Изобретение относится к механизации кузнечно-штампового производства и может быть использовано для поштучной вьщачи и приема деталей типа пла стин.Целью изобретения является повышение надежности работы устройства.
На чертеже изображена схема устройства для поштучной выдачи и при- ема заготовок.
Устройство содержит магазин 1 для выдачи заготовок 2 с подъемно-опускным столом 3, а также магазин 4 для приема заготовок 5 С подъемно- опускным столом 6. Подъемно-опускные столы 3 и 6 связаны соответственно со столами 7 и 8 пневмогидродилин- дроз 9 и 10. Параллельно пневмогид - роцилиндрам 9 и 10 подключен пневмо- гидропреобразователь 11. При этом его гидрополость 12 через золотник 1 соединена с гидрополостями 14 и 15 пневмогидроцилиндров 9 и 10, а пнев- мополость 16 соединена через пневмо- распределитель 17 с пневмополостями 18 и 19 пневмогидроцилиндров 9 и 10, которые через другой пневмораспреде- литель 20 соединены с магистралью сжатого воздуха и с атмосферой,
Верхний уровень заготовок 2 и 5 в обоих магазинах 1 и 4 контролируется датчиками 21 и 22, а верхнее и нижнее положение подъемно-опускных столов 3 и 6 контролируется датчиками 23-26.
Устройство работает следующим образом.
Пневмогидравлическая схема предлагаемого устройства симметрична и позволяет работать любому из пневмогидроцилиндров на выдачу и прием заготовок. Левый пневмогидроцилиндр 9 работает на выдачу заготовок, а правый пневмогидроцилиндр 10 - на прием заготовок,
В исходном положении магазин 1 заполнен необработанными заготовками 2, стол 3 опущен в крайнее нижнее положение. При этом пневмораспреде- литель 20 соединяет магистраль сжатого воздуха с пневмополостью 18 пневмогидроцилиндра -9, а пневмопо- лость 19 пневмогидроцилиндра 10 - с атмосферой. Пневмораспределитель 17 включен так, что он соединяет пневмополость 16 пневмогидропреоб- разователя 11 с пневмополостью 19 пневмогидроцилиндра 10 и запирает
0 5 0
5
0
5
0
магистраль между ней и пневмополостью 18 пневмогидроцилиндра 9.- Золотник 13 включен так, что соединяет гидрополость 14 пневмоцилиндра 9 с гидрополостью 12 пневмогидропреоб- разователя 11 и разъединяет ее с гидрополостью 15 пневмогидроцилиндра 10. Подъемно-опускной стол 6 находится в крайнем верхнем положении, в магазине 4 обработанных заготовок 5 нет.
Робот берет верхнюю заготовку 2 из магазина 1 на позиции вьщачи. Уровень заготовок 2 в магазине 1 понижается, и по сигналу датчика 21 переключается пневмораспредели- гель 20, Соединяя атмосферу с пневмополостью 18 пневмогидроцилиндра 9 и соединяя магистраль сжатого воздуха с пневмополостью 19 пневмо- гидроцилиндра 10 и пневмополостью 16 пневмогидропреобразователя 11.
При этом жидкость под давлением сжатого воздуха в пневмополости 16 поступает из гидрополости 12 пневмо- гидропреобразователя 11 через золотник 13 в гидрополость 14 пневмогидроцилиндра 9, поднимая шток 7, подъемно-опускной стол 3 с заготовками 2, вытесняя воздух из пневмополостм 18 через Пневмораспределитель 20 в атмосферу до оптимального верхнего уровня, при котором срабатывает датчик 21. При зтом датчик 21 переключает золотник 13, соединяя гидрополость 12 с гидрополостью 15 и разъединяя гидрополость 12 с гидрополостью 14, останавливая таким образом верхнюю заготовку 2 на оптимальном верхнем уровне на позиции выдачи.
После обработки заготовки робот кладет обработанную заготовку 5 в магазин 4 на позиции приема. Срабатывает датчик 22 контроля верхнего уровня, по сигналу которого переключается Пневмораспределитель 20,соединяя пневмополость 19 с магистралью сжатого воздуха и пневмополость 18 с атмосферой,а также пневмбраспреде- литель 17, соединяя пневмополость 16 с атмосферой и разъединяя ее с магистралью сжатого воздуха. При этом переключается золотник 13, соединяя гидрополости 12 и 15 и разъединяй гидрополости 12 и 14,
При этом жидкость под давлением сжатого воздуха в пневмополости 19
поступает из гидрополости 15 в гидрополость 12, вытесняя воздух из пневмополости 16 в атмосферу. Шток В,связанный с ним подъемно-опускной стол 6 с обработанной заготовкой 5 опускаются до срабатывания датчика 22, который переключает золотник 13, разъединив гидрополости 12 и 15,тем самым остановив шток 8, подъемно- опускной стол 6 с обработанной заготовкой 5 на верхнем оптимальном уровне.
По окончании заготовок в магазине 1 подъемно-опускной стол 3 доходит до своего верхнего положения, срабатывает датчик 23, по сигналу которого пневмораспределитель 20 переключается, соединяя магистраль сжатого воздуха с пневмополостью 18 цилиндра 9, а золотник 13 соединяет гидрополости 12 и 14, при этом пневмораспределитель 17 соединяет пнев- мополость 16 с атмосферой. Жидкость под давлением сжатого воздуха в пнев- мополости 18 из гидрополости 14 цилиндра 9 поступает в гидрополость 12 пневмогидропреобразователя 11, вытесняя воздух из пневмополости 16 в атмосферу.
При этом шток 7, подъемно-опускной стол 3 опускается в крайнее нижнее положение до срабатывания датчика 24.
Магазин 1 на позиции выдачи загружается необработанными заготовками 2. Включается датчик 21.
Пневмогидравлическая схема на позиции выдачи оказывается в исходном положении.
При заполнении магазина 4 обра- ботанными заготовками 5 на позиции приема подъемно-опускной стол 6 доходит до своего нижнего.положения, заготовки 5 из магазина 4 убирают. Срабатывают датчики 26 и 22, по -сигналу которых пневмораспределитель 20 переключается, соединяя пневмопо-: лость 19 цилиндра 10 с атмосферой, пневмораспределитель 17 переключа- ется, соединяя пневмополость 16 гид- ропневмопреобразователя 11 через пневмораспределитель 20 с магистралью сжатого воздуха. При этом золотник 13 переключается, соединяя гидрополость 12 пневмогидропреобразователя 11 с гидрополостью 15 цилиндра 10.
Жидкость под давлением сжатого воздуха в пневмополости 16 из гидрополости 12 гидропневмопреобразователя 11 поступает в гидрополость 15 цилиндра 10, поднимая шток 8, подъемноQ опускной стол 6 в верхнее положение до срабатывания датчика 25, по сигналу которого переключается золотник 13, разъединяя гидрополости 12 и 15, а также переключается пневмораспре5 делитель 20, соединяя пневмополость 19 цилиндра 10 с атмосферой, переключается пневмораспределитель 17,соединяя пневмополость 16 пневмогидропреобразователя 11 с пневмополостью
Q 19 цилиндра 10, Пневмогидравлическая схема на позиции приема оказывается в исходном положении. Далее цикл повторяется.
Устройство для поштучной выдачи и приема заготовок позволит повысить его надежность в работе и расширить функциональные возможности благодаря тому, что в нем индивидуально и дифференцированно поддерживается верхний уровень стопы заготовок на позициях приема и вьщачи независимо от толшдны заготовок и их количества в кассетах.
Формула изобретения
Устройство для поштучной выдачи и приема заготовок, содержащее магазины с подъемно-опускными столами, смонтированными на штоках пневмоци- линдров, гидрополости которых соединены через золотник, а пневмополости соединены через пневмораспределитель с магистралью сжатого воздуха и атмосферой, а также систему контролирующих датчиков, отличающееся тем,что, с целью повышения надежности работы устройства, оно снабжено пневмогидропреобразователем,при этом его гидрополость через золотник связана с гидрополостями гидроцилиндров, а его пневмополость через пневмораспределитель соединена с пневмополостями пневмогидроцилиндров.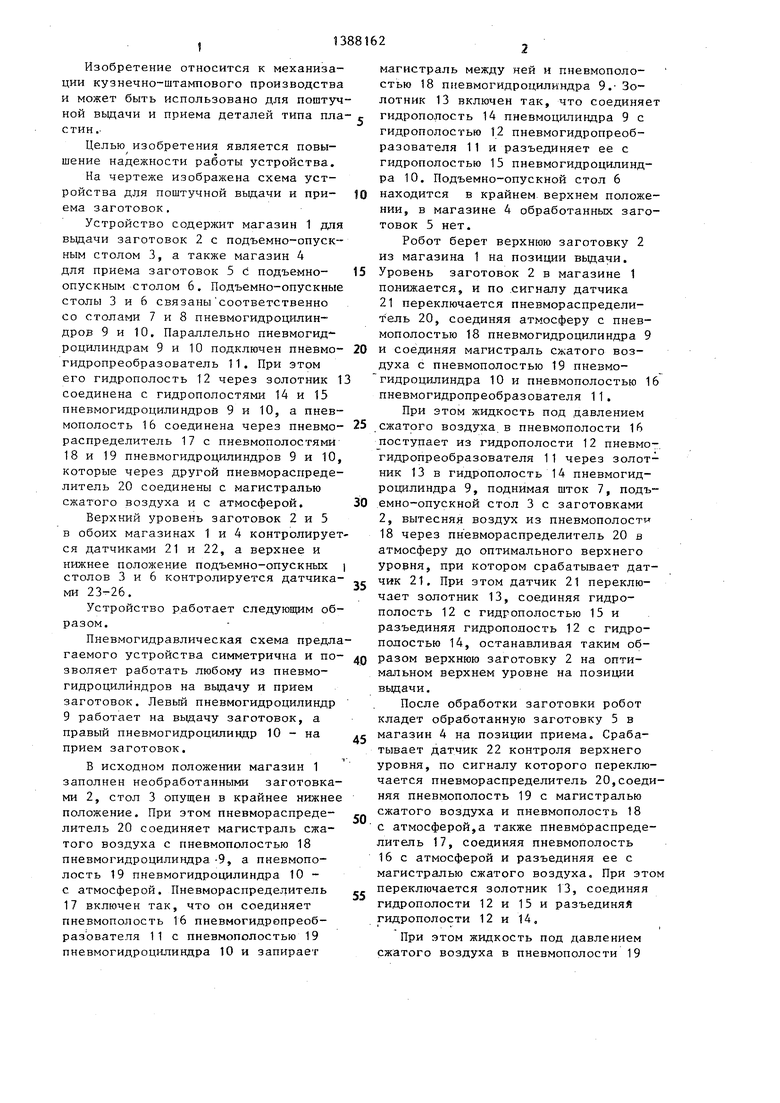

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования полых оболочек (ее варианты) | 1982 |
|
SU1101312A1 |
| Устройство,преимущественно для поштучной выдачи и приема деталей типа пластин | 1984 |
|
SU1222363A1 |
| Пневмоэлектрогидравлический следящий позиционный привод подачи инструмента | 1974 |
|
SU488450A1 |
| Реверсивный позиционный пневмогидравлический привод | 1974 |
|
SU465864A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1994 |
|
RU2105653C1 |
| Устройство для подачи штучных заготовок | 1981 |
|
SU1015988A1 |
| Устройство для поштучной выдачи деталей из стопы | 1984 |
|
SU1286324A1 |
| Устройство для подачи заготовок | 1980 |
|
SU895616A1 |
| СИЛОВАЯ ГОЛОВКА | 1992 |
|
RU2009784C1 |
| Система синхронизации скорости поршней силовых цилиндров | 1979 |
|
SU770741A1 |
Изобретение относится к механизации кузнечно-штамповочного произ-( водства и может быть использовано для поштучной выдачи и приема деталей типа пластин. Цель изобретения - по- вьшение надежности устройства. Устройство снабжено пневмогидропреобра- зователем, подключенным в пневмогид- росистему таким образом, что в устройстве индивидуально и дифференци- . рованно поддерживается верхний уро-. вень стопы заготовок на позициях приема и выдачи независимо от толщины заготовок и, их количества в кассетах. 1 ил. ю (/
| Устройство,преимущественно для поштучной выдачи и приема деталей типа пластин | 1984 |
|
SU1222363A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
