Известны автоматические станки для производства катушек, шпальных втулок и изделий в форме тел вращения с применением меха; изма автоматического питания, вращающегося барабана со сверлами для сверления отверстий и фрез для обточки наружного контура 1зделий.
Описываемый двусторонний сверли.-;ьно-строгальный автомат д.чя изготовления из цилиндрических заготовок деревянных изделий в форме тел вращения позволяет упростить конструкцию и значительно увеличить производительность.
С этой целью Б барабане автомата увеличено количество одновременно работающих щпиндельных гнезд для сверл предварительной и чистовой обработки, получающих поступательное движение от копирок и возвратное - от пружин, и pasMenieii ряд последовательно действующих и имеющих возвратно-поступательное движение фигурных ложей для придания изде.тию заданной формы.
Для контроля качества работы автомат снабжен следящим устройством, сигнализирующим о неисправностях и останавливающим работу при затуплении или поломке сверл.
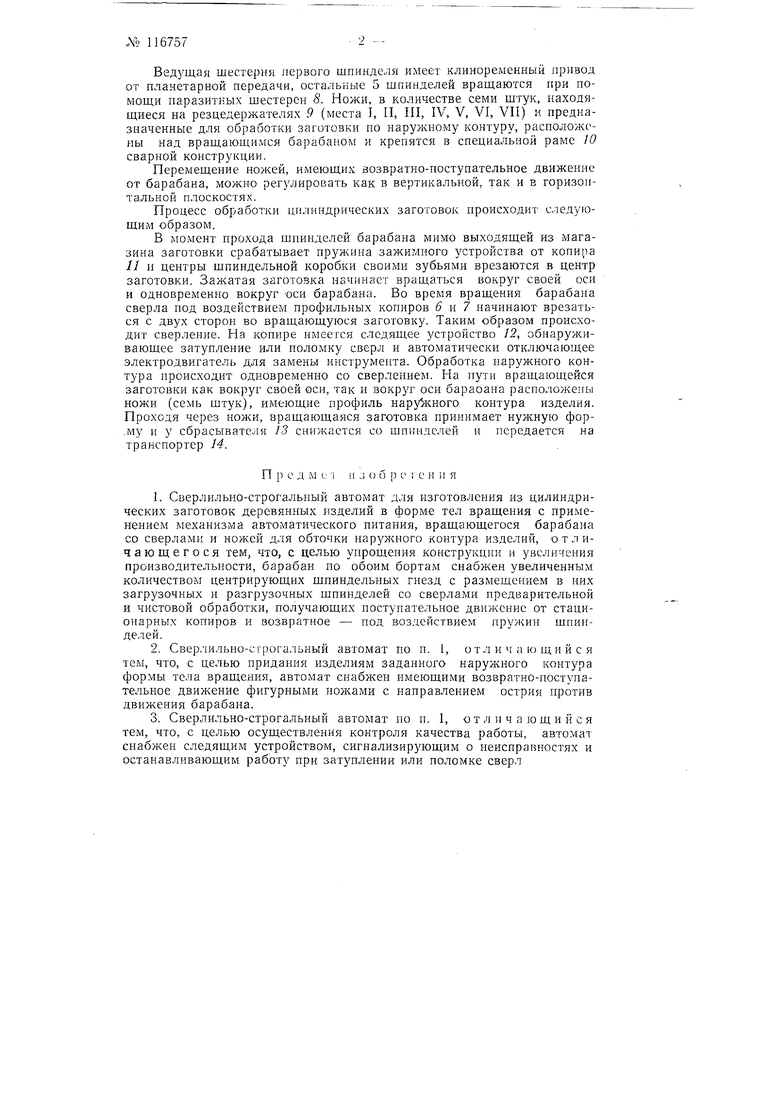
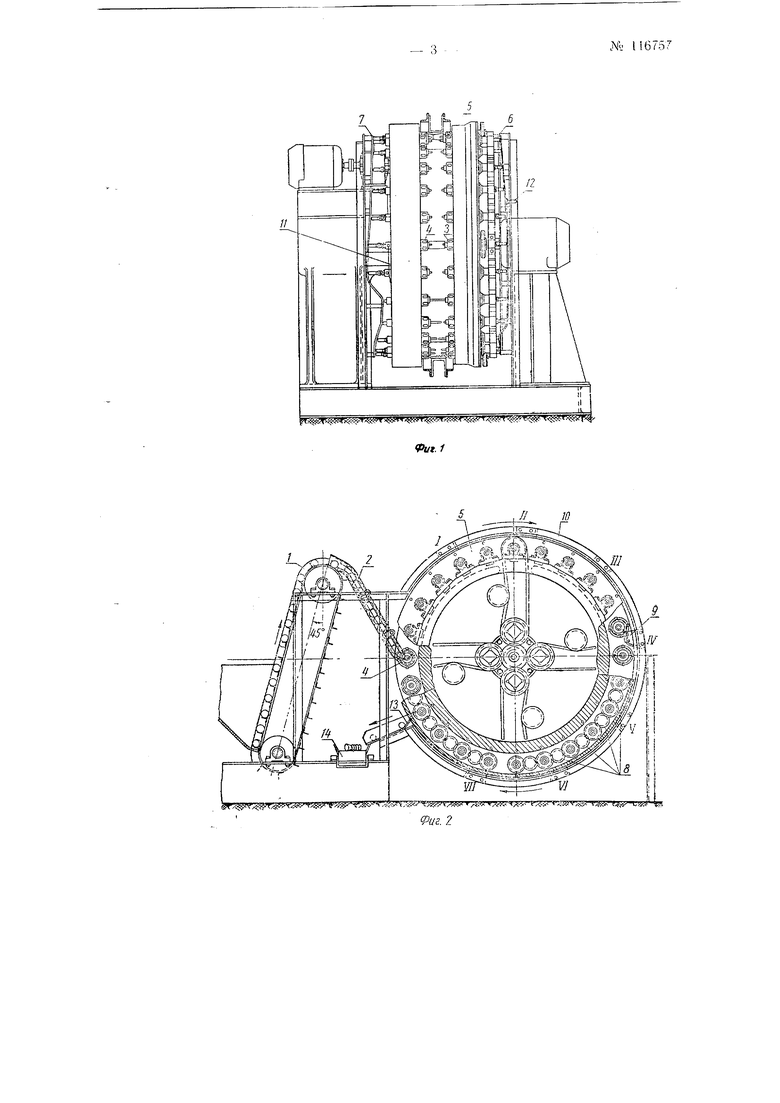
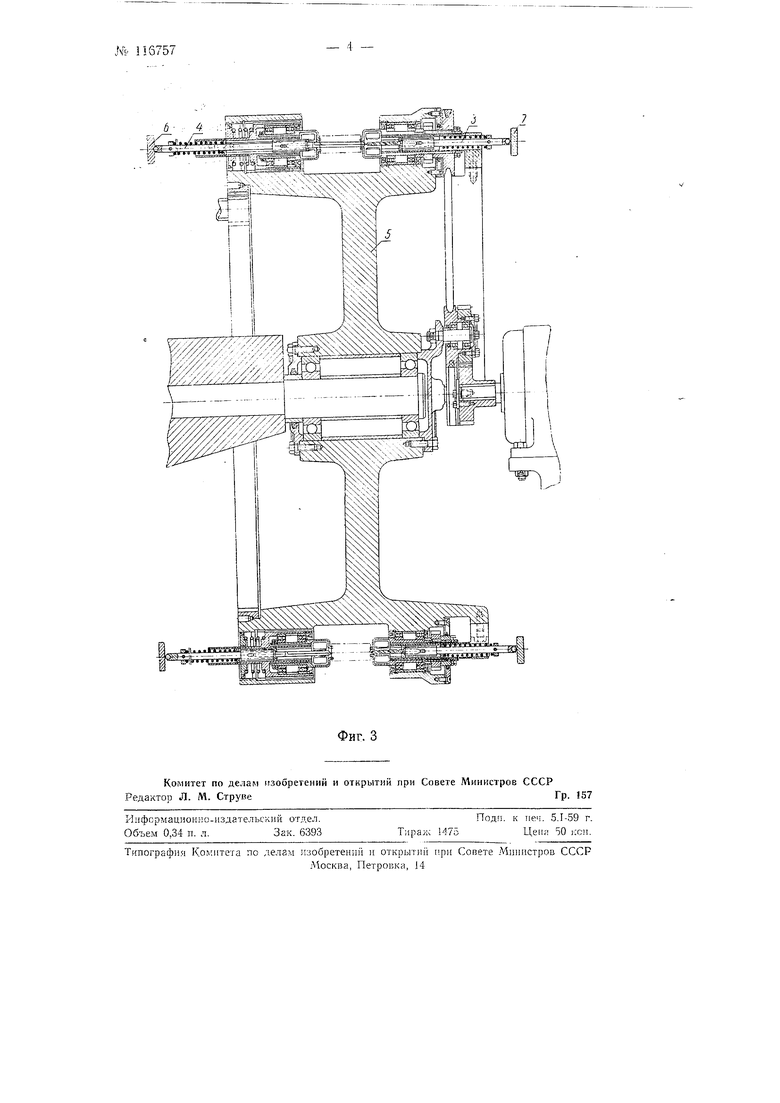
На фиг. 1 изображен предлагаемый автомат, вид сбоку; на фиг. 2- вид спереди; на фиг. 3 - барабан в разрезе.
Цилиндрические заготовки деревянных изделий из бункера по транспортеру 1 подаются в магазин 2 п скатываются по направляющим до . Осевая линия заготовки в этом положении совпадает с осевой линией щпинделей 3 и 4, вмонтированных по обеим сторонам беспрерывно вращающегося барабана 5.
Автомат имеет 48 шпинделей по двадцать четыре левых 4 и правых 3, в центре которых вмонтированы сверла, имеющие возвратно-постуиательное движение - поступательное от копиров 5 и 7 и возвратное - от пружин щпинделей. Приводные щпиндели 3 разделены па четыре группы по щесть щтук в каждой.
.о 1167572 -Ведущая шестерня первого шпинделя имеет клиноременный привод от планетарной передачи, остальные 5 шпинделей вращаются при помощи паразитных щестерен 8. Ножи, в количестве семи штук, находящиеся на резцедержателях 9 (места I, II, III, IV, V, VI, VII) и предназначенные для обработки заготовки по наружному контуру, расположены над вращающимся барабаном и крепятся в специальной раме 10 сварной конструкции.
Пере1мещение ножей, имеющих возвратно-поступательное движение от барабана, можно регулировать как в вертикальной, так и в горизонтальной плоскостях.
Процесс обработки цилиндрических заготовок происходит следующим образом.
В момент прохода щнинделей барабана мимо выходящей из магазина заготовки срабатывает пружина зажимного устройства от копира 11 и центры щпиндельной коробки своими зубьями врезаются в центр заготовки. Зажатая заготовка начинает вращаться вокруг своей оси и одновременно вокруг «си барабана. Во время вращения барабана сверла под воздействием профильных копиров 6 н 7 начинают врезаться с двух сторон во вращающуюся заготовку. Таким образом происходит сверление. На копире имеется следящее устройство 12, обнаруживающее затупление или поломку сверл и автоматически отключающее электродвигатель для замены инструмента. Обработка наружного контура происходит одновременно со сверлением. На пути вращающейся заготовки как вокруг своей оси, так и вокруг оси бараоана расположены ножи (семь щтук), имеющие профиль контура изделия. Проходя через ножи, вращающаяся заготовка принимает нужную фор.,му и у сбрасывателя 13 снижается со шпинделей и передается на транспортер 14,
П р о Д М С; 1 1 J О б 15 С Т С Н И Я
1.Сверлильно-строгальный автомат для изготовления из цилиндрических заготовок деревянных изделий в форме тел вращения с применением механизма автоматического питания, вращающегося барабана со сверлами и ножей для обточки наружного контура изделий, отличающегося тем, что, с целью упрощения конструкции и увеличения производительности, барабан по обоим бортам снабжен увеличенным количеством центрирующих щниндельных гнезд с размещением в них загрузочных и разгрззочных щпинделей со сверлами предварительной и чистовой обработки, получающих поступательпое движение от стационарных копиров и возвратное - под воздействием пружин щпинделей.
2.Сверлильно-сгрогальный автомат по и. 1, отличающийся тем, что, с целью придания изделиям заданного наружного контура формы тела вращения, автомат снабжен имеющими возвратно-поступательное движение фигурными ножами с направлением острия против движения барабана.
3.Сверлильно-строгальный автомат по п. 1, отличающийся тем, что, с целью осуществления контроля качества работы, авто.мат снабжен следящим устройством, сигнализирующим о неисправностях и останавливающим работу при затуплении или поломке сверл
, 
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок-автомат по дереву | 1960 |
|
SU138731A1 |
| Многошпиндельная сверлильная головка с изменяемыми расстояниями между шпинделями для работы на револьверном станке | 1940 |
|
SU61356A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2026171C1 |
| Сверлильный автомат | 1981 |
|
SU956171A1 |
| Устройство к токарному автоматудля СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU804212A1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2252140C1 |
| Устройство для обработки заготовок деревянных каблуков | 1960 |
|
SU139806A1 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| Автоматический станок для подрезки торцов и обточки трубчатых изделий | 1934 |
|
SU49711A1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНЫЙ АВТОМАТ | 1968 |
|
SU220010A1 |
it i xf:i 5 r/5;5 TiA Tr: 5 ;-i s iiE0/v w T
Jtfc 2
