Известны токарные станки-автоматы по дереву, на которых применяются многоножевые державки, однако они имеют ряд недостатков, заключающихся в том, что их резцы (ножи) быстро теряют свои геометрические размеры, что не позволяет получить достаточной точности размеров и чистоты обрабатываемых поверхностей.
Описываемый токарный станок по дереву свободен от этих недостатков, так как применяемая на нем державка для ножей обеспечивает эффективную длительную работу последних. Особенностью державки является то, что, с целью повышения качества обработки и увеличения производительности станка, она имеет наклонные прореви для двух групп профильных резцов. Эти группы размещены перпендикулярно относительно друг друга. Кроме этого, для получения готового изделия державка снабжена профильной шлифовальной подушкой для проведения в конце хода чистового зашкуривания.
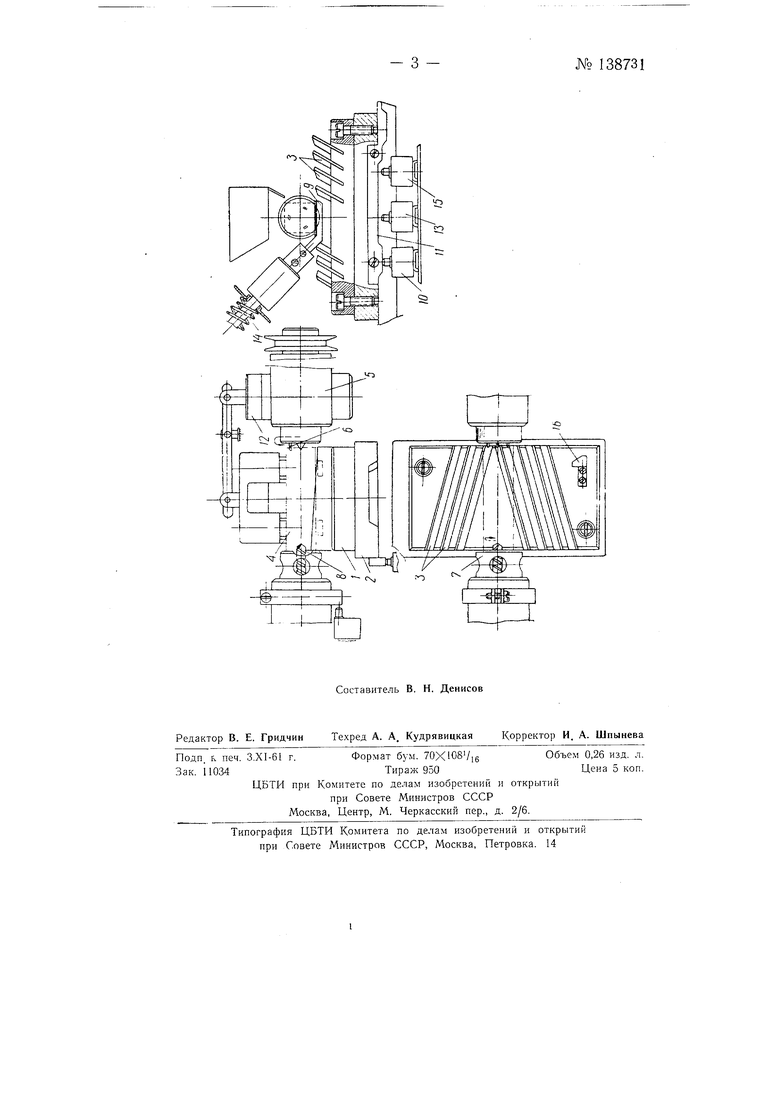
На чертеже приведена конструктивная схема предлагаемого многоножевой системы станка.
На плите /, жестко связанной, со столом станка 2, закреплены резцы 3, установленные под некоторым углом по отношению к заготовке 4. Стол 2 имеет возможность совершать возвратно-поступательное движение в горизонтальной плоскости вместе с закрепленной на нем плитой-резцедержателем /.
Заготовка 4 вращается со скоростью порядка 5000 об/мин. Шпиндель 5 снабжен специальными выступами 6, предохраняющими заготовку от проворачивания относительно шпинделя. Поджатие заготовки к цапфе шпинделя 5 производится штангой 7, зажимной головкн, получаюшей возвратно-поступательное движение от гидросистемы станка. В штанге 7 установлено сверло 5, служащее для обработки внутреннего отверстия в заготовке.
№ 138731-2 Подача заготовок из бункера для обработки производится при помощи специальных захватов 9, устанавливающих заготовку между цапфой шпинделя 5 и штангой 7 поднимающего устройства. Управление захватами производится при помощи электромагнитного устройства.
Обработка детали происходит следующим образом.
Включается двигатель, приводящий во вращение шпиндель 5 станка. Одновременно включается гидравлическая система, под действием которой стол 2, вместе с плитой / и резцами 3, получает поступательное движение.
Микровыключатель W, включенный толкателем 11, открывает с помощью соленоида 12 бункер, из которого заготовка 4; выполненная в виде бруска прямоугольной формы, падает на захваты Р, установленные так, чтобы она попала между цапфой шпинделя 5 и штангой 7. В это время посредством второго микровыключателя 13 происходит включение зажимающего устройства.
Заготовка оказывается зажатой между штангой 7 и цапфой шпинделя 5 и получает вращение от последнего.
Одновременно срабатывает микровыключатель соленоида 12, выключающий этот соленоид. Под действием пружины 14 захваты 9, которые до этого удерживали заготовку между зажимом и цапфой шпинделя 5, отходят в верхнее положение.
В это время при дальнейшем движении горизонтального стола от толкателя // срабатывает третий микровыключатель 15, управляющий подачей сверла «5 в рабочее положение, происходит сверление отверстия необходимой глубины и диаметра в заготовке. Стружка от сверления выбрасывается в отверстия зажимной головки. Затем сверло возвращается в исходное положение.
Одновременно со сверлением производится основной процесс снятия стружки с наружной поверхности заготовки.
Стол с плитой-резцедержателем /, продолжая двигаться в сторону заготовки 4, подводит первый нож к вращающейся заготовке. Происходит снятие первой стружки с заготовки. При этом нож входит во взаимодействие с заготовкой постепенно, снимая сравнительно тонкую стружку. В то время, как первый нож начинает выходить из зоны резания, вступает в работу второй нож и т. д., пока последний нож не снимет чистовую стружку. Последний нож отрезает готовое изделие и, в случае необходимости, выполняет операцию окончательной обработки торца изделия. Специальный толкатель 16, установленный за последним резцом, сбивает остаток заготовки.
После этого происходит переключение крана цилиндра стола продольной подачи, последний возвращается в исходное положение и рабочий цикл повторяется.
Предмет изобретения
1. Токарный станок-автомат по дереву с применением многоножевой державки для инструмента, отличающийся тем, что, с целью повышения качества обработки и увеличения производительности, державка выполнена с наклонными прорезями для двух групп сменных профильных ножей - левой и правой, размещаемых -в горизонтальной плоскости под углом 90° одной группы по отношению к другой.
2. Токарный станок автомат по п. 1, отличающийся тем, что, для получения готового изделия, державка снабжена профильной шлифовальной подушкой для проведения в конце хода чистового зашкуривания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный двухшпиндельный станок по дереву | 1961 |
|
SU150223A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Сверлильно-строгальный автомат для изготовления из цилиндрических заготовок деревянных изделий в форме тел вращения | 1957 |
|
SU116757A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| Токарный станок | 1985 |
|
SU1240501A1 |
| Способ тарирования естественной термопары резец-деталь | 2020 |
|
RU2734315C1 |
| Способ тарирования естественной термопары резец-деталь | 2022 |
|
RU2792519C1 |
| Способ тарирования естественной термопары сверло-заготовка | 2024 |
|
RU2833303C1 |