Область техники, к которой относится изобретение
Настоящее изобретение относится к высокопрочной стальной трубе, используемой в трубопроводе для транспортировки природного газа и сырой нефти, и, конкретнее, к высокопрочной стальной трубе, металл сварного шва которой обладает высокой вязкостью и стойкостью к растрескиванию, представляющему проблему, особенно для высокопрочных стальных труб.
Уровень техники
В трубопроводе для транспортировки природного газа и сырой нефти из года в год используются все более прочные трубы для повышения производительности транспортировки за счет транспортировки при высоком давлении или для повышения производительности сварки на месте эксплуатации за счет снижения толщины трубы. В связи с этим существует спрос на трубопроводные трубы, имеющие предел прочности на растяжение выше 800 МПа.
Наряду с тем, что для сварки трубопроводных труб обычно используется роликовая дуговая сварка под флюсом, проведение роликовой сварки высокопрочной стальной трубы с пределом прочности выше 800 МПа может привести к холодному растрескиванию металла сварного шва. Известно, что сварка высокопрочной стали с прочностью НТ 80 или выше (предел прочности выше 80 кг/мм2 (780 МПа)) может привести к холодному растрескиванию. Как правило, холодное растрескивание стали предотвращают снижением содержания водорода в присадочных материалах и проведением термической обработки, приводящей к диффузии водорода (снижению локального содержания диффундирующего водорода), такой как предварительный нагрев, нагрев после сварки, или регулировкой температуры между проходами.
Например, в документе JP 3726721 описывается способ предотвращения растрескивания сварного шва, который включает ограничение периода времени при охлаждении от момента сварки до температуры 100°С и проведение нагрева после сварки. Однако проведение операций предварительного нагрева и нагрева после сварки при роликовой сварке трубопроводных труб значительно снижает производительность процесса при производстве указанных трубопроводных труб. В связи с этим для промышленности важно при производстве высокопрочных трубопроводных труб обеспечить предотвращение холодного растрескивания металла роликового шва без проведения операций предварительного нагрева или нагрева после сварки.
Например, в не прошедшей экспертизу патентной заявке JP 2002-115032 предлагается способ предотвращения холодного растрескивания, при котором в металле внутреннего сварного шва устанавливают остаточное содержание аустенита 1% или более. Однако в металле сварного шва с прочностью до 800 МПа или выше при содержании остаточного аустенита даже в количестве 1% или более не всегда может быть предотвращено растрескивание.
В документе JP 3582461 предлагается способ предотвращения холодного растрескивания металла сварного шва, при котором устанавливают точку Ms металла сварного шва, равную 375°С или ниже, вызывая, таким образом, релаксацию растягивающих напряжений (снижение остаточных растягивающих напряжений) при расширении металла за счет структурного превращения. Однако, так как в этом способе преимущественно стремятся снизить точку Ms металла сварного шва, содержание мартенситной структуры, восприимчивой к холодному растрескиванию, возрастает. В связи с этим снижение точки Ms не всегда эффективно и может привести к снижению низкотемпературной вязкости.
Чтобы повысить прочность металла сварного шва до 800 МПа или выше важно использовать мартенситную структуру. Например, как описано в документе JP 3519966, более высокая прочность металла достигается при микроструктуре, полученной в результате низкотемпературного превращения, такой как мартенсит и бейнит. В металле внутреннего сварного шва с такой мартенситной структурой восстанавливается вязкость, благодаря отпуску под воздействием тепла, подводимого к внешней поверхности при сварке. Относительно легко получить требуемую вязкость металла сварного шва, если надрез в образце для испытания на ударную вязкость по Шарпи, выполнен на участке наложения внутренних и внешних поверхностей. Однако не происходит отпуск металла внешнего сварного шва за счет тепла, подводимого на следующем этапе сварки, в результате чего металл содержит неотпущенную структуру (так называемую свежую мартенситную структуру). Как известно, «свежий» мартенсит имеет низкую вязкость и восприимчив к водородному охрупчиванию. Таким образом, становится проблемой достижение требуемой вязкости металла внешнего сварного шва без проведения нагрева.
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы создать высокопрочную стальную трубу с пределом прочности 800 МПа или выше, металл сварного шва которой имеет высокое сопротивление холодному растрескиванию и высокую низкотемпературную вязкость.
Авторы настоящего изобретения интенсивно исследовали предотвращение холодного растрескивания и улучшение низкотемпературной вязкости металла сварного шва, что является проблематичным, в особенности для высокопрочной стальной трубы с пределом прочности 800 МПа или выше. В результате авторам настоящего изобретения удалось изготовить высокопрочную стальную трубу, металл сварного шва которой имеет высокое сопротивление холодному растрескиванию и высокую низкотемпературную вязкость, без проведения термической обработки, такой как предварительный нагрев или нагрев после сварки сварного шва.
В настоящем изобретении предлагается высокопрочная сварная стальная труба, металл сварного шва которой имеет низкотемпературную вязкость и высокое сопротивление холодному растрескиванию, при этом сварную стальную трубу изготавливают с применением двусторонней однослойной электродуговой сварки под флюсом, выполненной по внутренней поверхности и по внешней поверхности основного металла, причем как основной металл сварной стальной трубы, так и металл сварного шва, имеют предел прочности при растяжении 800 МПа или выше, при этом металл сварного шва содержит, мас.%: С от 0,04 до 0,09; Si от 0,30 до 0,50; Mn от 1,4 до 2,0; Cu менее 0,5, Ni более 0,9, но менее 4,2; Мо от 0,4 до 1,6; Cr менее 0,3; V менее 0,2 и остальное Fe и неизбежные примеси, к тому же величины CS, рассчитанные, исходя из состава металла сварного шва, с использованием следующего уравнения (1), равны нулю или имеют большее значение как на внутренней поверхности, так и на внешней поверхности.

где
[Мо]: содержание Мо в металле сварного шва (в мас.%),
[Ni]: содержание Ni в металле сварного шва (в мас.%),
[Mn]: содержание Mn в металле сварного шва (в мас.%),
[С]: содержание С в металле сварного шва (в мас.%).
В настоящем изобретении также предлагается способ изготовления высокопрочной сварной стальной трубы, металл сварного шва которой имеет высокое сопротивление холодному растрескиванию, причем способ включает выполнение двусторонней однослойной электродуговой сварки под флюсом по внутренней поверхности и по внешней поверхности основного металла, имеющего предел прочности 800 МПа или выше, с использованием сварочной проволоки и плавленого флюса, при этом сварочная проволока, содержит, мас.%: С от 0,01 до 0,14; Si от 0,25 до 0,7; Mn от 0,7 до 2,3; Cu менее 1,0; Ni от 2,0 до 10,0; Мо от 0,8 до 3,8; Cr менее 0,7 и V менее 0,4, причем величины CS, рассчитанные исходя из состава металла сварного шва, с использованием уравнения (1), равны нулю или имеют большее значение как на внутренней поверхности, так и на внешней поверхности.
В способе изготовления высокопрочной сварной стальной трубы согласно настоящему изобретению основной металл предпочтительно содержит, мас.%: С от 0,03 до 0,12; Si от 0,01 до 0,5; Mn от 1,5 до 3,0; Al от 0,01 до 0,08; Nb от 0,01 до 0,08; Ti от 0,0005 до 0,024; N от 0,001 до 0,01; О 0,004 или менее; S 0,002 или менее; Са от 0,0005 до 0,01, по меньшей мере, один элемент, выбранный из группы, включающей Cu от 0,01 до 1,3; Ni от 0,1 до 3,0; Мо от 0,01 до 1,0; Cr от 0,01 до 1,0; V от 0,01 до 0,1 и остальное Fe и неизбежные примеси.
В сварной высокопрочной стальной трубе согласно настоящему изобретению основной металл предпочтительно содержит, мас.%: С от 0,03 до 0,12; Si от 0,01 до 0,5; Mn от 1,5 до 3,0; Al от 0,01 до 0,08; Nb от 0,01 до 0,08; Ti от 0,0005 до 0,024; N от 0,001 до 0,01; O 0,004 или менее; S 0,002 или менее; Са 0,0005 до 0,01, по меньшей мере, один элемент, выбранный из группы, включающей Cu от 0,01 до 1,3; Ni от 0,1 до 3,0; Мо от 0,01 до 1,0; Cr от 0,01 до 1,0; и V от 0,01 до 0,1 и остальное Fe и неизбежные примеси.
В настоящем изобретении предлагается высокопрочная стальная труба, которая имеет высокое сопротивление холодному растрескиванию и предел прочности при растяжении выше 800 МПа и металл сварного шва которой обладает высокой вязкостью, при этом предотвращается поперечное растрескивание металла роликового шва без проведения термической обработки, такой как предварительный нагрев или нагрев после сварки.
Краткое описание чертежей
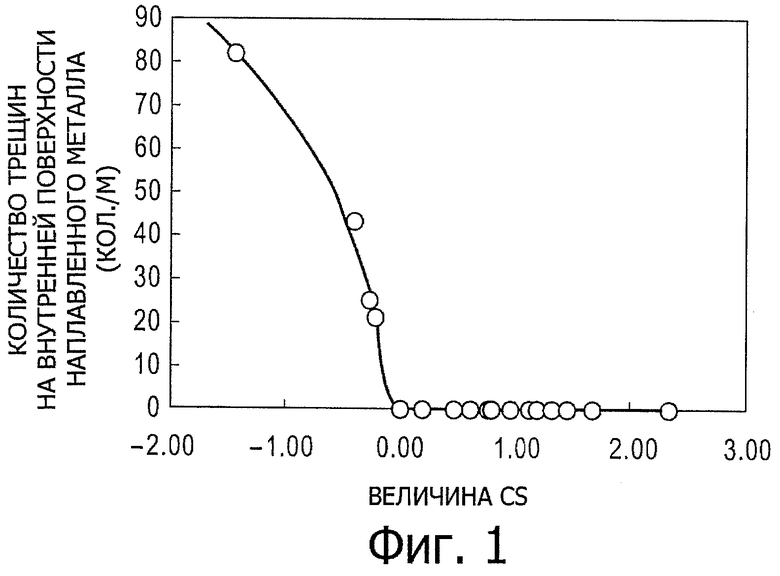
Фиг.1 - график, показывающий зависимость растрескивания металла сварного шва от значения величины CS.
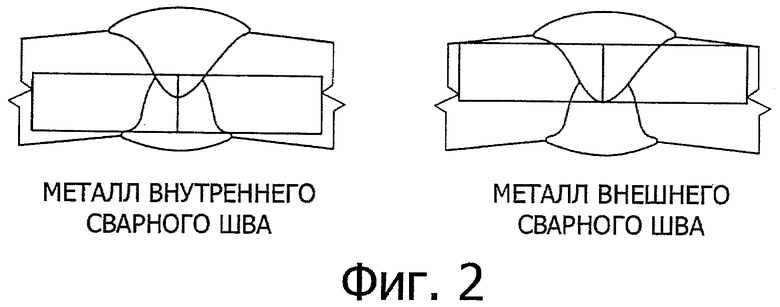
Фиг.2 - вид в сечении участка сварного шва, из которого вырезан образец для испытания на ударную вязкость по Шарпи.
Осуществление изобретения
Обычно для электродуговой сварки под флюсом высокопрочной стали используют агломерированный флюс. Это связано с тем, что при использовании сильноосновного флюса можно легко получить металл сварного шва с низким содержанием водорода и, таким образом, можно легко обеспечить высокую вязкость металла сварного шва. Однако агломерированный флюс имеет низкую прочность частиц и легко измельчается в порошок. В связи с этим затрудняется повторное использование и пневматическая транспортировка агломерированного флюса. Агломерированный флюс требует усложненного контроля влагосодержания из-за его высокой гигроскопичности, которая приводит к неполному проплавлению. В связи с этим при электродуговой сварке под флюсом UOE стальных труб и спиральных стальных труб агломерированный флюс, как правило, не используется.
Задача настоящего изобретения состоит в том, чтобы создать сварную стальную трубу с высокой низкотемпературной вязкостью, металл сварного шва которой не проявляет холодного растрескивания даже при использовании плавленого флюса, количество диффундирующего водорода в котором может быть значительно выше, чем в агломерированном флюсе, а также создать способ изготовления такой сварной стальной трубы. Количество диффундирующего водорода в плавленом флюсе, используемом согласно настоящему изобретению, максимально составляет 5 куб.см/100 г.
При изготовлении стальных труб UOE проводят U-прессование и О-прессование стального листа, затем выполняют сварку стыковых участков труб прихваточным швом по внешней поверхности, далее выполняют однослойную электродуговую сварку под флюсом по внутренней поверхности и однослойную электродуговую сварку под флюсом по внешней поверхности и впоследствии формируют трубы раскаткой. При изготовлении высокопрочных стальных труб поперечное растрескивание металла сварного шва представляет большую проблему. Растрескивание, главным образом, происходит в металле внутреннего сварного шва. Обычно трещина распространяется от металла внутреннего сварного шва, хотя трещина может появиться также в металле внешнего сварного шва. Тщательное исследование трещины показало, что зарождение трещины, главным образом, происходило в металле внутреннего сварного шва, подвергающегося тепловому воздействию, непосредственно под металлом внешнего сварного шва. В металле внешнего сварного шва иногда наблюдалась достаточно небольшая поперечная трещина, имеющая размер приблизительно 1 мм.
Анализ поверхности излома показал, что образование этих трещин было вызвано холодным растрескиванием (растрескиванием в результате водородного охрупчивания). В результате кропотливых и многократных исследований, направленных на предотвращение холодного растрескивания, авторы настоящего изобретения установили, что растрескивание связано непосредственно с типом кристаллизации металла сварного шва.
Для повышения прочности отвержденного металла сварного шва необходимо добавлять упрочняющие элементы, такие как С, Mn, Ni, Cr или Мо. Величина Pcm, мас.%, составляющая 0,25 или более, является критерием для достижения прочности металла 800 МПа или выше. Было установлено, что на некоторых сварных швах наблюдались значительные поперечные трещины, в то время как на других сварных швах трещины не наблюдались, хотя металл сварных швов, к которому было добавлено большое количество легирующего элемента, имел одинаковую прочность. Подробные исследования показали, что растрескивание металла происходило при более высоком содержании углерода относительно перитектической точки на фазовой диаграмме бинарной системы железо-углерод, при этом на первом этапе кристаллизации проходила кристаллизация ферритной фазы, при последующей кристаллизации имелись три фазы: жидкая фаза + ферритная фаза + аустенитная фаза, и на заключительном этапе кристаллизации имелись жидкая фаза и аустенитная фаза. С другой стороны, было установлено, что если не происходило какое-либо растрескивание, то на первом этапе кристаллизации проходила кристаллизация ферритной фазы, однако на заключительном этапе кристаллизации имелись три фазы: жидкая фаза + ферритная фаза + аустенитная фаза. Иначе говоря, холодное растрескивание происходило, если на заключительной стадии кристаллизации отсутствовала ферритная фаза. Известно, что в низкоуглеродистой стали и в стали с прочностью порядка 50 кг/мм2, при содержании С, мас.%, составляющем 0,12 или более, на заключительном этапе кристаллизации наблюдаются следующие фазы: жидкая фаза + аустенитная фаза. Поскольку обычно в металле сварного шва предусмотрено содержание С, мас.%, составляющее 0,10 или менее, на заключительном этапе кристаллизации редко наблюдаются жидкая фаза + аустенитная фаза. Однако в высокопрочных сталях с прочностью выше 800 МПа при повышенном содержании для упрочнения стали элементов, формирующих аустенит, таких как С, Mn и Ni, на заключительной стадии кристаллизации наблюдаются жидкая фаза + аустенитная фаза даже при низком содержании С. В этом случае в металле сварного шва наблюдается поперечная трещина.
Можно регулировать кристаллизацию металла сварного шва, уравновешивая содержание элементов, формирующих аустенит, и элементов, формирующих феррит. Конкретнее, ферритная фаза может устойчиво кристаллизоваться на заключительном этапе кристаллизации, когда химический состав металла сварного шва задан так, чтобы указанная ниже величина CS была равна нулю или имела более высокое значение.

где
[Мо]: содержание Мо в металле сварного шва (в мас.%),
[Ni]: содержание Ni в металле сварного шва (в мас.%),
[Mn]: содержание Mn в металле сварного шва (в мас.%),
[С]: содержание С в металле сварного шва (в мас.%).
В высокопрочном металле сварного шва, имеющем химический состав согласно указанному диапазону, может быть предотвращено поперечное растрескивание. На фиг.1 показана зависимость между величиной CS и количеством трещин на внутренней поверхности металла сварного шва. Наряду с тем, что на фиг.1 показано количество трещин на внутренней поверхности (т.е. поверхностные трещины в металле внутреннего сварного шва), подобная тенденция наблюдается в металле внешнего сварного шва. На фиг.1 видно, что трещины в металле сварного шва не образуются при величине CS, равной нулю или имеющей большее значение.
Величина CS обозначает перитектическую точку на расчетной равновесной фазовой диаграмме псевдобинарной системы Fe-C и, конкретнее, точку, несколько смещенную в положительную сторону, т.е. в сторону кристаллизации феррита от перитектической точки, полученной на основании расчета. С учетом типа кристаллизации металла сварного шва, которая является неравновесной реакцией, и принимая во внимание изменения перитектической точки благодаря колебаниям концентрации, растрескивание можно полностью предотвратить при составе металла, соответствующем этой точке.
Полагают, что растрескивание предотвращается по указанной ниже причине. Примеси, такие как Р и S, могут растворяться в ферритной фазе, но меньше растворимы в аустенитной фазе. Если заключительный этап кристаллизации не включает какой-либо ферритной фазы, примеси, такие как Р и S, концентрируются в жидкой фазе и выделяются на границах зерна аустенита, т.е. на последнем отверждаемом участке. Поверхность излома в результате поперечной трещины свидетельствует о том, что растрескивание преимущественно происходит по границе зерна, благодаря сегрегации примесей, которые, как полагают, снижают прочность границы зерна, вызывая тем самым поперечное растрескивание. С другой стороны, если заключительный этап кристаллизации включает ферритную фазу, примеси растворяются в ферритной фазе и на последнем отверждаемом участке концентрируются меньше. Кроме того, твердая фаза при кристаллизации состоит, главным образом, из ферритной фазы, и при последующем охлаждении в результате диффузионных процессов происходит превращение ферритной фазы в аустенитную фазу. Эти процессы сопровождаются миграцией границы зерна и приводят к рассогласованию между последним отверждаемым участком, содержащим большое количество примесей, и границей зерна аустенита. Вероятно, по этой причине предотвращается поперечное растрескивание металла сварного шва. При отрицательном значении величины CS также снижается вязкость металла сварного шва. Полученный результат согласуется с теорией сегрегации примесей на границе зерна, описанной выше.
В уравнение, определяющее величину CS, содержание Мо, который является элементом, формирующим феррит при высокой температуре 1500°С или выше, вводится со знаком плюс, а содержание С, Ni, и Mn, которые являются элементами, формирующими аустенит, вводится со знаком минус.
При регулировке кристаллизации металла сварного шва нержавеющей стали содержание Cr, мас.%, не превышает приблизительно 1 или 2, при этом он является представительным элементом, формирующим феррит, и может интерпретироваться как эквивалент Cr, который не изменяет значительно перитектическую точку, являющуюся узловой точкой кристаллизации. Следовательно, в уравнение, определяющее величину CS, нет никакой необходимости включать Cr. Однако Cr может формировать карбид на границах зерна и снижать сопротивление холодному растрескиванию. В отличие от Мо Cr действует как элемент, формирующий аустенит при температуре 1000°С или ниже, и при температуре приблизительно 500°С, при которой происходит бейнитное превращение, Cr действует как элемент, сильно влияющий на формирование аустенита. Поэтому добавка Cr, мас.%, в количестве 0,3 или более предотвращает бейнитное превращение в металле сварного шва и увеличивает количество мартенсита в структуре, способствуя тем самым уменьшению вязкости, в особенности, металла внешнего сварного шва. Однако при небольшом содержании Cr эффективно упрочняется металл сварного шва. В связи с этим содержание Cr, мас.%, должно составлять менее 0,3.
Содержание С, мас.%, в металле сварного шва должно составлять от 0,04 до 0,09. При содержании С, мас.%, составляющем менее 0,04, металл сварного шва обладает недостаточной прочностью и происходит горячее растрескивание. При содержании С, мас.%, составляющем более 0,09, в металле сварного шва содержится много карбидов, в результате чего снижается вязкость. Также снижается вязкость мартенсита в структуре металла. Содержание С, мас.%, предпочтительно находится в диапазоне от 0,05 до 0,07.
Si ускоряет сегрегацию Р и S и, таким образом, не только увеличивает количество случаев растрескивания, но также и тормозит диффузию С. Несмотря на то что Si является элементом, формирующим феррит, он стабилизирует аустенит, ускоряет формирование мартенсита и способствует снижению вязкости металла сварного шва. Таким образом, содержание Si, мас.%, должно составлять 0,50 или менее. Однако чрезмерно низкое содержание Si приводит к повышению содержания кислорода в металле сварного шва, снижая тем самым вязкость металла. В связи с этим содержание Si, мас.%, должно составлять 0,30 или более.
Содержание Mn, мас.%, должно быть установлено в интервале от 1,4 до 2,0. Mn не только ускоряет кристаллизацию металла, сегрегацию Р и появление трещин, но также увеличивает энергию дефектов упаковки кристаллической структуры и обладает существенным эффектом стабилизации аустенита при температуре 800°С или выше. В связи с этим Mn предотвращает бейнитное превращение и ускоряет образование мартенсита. При большом содержании Mn снижается вязкость металла сварного шва. Таким образом, содержание Mn, мас.%, должно составлять 2,0 или менее. Содержание Mn, мас.%, ниже 1,4 приводит к более высокому содержанию кислорода в металле сварного шва и к снижению вязкости. Таким образом, содержание Mn, мас.%, должно составлять 1,4 или более. Содержание Mn, мас.%, предпочтительно находится в диапазоне от 1,5 до 1,8%.
Содержание Cu, мас.%, должно составлять менее 0,5. Cu увеличивает температурный диапазон между линией ликвидуса и линией солидуса и повышает чувствительность металла к холодному растрескиванию и также увеличивает количество случаев горячего растрескивания. Таким образом, содержание Cu, мас.%, должно составлять менее 0,5.
Ni является важным элементом для улучшения низкотемпературной вязкости высокопрочной стали. В отличие от Mn Ni снижает энергию дефектов упаковки кристаллической структуры и в редких случаях механически стабилизирует аустенит, обеспечивая тем самым пластичность металла. Таким образом, для улучшения вязкости металла содержание Ni, мас.%, должно быть выше 0,9. Предпочтительно содержание Ni, мас.%, составляет 2,0 или более. Поскольку Ni химически стабилизирует аустенит, добавка большого количества Ni препятствует кристаллизации ферритной фазы на заключительном этапе кристаллизации, таким образом, вызывая холодное растрескивание. Ni, при соблюдении баланса с Мо, С, и Mn, должен добавляться таким образом, чтобы величина CS не была отрицательной. Максимальное содержание Ni, мас.%, составляет приблизительно 4,2.
Мо, формирующий феррит, является очень важным элементом для регулировки кристаллизации металла сварного шва. Мо также играет важную роль в дестабилизации аустенита, что позволяет сформировать бейнит в микроструктуре металла сварного шва и улучшить вязкость. Таким образом, добавка Мо, мас.%, должна составлять 0,4 или более. Однако при содержании Мо, мас.%, более 1,6 уменьшается вязкость, в особенности, металла внешнего сварного шва. Таким образом, содержание Мо, мас.%, должно составлять от 0,4 до 1,6.
Хотя V вносит свой вклад в повышение прочности металла сварного шва, добавка V, мас.%, в количестве 0,2 или более приводит к снижению вязкости, в особенности, металла внешнего сварного шва. Таким образом, содержание V, мас.%, должно составлять менее 0,2.
Наряду с тем что желательно, по возможности, минимальное содержание примесей, таких как Р и S, при этом необходимо достижение компромисса между снижением содержания примесей и повышением стоимости. Преимуществом настоящего изобретения является то, что может быть достигнуто содержание, мас.%, Р 0,016 или менее и S 0,006 или менее.
Металл сварного шва может содержать дополнительные элементы, такие как Al, Ti, Nb и В, для рафинирования при сварке. Содержание кислорода, мас.%, в металле сварного шва предпочтительно составляет от 0,01 до 0.04. Содержание азота должно быть минимальным, и его содержание, мас.%, предпочтительно составляет 0,010 или менее.
Содержание компонентов сварной проволоки ограничено по следующим причинам.
Содержание С, мас.%, устанавливают в диапазоне от 0,01 до 0,14, чтобы с учетом растворения основным металлом и поступающим С из атмосферы в металле сварного шва содержалось требуемое количество С.
Содержание Si, мас.%, устанавливают в диапазоне от 0,25 до 0,7, чтобы с учетом растворения основным металлом и с учетом восстановления SiO2 во флюсе в металле сварного шва содержалось требуемое количество Si.
Содержание Mn, мас.%, устанавливают в диапазоне от 0,7 до 2,3, чтобы с учетом растворения основным металлом и расхода при раскислении в металле сварного шва содержалось требуемое количество Mn.
Содержание Cu, мас.%, устанавливают менее 1,0, чтобы в металле сварного шва содержалось требуемое количество Cu.
Содержание Ni, мас.%, устанавливают в диапазоне от 2,0 до 10,0, чтобы в металле сварного шва содержалось требуемое количество Ni.
Содержание Мо, мас.%, устанавливают в диапазоне от 0,8 до 3,8, чтобы в металле сварного шва содержалось требуемое количество Мо.
Содержание Cr, мас.%, устанавливают менее 0,7, чтобы в металле сварного шва содержалось требуемое количество Cr.
Содержание V, мас.%, устанавливают менее 0,4, чтобы в металле сварного шва содержалось требуемое количество V.
Кроме того, для достижения преимуществ настоящего изобретения желательно, по возможности, чтобы минимальное содержание Р и S в сварочной проволоке составляло мас.%: Р 0,016 или менее и S 0,006 или менее.
В сварочной проволоке могут содержаться дополнительные элементы, которые могут войти в состав металла сварного шва. Обычно сварка выполняется полиэлектродами. В связи с этим отсутствует необходимость, чтобы в каждой сварочной проволоке компоненты находились в диапазонах, описанных выше, и достаточно того, чтобы средний состав компонентов электродной проволоки и количество расплавленной проволоки находились в соответствии с диапазонами, описанными выше. Средний состав проволоки определяется с учетом того, что количество расплавленной проволоки пропорционально сварочному току каждого электрода.
Содержание компонентов основного металла ограничено по следующим причинам.
При низкотемпературном превращении в пересыщенном твердом растворе С вносит свой вклад в упрочнение металла. Для достижения этого эффекта содержание С, мас.%, должно составлять 0,03 или более. Однако при содержании С, мас.%, более 0,12 существенно возрастает твердость кольцевого сварного шва трубы, т.е. металла роликового сварного шва, в результате нагрева при кольцевой сварке, что приводит к увеличению количества случаев холодного растрескивания при сварке. Таким образом, содержание С, мас.%, устанавливают в диапазоне от 0,03 до 0,12.
Si действует как раскисляющий элемент и повышает прочность стали при упрочнении твердого раствора. При содержании Si, мас.%, менее 0,01 этот эффект не проявляется, а при содержании Si, мас.%, более 0,5 существенно снижается вязкость. Таким образом, содержание Si, мас.%, устанавливают в диапазоне от 0,01 до 0,5.
Mn действует как элемент, улучшающий прокаливаемость. Указанный эффект достигается при содержании Mn, мас.%, 1,5 или более. В процессе непрерывного литья, так как в центральной зоне сегрегации значительно возрастает концентрация Mn, может произойти замедленное разрушение металла в зоне сегрегации при содержании Mn, мас.%, более 3,0. Таким образом, содержание Mn, мас., устанавливают в диапазоне от 1,5 до 3,0.
Al действует как раскисляющий элемент. Наряду с тем что при содержании Al, мас.%, 0,01 или более проявляется достаточный эффект раскисления, при содержании Al, мас.%, более 0,08 может ухудшиться чистота стали и, таким образом, снизиться вязкость. Исходя из этого, содержание Al, мас.%, устанавливают в диапазоне от 0,01 до 0,08.
Nb может расширить температурную область, в которой не происходит рекристаллизация аустенита при горячей прокатке стали. В частности, содержание Nb, мас.%, должно составлять 0,01 или более, чтобы при температуре 950°С или ниже не происходила рекристаллизация. Однако при содержании Nb, мас.%, более 0,08 значительно ухудшается вязкость ЗТВ и металла сварного шва. Таким образом, содержание Nb, мас.%, устанавливают в диапазоне от 0,01 до 0,08.
Ti способен формировать нитрид, благодаря чему эффективен для уменьшения количества N, растворенного в стали. Поскольку выпавшая фаза TiN обладает эффектом закрепления границ зерен, введение Ti может предотвратить огрубление зерен аустенита, что способствует улучшению вязкости основного металла и ЗТВ. Хотя для достижения желаемого эффекта закрепления границ зерен требуется содержание Ti, мас.%, составляющее 0,0005 или более, при содержании Ti, мас.%, более 0,024 может формироваться карбид, и благодаря карбиду происходит дисперсионное твердение, существенно снижающее вязкость металла. Таким образом, содержание Ti, мас.%, устанавливают в диапазоне от 0,0005 до 0,024.
N обычно присутствует в стали в качестве неизбежной примеси. Как упоминалось выше, N с Ti могут формировать соединение TiN, предотвращающее огрубление зерен аустенита. Для достижения требуемого эффекта закрепления границ зерен аустенита содержание N, мас.%, должно составлять 0,001 или более. Однако при содержании N, мас.%, более 0,01, существенными являются нежелательные эффекты растворенного N, когда в сварном шве происходит распад соединения TiN, особенно в ЗТВ вблизи линии проплавления при нагреве до 1450°С или выше. Таким образом, содержание N, мас.%, устанавливают в диапазоне от 0,001 до 0,01.
Cu, Ni, Cr, Мо и V действуют как элементы, улучшающие прокаливаемость. С целью повышения прочности может быть добавлен один, два или более из указанных элементов в количествах, которые будет приведены ниже.
При содержании Cu, мас.%, составляющем 0,01 или более, улучшается прокаливаемость стали. Однако при содержании Cu, мас.%, составляющем более 1,3, повышается содержание Cu в металле сварного шва, что вызывает горячее растрескивание металла сварного шва. Таким образом, содержание Cu, мас.%, устанавливают в диапазоне от 0,01 до 1,3.
При содержании Ni, мас.%, составляющем 0,1 или более, улучшается прокаливаемость стали. В частности, добавка Ni в большом количестве не снижает вязкость, а напротив, эффективно ее повышает, однако указанный эффект стабилизируется при содержании Ni, мас.%, более 3, и, кроме того, следует учитывать, что Ni является дорогим элементом. В связи с этим содержание Ni, мас.%, устанавливают в диапазоне от 0,1 до 3.
При содержании Cr, мас.%, составляющем 0,01 или более, улучшается прокаливаемость стали, но при содержании Cr, мас.%, более 1,0 снижается вязкость. Таким образом, содержание Cr, мас.%, устанавливают в диапазоне от 0,01 до 1,0.
При содержании Мо, мас.%, составляющем 0,01 или более, улучшается прокаливаемость стали, но при содержании Мо, мас.%, более 1,0% снижается вязкость. Таким образом, содержание Мо, мас.%, устанавливают в диапазоне от 0,01 до 1,0.
V способен формировать карбонитрид и, таким образом, вносит свой вклад в дисперсионное твердение, в частности в предотвращение разупрочнения ЗТВ. Указанный эффект наблюдается при содержании V, мас.%, составляющем 0,01 или более, но при содержании V, мас.%, более 0,1 происходит значительное дисперсионное твердение и снижение вязкости. Таким образом, содержание V, мас.%, устанавливают в диапазоне от 0,01 до 0,1.
В сталелитейном процессе в связи с тем, что реакция раскисления является преобладающей при содержании Са, мас.%, менее 0,0005, соединение CaS формируется с трудом и поэтому вязкость стали не улучшается. При содержании Са, мас.%, более 0,01, имеется тенденция к формированию грубого соединения СаО, таким образом, снижается вязкость основного металла, в результате чего происходит блокировка носика сталеразливочного ковша и снижается производительность. Таким образом, содержание Са, мас.%, устанавливают в диапазоне от 0,0005 до 0,01.
Согласно настоящему изобретению О и S являются неизбежными примесями и необходимо точно устанавливать их максимальное содержание. Содержание О, мас.%, устанавливают 0,004 или менее, с целью предотвращения формирования грубых включений, оказывающих неблагоприятное влияние на вязкость.
Добавляемый Са снижает формирование соединения MnS. Однако при высоком содержании S, даже регулируя морфологию с использованием Са, невозможно снизить формирование соединения MnS. Таким образом, содержание S, мас.%, устанавливают 0,002 или менее.
После формирования трубы из стального листа, содержащего описанные выше компоненты, стыковые участки трубы сваривают прихваточным швом. Затем выполняют сварку по внутренней поверхности и последующую сварку по внешней поверхности с использованием присадочных материалов, описанных в настоящем изобретении. Затем при степени раскатки 2% или менее выполняют раскатку трубы, чтобы получить высокопрочную стальную трубу с высоким сопротивлением холодному растрескиванию и с высокой вязкостью сварного шва.
ПРИМЕРЫ
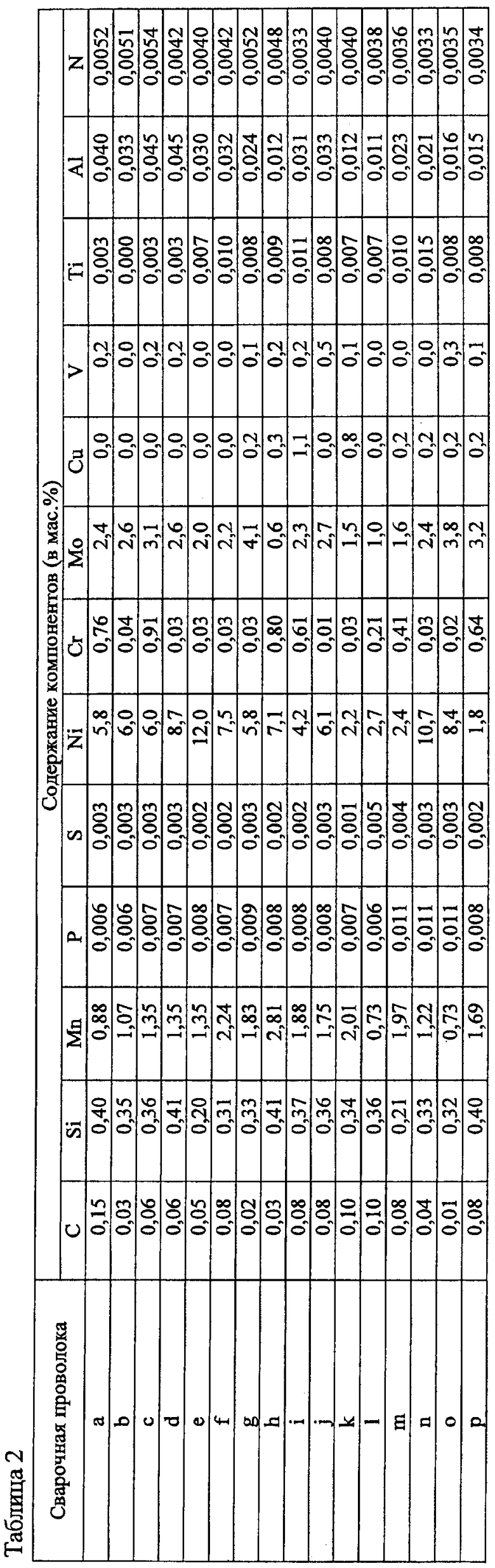
Из стального листа, имеющего химический состав и свойства, приведенные в таблице 1, сформировали трубу при использовании U-пресса и О-пресса и выполнили электродуговую сварку в защитном газе прихваточным швом стыковых участков трубы. Затем выполнили двустороннюю однослойную электродуговую сварку под флюсом по внутренней и по внешней поверхности трубы. В таблице 2 представлено содержание компонентов сварочной проволоки, используемой для электродуговой сварки под флюсом. Стальные листы В и Е с высоким содержанием S показали недостаточную величину ударной вязкости при испытании по Шарпи, которая составляла менее 200 Дж.

При различных сочетаниях толстых стальных листов и сварочной проволоки выполняли двустороннюю однослойную сварку по внутренней поверхности и по внешней поверхности листов с использованием четырех электродов. В таблицах 3 и 4 представлены режимы сварки. Для электродуговой сварки под флюсом использовали высокоосновной расплавленный флюс CaO-CaF2-SiO2. В этом флюсе, согласно Стандарту JIS Z 3118, количество диффундирующего водорода составляло 4,6 куб.см/100 г.
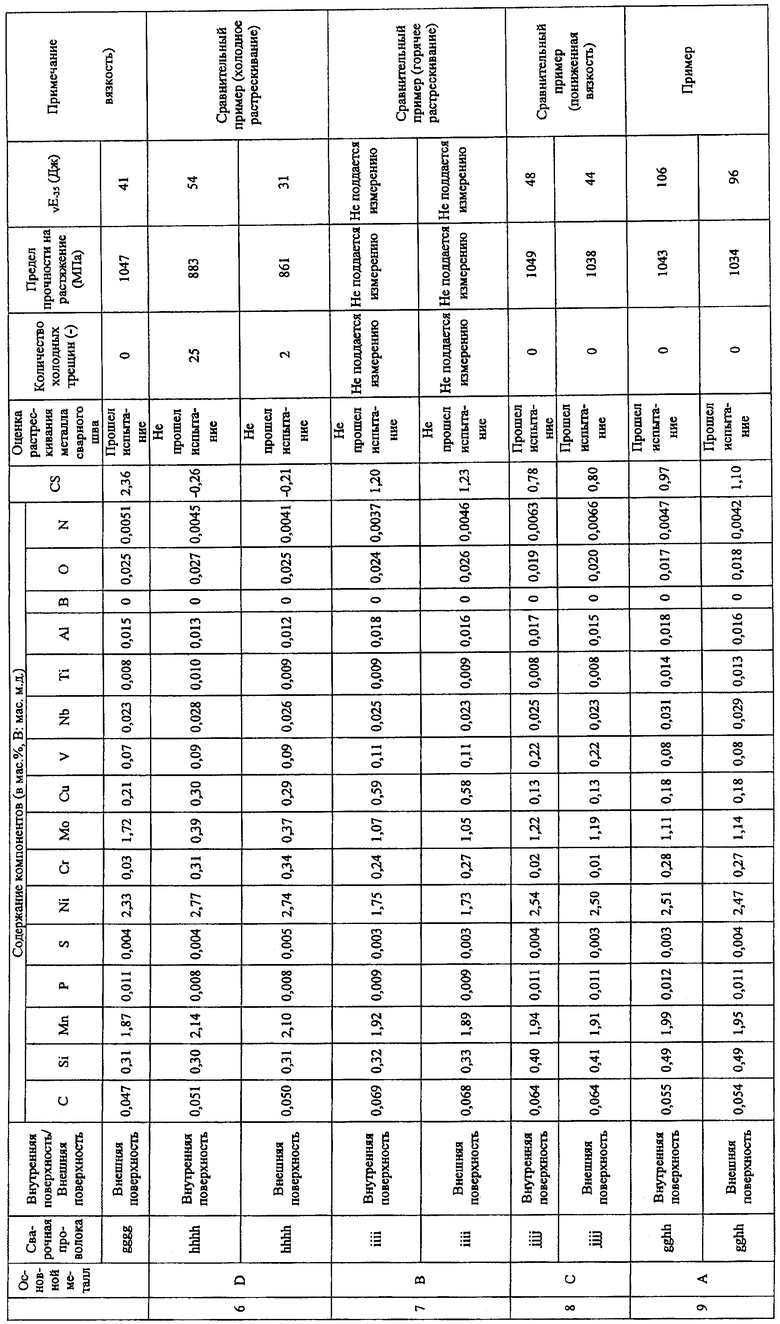
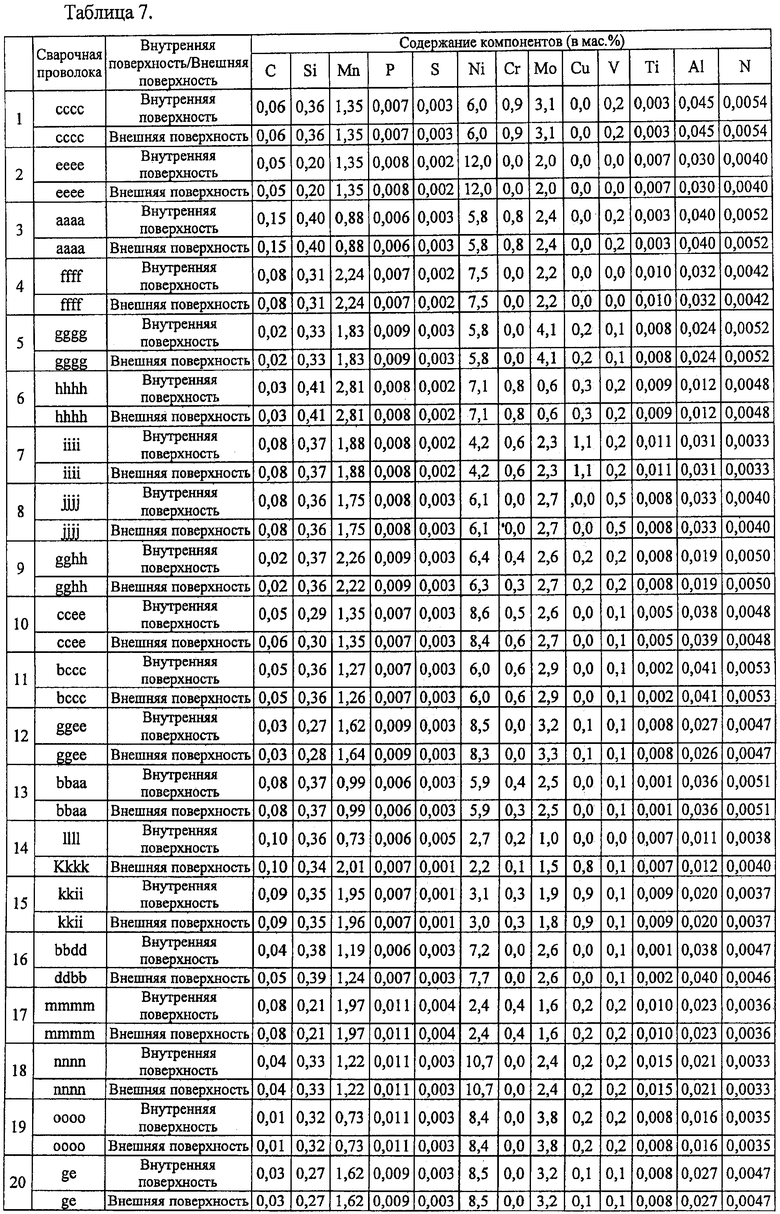
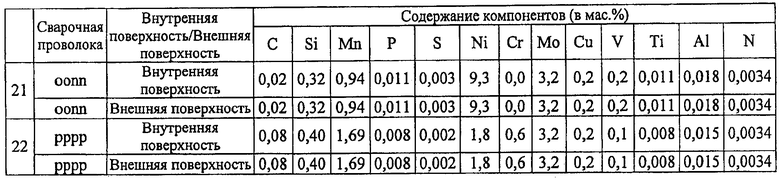
В таблицах 5 и 6 представлен химический состав и свойства металла сварного шва, содержащего основные компоненты сплава и присадочные материалы, выполненного электродуговой сваркой под флюсом с использованием четырех электродов. В таблице 7 представлен усредненный состав компонентов сварочной проволоки, присутствующих в сварном шве. Усредненный состав компонентов сварочной проволоки, присутствующих в сварном шве, был вычислен расчетным путем при умножении количества компонентов электродной проволоки на соответствующие величины электрического тока и при делении суммированных результатов на суммарный ток электродов. В образце №20 электродуговая сварка под флюсом была выполнена при использовании двух электродов. Были установлены режимы сварки по внутренней поверхностности для первого электрода: 920 А - 36 В, для второго электрода: 690 А - 44 В, и скорость сварки составляла: 1,1 м/мин. Были установлены режимы сварки по внешней поверхности для первого электрода: 1000 А - 36 В, для второго электрода: 750 А - 45 В, и скорость сварки составляла: 1,0 м/мин.
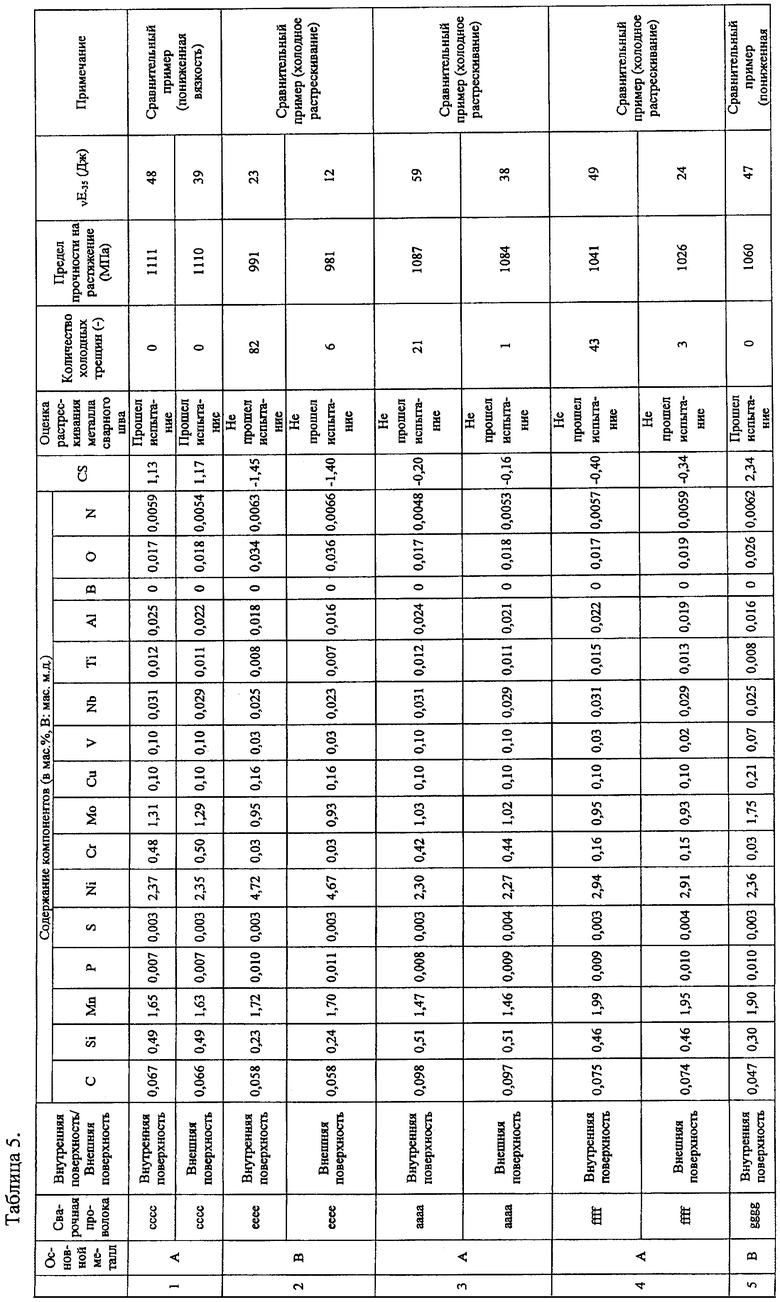
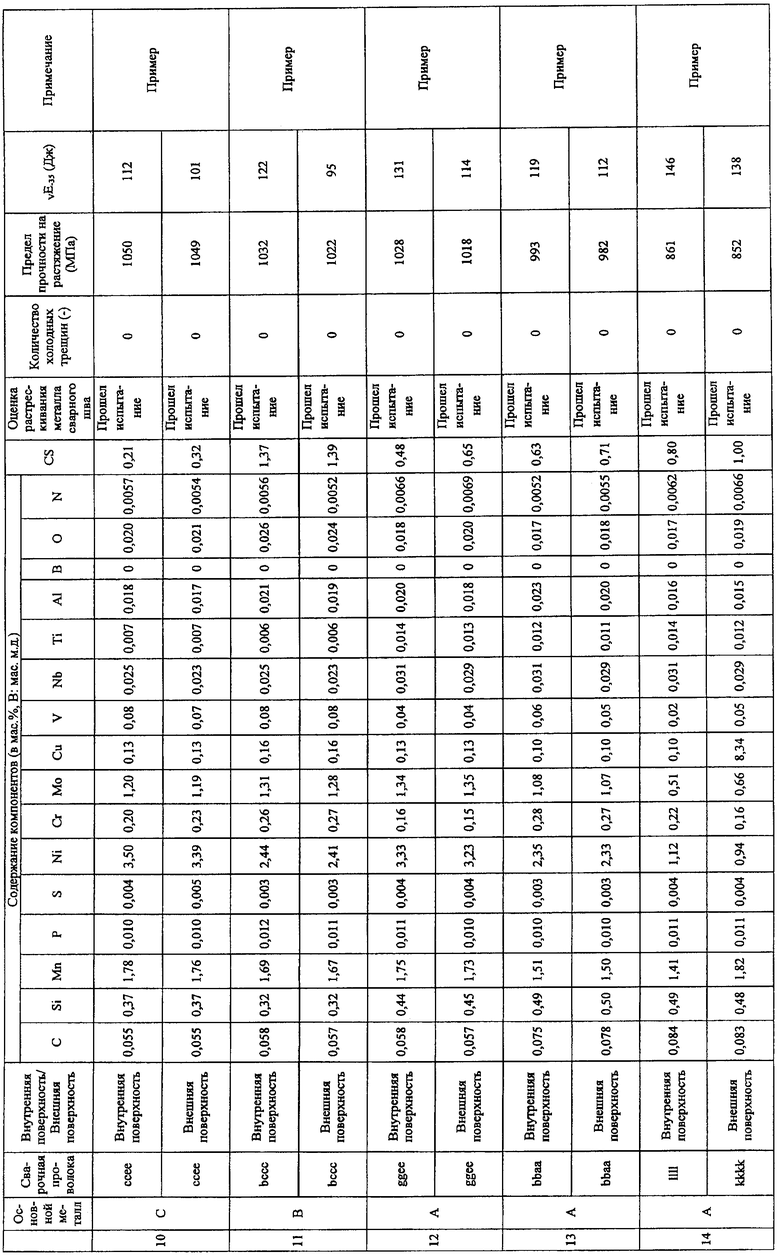
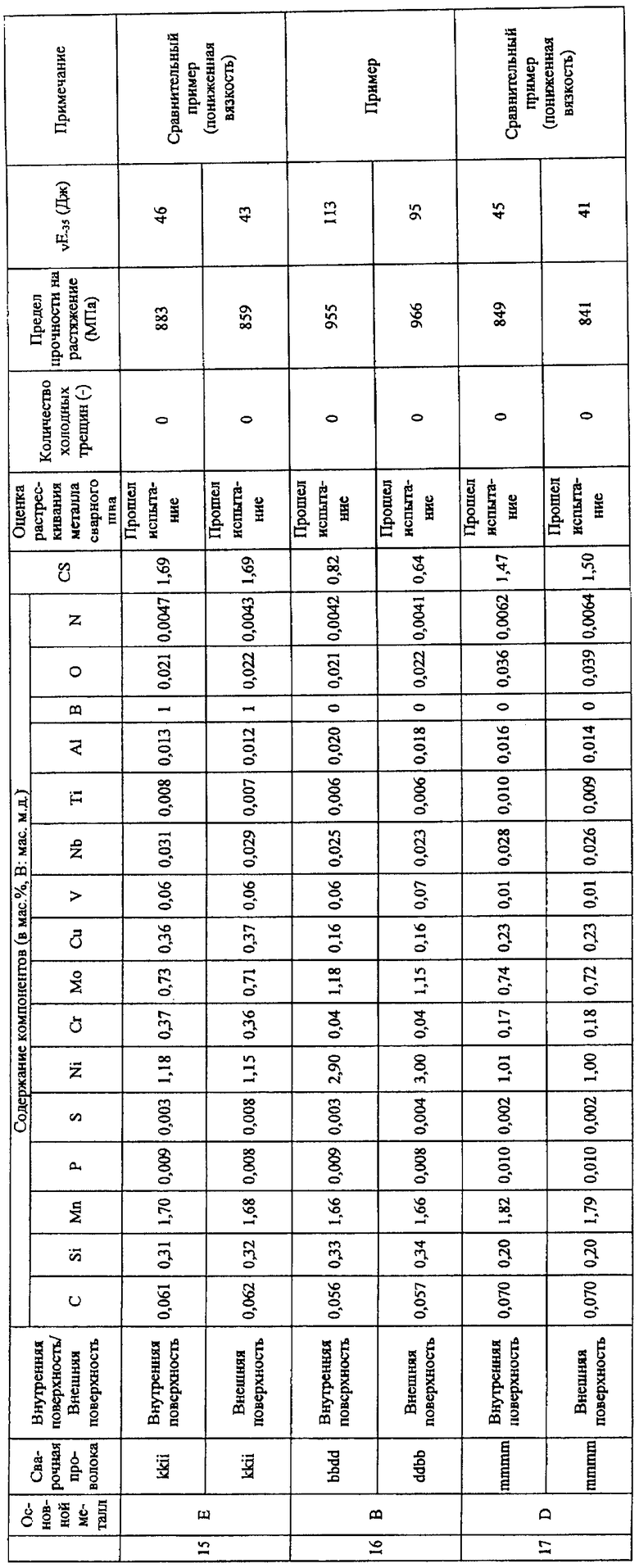
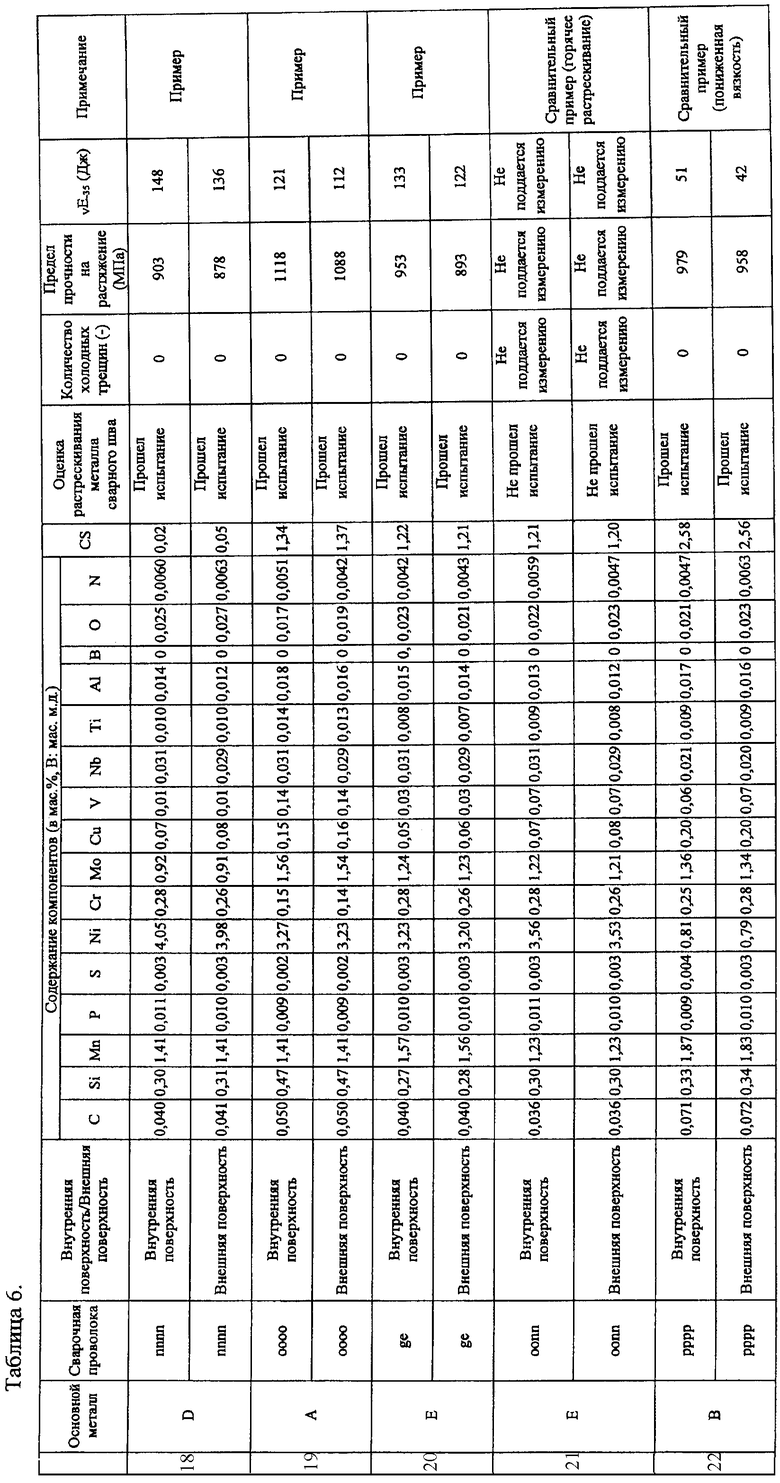
Образцы №9-14, №16 и №18-20 являются примерами согласно настоящему изобретению. Величина CS для этих образцов была равна нулю или имела большее значение, и в металле сварного шва этих образцов не происходило холодное растрескивание. Растрескивание определялось следующим образом. Спустя семьдесят два часа после сварки для обнаружения растрескивания проводили ультразвуковую дефектоскопию наплавленного слоя сварного металла в направлении линии сварки и в направлении, перпендикулярном линии сварки. В связи с тем что во многих случаях трещины наблюдались на поверхности металла сварного шва, поверхностное растрескивание было исследовано с помощью магнитно-порошковой дефектоскопии. В таблице 5 приведены результаты ультразвуковой дефектоскопии и магнитно-порошковой дефектоскопии, причем термин «прошел испытание» свидетельствует о том, что трещины отсутствовали, а термин «не прошел испытание» свидетельствует о том, что при проведении ультразвуковой дефектоскопии и магнитно-порошковой дефектоскопии наблюдались трещины.
Образец №1, являющийся сравнительным примером, имел высокое содержание Cr в металле сварного шва и показал низкую вязкость металла сварного шва. Вязкость металла сварного шва определялась при испытании на ударную вязкость по Шарли. На фиг.2 показан участок, из которого был вырезан образец для испытания на ударную вязкость по Шарпи.
Образец №2, являющийся сравнительным примером, имел высокое содержание Ni в металле сварного шва, при этом величина CS имела большое отрицательное значение, и в результате наблюдалось значительное холодное растрескивание этого образца. Наряду с тем что во внутреннем наплавленном слое наблюдалось много трещин, во внешнем наплавленном слое также наблюдалась трещина, достигающая внутреннего наплавленного слоя, и маленькая трещина размером приблизительно в 1 мм. Образец №2 с отрицательным значением величины CS и пониженным содержанием Si в металле сварного шва при испытании на ударную вязкость по Шарпи показал низкую величину поглощенной энергии металла внешнего сварного шва и металла внутреннего сварного шва. Для образцов с поперечным растрескиванием в наплавленном металле не могли быть проведены испытания на растяжение и на ударную вязкость по Шарпи. В связи с этим перед проведением механических испытаний после сварки была выполнена последующая термическая обработка образцов при температуре 200°С в течение двух часов с целью предотвращения поперечного растрескивания.
На образце №3 в результате высокого содержания С в сварной проволоке, высокого содержания С в металле сварного шва и отрицательного значения величины CS наблюдалось растрескивание металла сварного шва, а в результате высокого содержания Si и Cr в металле сварного шва при испытании на ударную вязкость по Шарпи наблюдалось низкое значение поглощенной энергии, в особенности, для металла внешнего сварного шва.
В металле сварного шва образца №4, который имел компоненты в соответствии с настоящим изобретением, но величина CS имела отрицательное значение, наблюдалось холодное растрескивание. Чтобы предотвратить холодное растрескивание, не только содержание компонентов, входящих в состав металла сварного шва, должно соответствовать диапазонам, описанным выше, но также и величина CS должна быть равна нулю или иметь большее значение.
Образец №5 имел положительное значение величины CS, благодаря чему предотвращалось холодное растрескивание металла сварного шва. Однако в сварочной проволоке было большое содержание Мо, вследствие чего в металле сварного шва содержание Мо было чрезмерно высоким. В результате вязкость металла, в особенности металла внешнего сварного шва, снизилась.
Образец №6 имел чрезмерно высокое содержание Mn, и в сварочной проволоке было низкое содержание Мо, в связи с чем содержание Mn в металле сварного шва являлось высоким, а содержание Мо в металле сварного шва было низким. Это привело к отрицательному значению величины CS, поперечному растрескиванию металла сварного шва и снижению вязкости металла сварного шва.
Вследствие высокого содержания Cu в сварной проволоке в металле сварного шва образца №7 было высокое содержание Cu, что привело к горячему растрескиванию металла сварного шва. Из-за горячего растрескивания не могли быть выполнены механические испытания металла сварного шва.
Образец №8 имел положительное значение величины CS, благодаря чему предотвращалось холодное растрескивание металла сварного шва. Однако чрезмерно высокое содержание V привело к низкой вязкости металла, особенно металла внешнего сварного шва.
Вследствие высокого содержания Cr в сварной проволоке в металле сварного шва образца №15 было высокое содержание Cr, что привело к снижению вязкости металла сварного шва.
Вследствие низкого содержания Si в сварной проволоке в металле сварного шва образца №17 было низкое содержание Si, что привело к снижению вязкости металла сварного шва.
Образец №21 имел низкое содержание С в металле сварного шва, в связи с чем наблюдалось горячее растрескивание металла сварного шва.
В образце №22, который имел низкое содержание Ni в металле сварного шва, вязкость металла сварного шва снизилась.
Изобретение относится к области металлургии, в частности к высокопрочным стальным трубам. Предложена высокопрочная стальная труба и способ ее изготовления. Труба изготовлена с применением двусторонней однослойной электродуговой сварки под флюсом, выполненной по внутренней поверхности и по внешней поверхности основного металла. Основной металл сварной стальной трубы и металл сварного шва имеют предел прочности при растяжении 800 МПа или выше. Металл сварного шва содержит, мас.%: С от 0,04 до 0,09, Si от 0,30 до 0,50, Mn от 1,4 до 2,0, Cu менее 0,5, Ni более 0,9, но менее 4,2, Мо от 0,4 до 1,6, Cr менее 0,3, V менее 0,2 и остальное Fe и неизбежные примеси. Величина CS, рассчитанная исходя из состава металла сварного шва по уравнению (1), равна нулю или имеет большее значение как на внутренней поверхности, так и на внешней поверхности, где  . Основной металл содержит, мас.%: С от 0,03 до 0,12, Si от 0,01 до 0,5, Mn от 1,5 до 3,0, Al от 0,01 до 0,08, Nb от 0,01 до 0,08, Ti от 0,0005 до 0,024, N от 0,001 до 0,01, О: 0,004 или менее, S 0,002 или менее, Са от 0,0005 до 0,01, по меньшей мере, один элемент, выбранный из группы, включающей Cu от 0,01 до 1,3, Ni от 0,1 до 3,0, Мо от 0,01 до 1,0, Cr от 0,01 до 1,0 и V от 0,01 до 0,1 и остальное Fe и неизбежные примеси. Высокопрочная стальная труба имеет предел прочности 800 МПа или выше, металл сварного шва которой имеет высокое сопротивление холодному растрескиванию и высокую низкотемпературную вязкость. 2 н.п. ф-лы, 2 ил., 7 табл.
. Основной металл содержит, мас.%: С от 0,03 до 0,12, Si от 0,01 до 0,5, Mn от 1,5 до 3,0, Al от 0,01 до 0,08, Nb от 0,01 до 0,08, Ti от 0,0005 до 0,024, N от 0,001 до 0,01, О: 0,004 или менее, S 0,002 или менее, Са от 0,0005 до 0,01, по меньшей мере, один элемент, выбранный из группы, включающей Cu от 0,01 до 1,3, Ni от 0,1 до 3,0, Мо от 0,01 до 1,0, Cr от 0,01 до 1,0 и V от 0,01 до 0,1 и остальное Fe и неизбежные примеси. Высокопрочная стальная труба имеет предел прочности 800 МПа или выше, металл сварного шва которой имеет высокое сопротивление холодному растрескиванию и высокую низкотемпературную вязкость. 2 н.п. ф-лы, 2 ил., 7 табл.
1. Высокопрочная сварная стальная труба, металл сварного шва которой имеет высокое сопротивление холодному растрескиванию, которая изготовлена с применением двусторонней однослойной электродуговой сварки под флюсом, выполненной по внутренней поверхности и по внешней поверхности основного металла, причем как основной металл сварной стальной трубы, так и металл сварного шва, имеют предел прочности при растяжении 800 МПа или выше, при этом металл сварного шва содержит, мас.%: С от 0,04 до 0,09, Si от 0,30 до 0,50, Mn от 1,4 до 2,0, Cu менее 0,5, Ni более 0,9, но менее 4,2, Мо от 0,4 до 1,6, Cr менее 0,3, V менее 0,2 и остальное Fe и неизбежные примеси, величина CS, рассчитанная, исходя из состава металла сварного шва, с использованием следующего уравнения (1), равна нулю или имеет большее значение как на внутренней поверхности, так и на внешней поверхности, где

где [Мо]: содержание Мо в металле сварного шва, мас.%,
[Ni]: содержание Ni в металле сварного шва, мас.%,
[Mn]: содержание Mn в металле сварного шва, мас.%,
[С]: содержание С в металле сварного шва, мас.%,
а основной металл содержит, мас.%: С от 0,03 до 0,12, Si от 0,01 до 0,5, Mn от 1,5 до 3,0, Al от 0,01 до 0,08, Nb от 0,01 до 0,08, Ti от 0,0005 до 0,024, N от 0,001 до 0,01, О 0,004 или менее, S 0,002 или менее, Са от 0,0005 до 0,01, по меньшей мере, один элемент, выбранный из группы, включающей Cu от 0,01 до 1,3, Ni от 0,1 до 3,0, Мо от 0,01 до 1,0, Cr от 0,01 до 1,0 и V от 0,01 до 0,1 и остальное Fe и неизбежные примеси.
2. Способ изготовления высокопрочной сварной стальной трубы по п.1, металл сварного шва которой имеет высокое сопротивление холодному растрескиванию, который включает выполнение двусторонней однослойной электродуговой сварки под флюсом по внутренней поверхности и по внешней поверхности основного металла трубы с использованием сварочной проволоки и плавленого флюса, при этом сварочная проволока имеет состав, мас.%: С от 0,01 до 0,14, Si от 0,25 до 0,7, Mn от 0,7 до 2,3, Cu менее 1,0, Ni от 2,0 до 10,0, Мо от 0,8 до 3,8, Cr менее 0,7, и V менее 0,4, и величина CS, рассчитанная, исходя из состава металла сварного шва, с использованием следующего уравнения (1), равна нулю или имеет большее значение как на внутренней поверхности, так и на внешней поверхности, где

где [Мо]: содержание Мо в металле сварного шва, мас.%,
[Ni]: содержание Ni в металле сварного шва, мас.%,
[Mn]: содержание Mn в металле сварного шва, мас.%,
[С]: содержание С в металле сварного шва, мас.%.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Устройство для удаления грата после газокислородной резки | 1987 |
|
SU1500457A1 |
| МАЛОАКТИВИРУЕМЫЙ РАДИАЦИОННОСТОЙКИЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2002 |
|
RU2212323C1 |
| СТАЛЬ С ВЫСОКИМ СОПРОТИВЛЕНИЕМ НА РАЗРЫВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 1998 |
|
RU2205245C2 |

