.
со
СХ) О5
со
Изобретение относится к области изготовления сварных сосудов цилиндрической формы, предназначенных для хранения и транспортировки жидких, газообразных и сыпучих материаловj и может быть использовано в различ- ных отраслях металлообработки при изготовлении резервуаров и трубопроводов ,
Цель изобретения повышение технологичности и прочности конструкции.
На фиг о 1 изображен предлагаемый сосуд; на фиг 2 узел I на фиг. 1 (соединение наружной и внутренней трубы с полым элементом); на фиг. 3 схема изготовления предлагаемого со суда,
Сосуд состоит из днища 1j крышки 2 и корпуса 3. Корпус содержит внутреннюю трубу 4 и наружный кожух 5, выполненные спирально-шовньми. .Наружный кожух размещен концентрично.
Сосуд имеет спиральный полый эле- мент, одновременно выполняющий функцию разделительного элемента между внутренней трубой и кожухом, .а также ребра 6 жесткости Последние образованы навивкой полосы 7 с отформованной 8 и смежной цилиндрической 9 кромками. Смежные кромки кожуха сварены мел,ду собой, стыковым швом и . жестко закреплены сварным швом по наружной стенке ребрами жесткости о В поперечном сеченин ребро жесткости образованное отформованной кромкой 8д имеет U -образное сечение и сопряжено с полосой наклонным участком . для соединения со смежной кромкой, причем высота его равна толщине смежной кромки Обе кромки 8 и 9 сварены между собой швами, образуя гладкую (без уступов) внутреннюю по- веркность сосуда Полость ребра жесткости и межстенное пространство за полнень теплоизоляционным материалом, например пенополиуретаном, что .позволяет получить сосуд с изотермическими условиями хранения и сить местную устойчивость труб.
Сосуд изготавливается следующим образом.
Полоса 7 внутренней трубы 4 с предварительно сформованной кромкой 8 подается через формующую втулку 10 и сворачивается в специальную трубу 4 с перекрытием открытой части Ьтформовки смежной цилиндрической
0
5
0
5
0
5
0
5
0
5
кромкой (несформованной кромкой) 9 той же полосы. По кромке 9 полосы 7 производится сварка, В результате этого внутренняя труба получает заданную прочность и жесткость за счет образования замкнутого ребра 6 жесткости. Далее полоса 1 I кожуха 5 по- даефся параллельно и эквидистантно к внутренней трубе, кромки полосы наружной трубы прижимаются к наружной стенке ребра 6 жесткости и про-- изводится сварка смежных тсромок полосы кожуха и наружной стенки между собой.
В случае изготовления изотермического сосуда теплоизоляционный материал первоначально нагнетается в полость ребра 6 жесткости вскоре после формовки и сварки внутренней трубы, а затем после формовки и приварки наружной трубы - в пространство между наружной и внутренней трубами.
Использование предлагаемого сосуда позволяет упростить технологию изготовления сосудов и повысить производительность труда, существент но увеличить геометрические характеристики поперечного сечения (момент сопротивления, момент инерции) , что позволяет без дополнительного расхода металла повыси.ть прочность и жесткость сосуда при значительных нагрузках. Кроме того, наличие двух слоев позволяет для каждого из сосудов применять тот материал, который, наиболее соответствует условиям эксплуатации этого, слоя, а также использовать пространство между внутренней и внешней трубами и полое спиральное ребро жесткости для заполнения материалом, которьгХ jm6o повысит прочность сосуда за счет увеличения местной устойчивости обеих труб, либо обеспечит требуемые термоизоляционные свойства многослойной оболочки корпуса.
Формула изобрет е н и я
Цилиндрический сосуд, содержащий корпус из свернутой в спираль полб сы с образованием по месту стыка смежных кромок полого спирального элемента, отличающийся тем, что, с целью повышения технологичности и прочности конструкции,
он снабжен жестко связанным по наг ружной стенке полого элемента кон- ценТрично размещенным кожухом, а
мок полосы, имеющей и-об чение и сопряженной с пол лоннь1м участком, служащим
полый элемент образован однЬй из кро- с нения со смежной кромкой.
мок полосы, имеющей и-образное сечение и сопряженной с полосой нак- лоннь1м участком, служащим для соединения со смежной кромкой.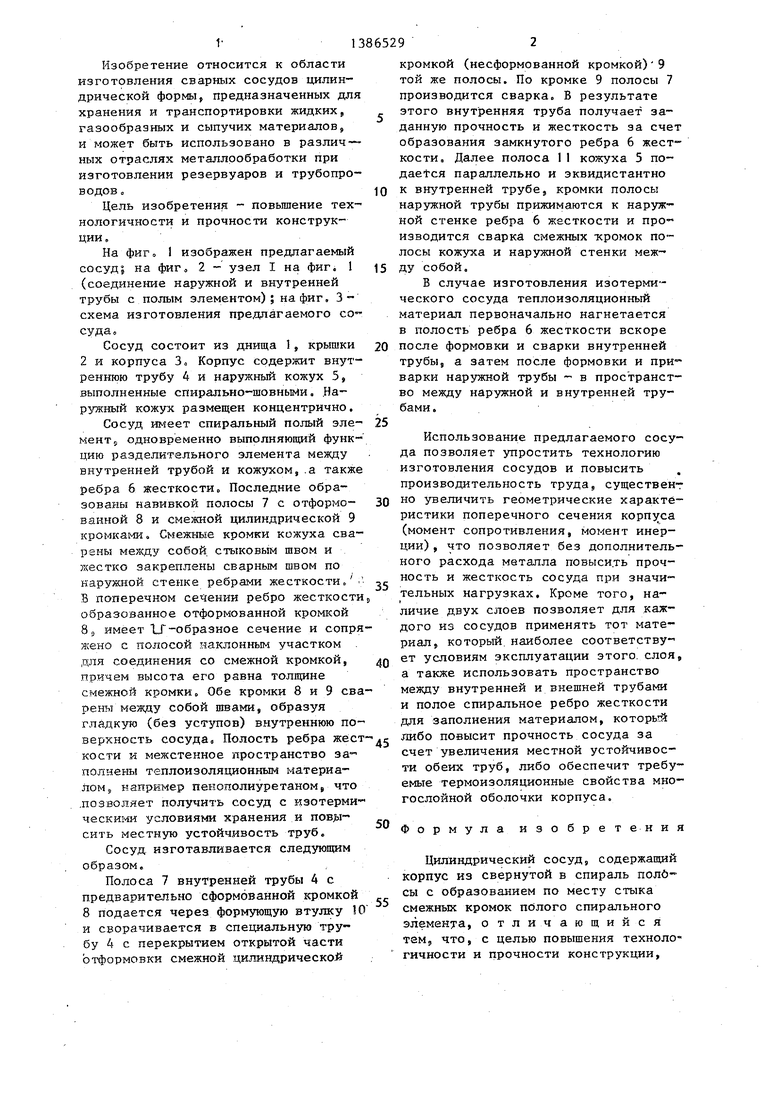
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойной спиральношовной трубы | 1981 |
|
SU1142200A1 |
| ПЛАСТМАССОВАЯ СЛИВНАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2355935C1 |
| Электросварной профиль двутаврового сечения и способ его непрерывного изготовления | 1980 |
|
SU1026997A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО СОЕДИНЕНИЯ И ТРАНСПОРТНО-СКЛАДСКОЙ КОНТЕЙНЕР ДЛЯ КАССЕТ С ОТРАБОТАВШИМ ЯДЕРНЫМ ТОПЛИВОМ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 1995 |
|
RU2127656C1 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1143481A1 |
| Спиралешовная многослойная труба | 1989 |
|
SU1733816A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |
| ЭНЕРГОПОГЛОЩАЮЩИЙ ЭЛЕМЕНТ И ИСПОЛЬЗУЮЩИЙ ЕГО КУЗОВ АВТОМОБИЛЯ | 2006 |
|
RU2374097C2 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1988 |
|
SU1574310A1 |
| Способ изготовления прямошевной трубы со стыковым швом из металлической заготовки и трубоформовочное устройство | 2016 |
|
RU2641937C1 |

Изобретение относится к области производства резервуаров и труб и может быть использовано для хранения и транспортировки жидких, газообразных и сыпучих материалов г Целью изобретения является повышение технологичности и прочности конструкции. Сосуд сбстоит из днища 1, крышки 2 и . корпуса 3, который содержит внутреннюю трубу и наружный кожух, выполненные из сваренных в спираль полос. Сосуд имеет спиральное ребро жесткости, выполненное полым и образованное отформованной и цилиндрической (несформованной) кромками полос; внутренней трубы, а кромки полос наружной трубы жестко соединены между собой и с наружной стенкой ребра жесткой сваркой. Ребро жесткости изготавливается не отдельно, а формуется и сваривается в процессе формовки спирально-шовных труб, 3 ил. с е сл
Л Г
Устройство для saffavHu теомоиэо- лйции внут рениеи и нар{/ ои трубами
Формующай Вту/гна для - adopat uSa - HUff cf бниглренмеи ооолсчни
9 W
. Формунзцоя клеть
PyjfOH
Фиг.З
| СПОСОБ ИМИТАЦИИ СТРЕЛЬБЫ ДРОБЬЮ ИЗ ПНЕВМАТИЧЕСКОГО ОРУЖИЯ | 2007 |
|
RU2337298C1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| СОСУД ЛИСТОВОЙ КОНСТРУКЦИИ | 0 |
|
SU250030A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
