 20%. Скорость истечения Q t 
| Патент США № 3527916, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
